
Zakázkové přesné CNC frézování/Soustružení bloků potrubí vysokotlakého hydraulického ventilu pro těžbu
Produkty
Nejnovější zprávy
Quality stems from rigorous craftsmanship
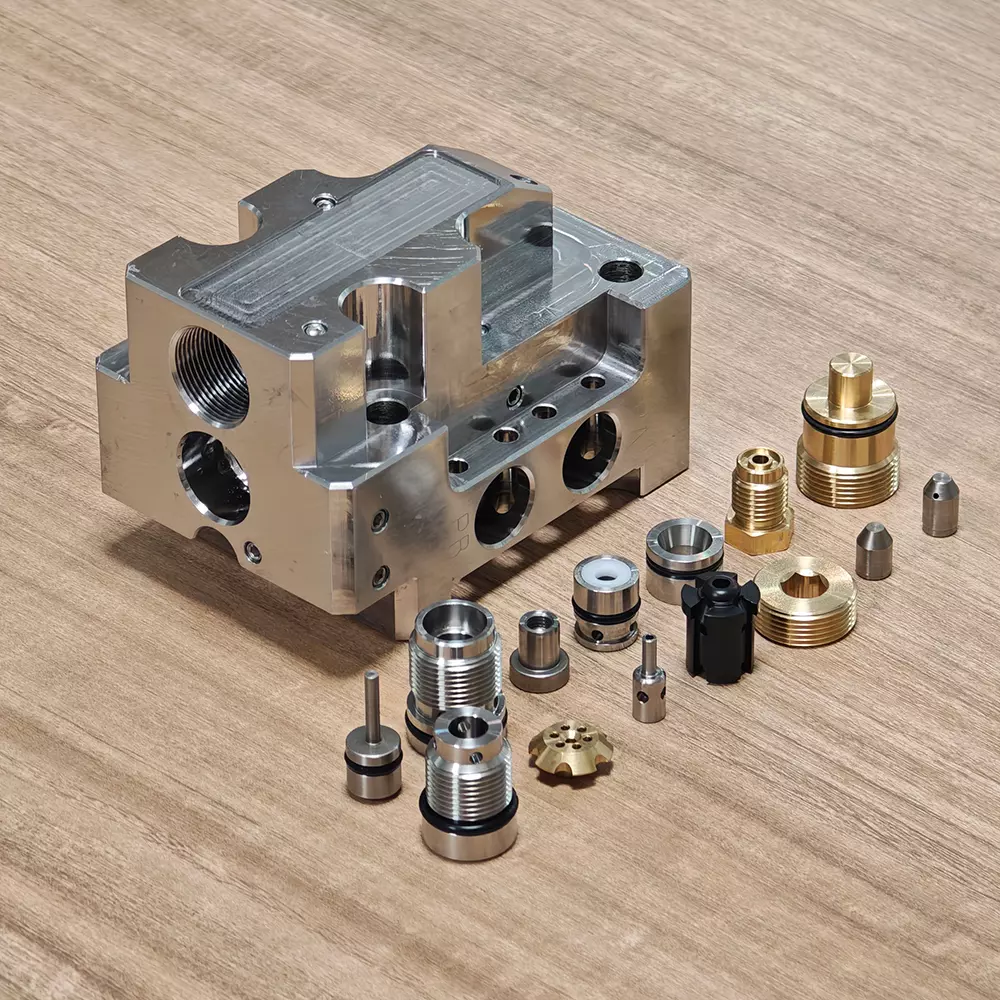
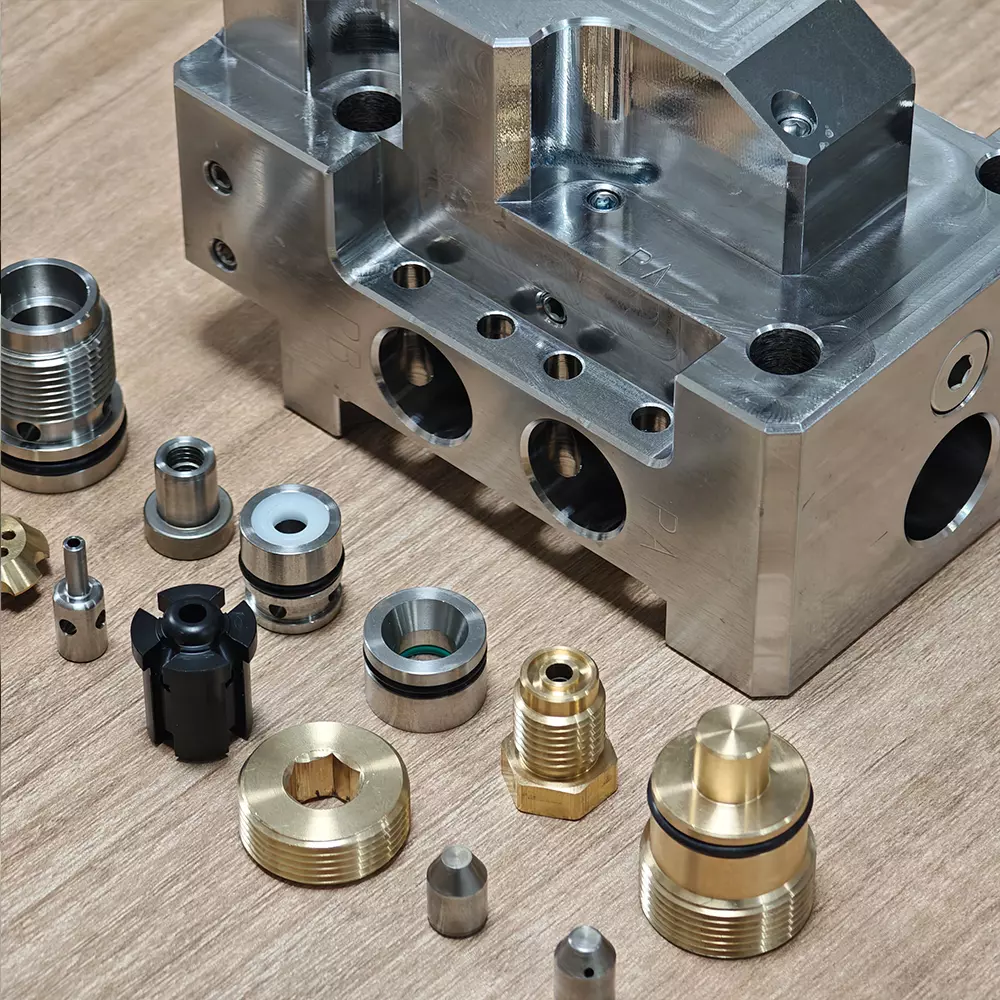
The hydraulic control valve, as the "heart" of the hydraulic system, its performance directly determines the operational accuracy and stability of construction machinery, industrial automation equipment, and other devices. Relying on the global precision mechanical manufacturing cluster advantage in Dongguan, and following the top international manufacturing standards, we have established a complete process and high-precision production system from raw material selection to product delivery, ensuring that each hydraulic control valve can operate stably and reliably under extreme conditions.
Raw material procurement and pre-léčba: Budování pevných základů kvality
1. Strict material selection criteria We precisely match raw materials based on the application scenarios and performance requirements of the hydraulic control valve: Select 430F stainless steel or ductile iron materials to ensure that the valve body has high strength and high density, capable of withstanding pressures above 700 bar.
Jádro ventilu a pouzdro ventilu: Pro opotřebení použijtenerezovou ocel, legovanou ocel atd-resistant and corrosion-resistant materials to ensure that the valve core can move flexibly within the valve body hole for a long time, with the clearance strictly controlled within 0.005 - 0.035mm. Sealing components: Use imported high-výkonné pryžové a kompozitní materiály, schopné přizpůsobit se extrémním teplotním rozsahům -50℃ to +100℃, ensuring zero-leakage sealing performance.
2. Fine pre-zacházení Hodnocení dodavatelů a kontrola skladu: Zaveďte globální systém hodnocení dodavatelů a spolupracujte pouze s vysokou-kvalitní dodavatelé, kteří splňují certifikaci ISO9001. After each batch of raw materials arrives, multiple means such as spectroscopy analysis, hardness testing, and metallographic inspection are used to ensure that the material composition and performance meet international standards.
3. Aging treatment and flaw detection: For cast iron and steel blanks, aging treatment is carried out before processing to eliminate internal stress and prevent subsequent processing deformation. At the same time, ultrasonic flaw detection and magnetic particle flaw detection technologies are used to accurately detect internal defects in the material and prevent substandard raw materials from flowing into the production line.

Precise processing technology: Micrometer-level precision control
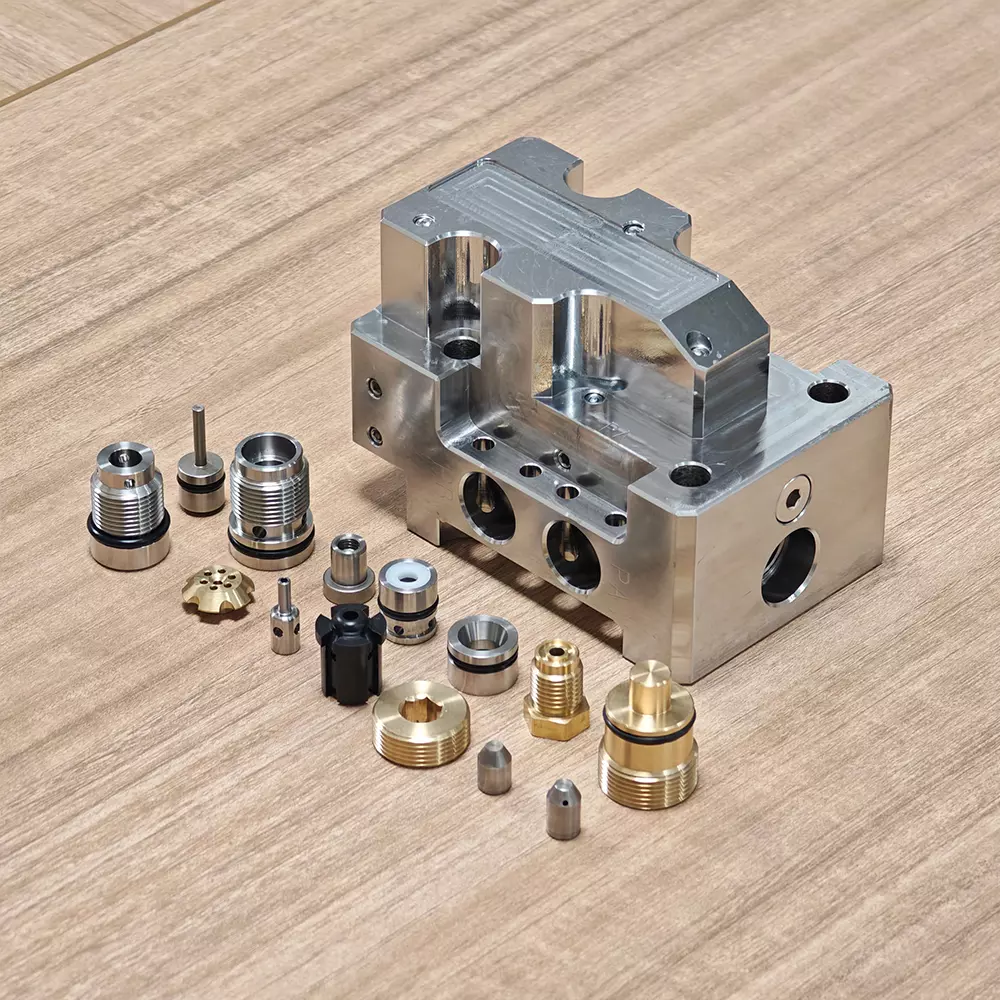
1. Zpracování tělesa ventilu: Vysoká tuhost a záruka těsnicího výkonu Vezměte elektro-hydraulic directional valve valve body as an example, we use a horizontal machining center for fully automated processing, and the process flow is as follows:
-Hrubé frézování a jemné vyvrtávání: Nahrubo vyfrézujte různé roviny těla ventilu, ponechte 0,2 - 0.4mm machining allowance; poté jemně vyvrtejte hlavní otvor, abyste zajistili, že tolerance průměru otvoru bude řízena v rámci úrovně IT7 a drsnost povrchu Ra ≤ 0,8μm.
-Groove processing: Use a five-axis machining center to complete the drilling and milling of the complex flow channels inside the valve body, strictly controlling the position and coaxiality error of the holes to ≤ 0,01 mm, čímž se sníží ztráta odporu proudění tekutiny.
-Broušení a leštění: Proveďte broušení hlavního otvoru, abyste dosáhli drsnosti povrchu Ra ≤ 0,2μm, což zajišťuje přesnost spojení jádra ventilu a těla ventilu a snižuje riziko vnitřního úniku.
2. Valve core and valve sleeve processing: High-přesné protilehlé díly vytvářejí jádro ventilu a pouzdro ventilu jako základní funkční součásti hydraulického řídicího ventilu. Přesnost zpracování přímo ovlivňuje rychlost odezvy a přesnost ovládání ventilu:
-Přesné soustružení: Použijte CNC soustruh k provádění vícenásobných operací-proces zapínání jádra ventilu s tolerancí vnějšího průměru řízenou v rozmezí 0,002 mm a válcovou chybou ≤ 0.001mm.
-Grinding and polishing: Achieve high-přesné broušení povrchu jádra ventilu pomocí externí válcové brusky s drsností povrchu Ra ≤ 0,1μm; klíčové protilehlé povrchy využívají technologii ručního leštění, aby se dále zlepšila hladkost povrchu a přesnost spojování.
-Valve sleeve processing: The inner hole of the valve sleeve is processed using deep hole drilling and honing techniques to ensure uniform and stable mating clearance between the inner hole and the valve core, with the clearance tolerance controlled within 0.005mm.
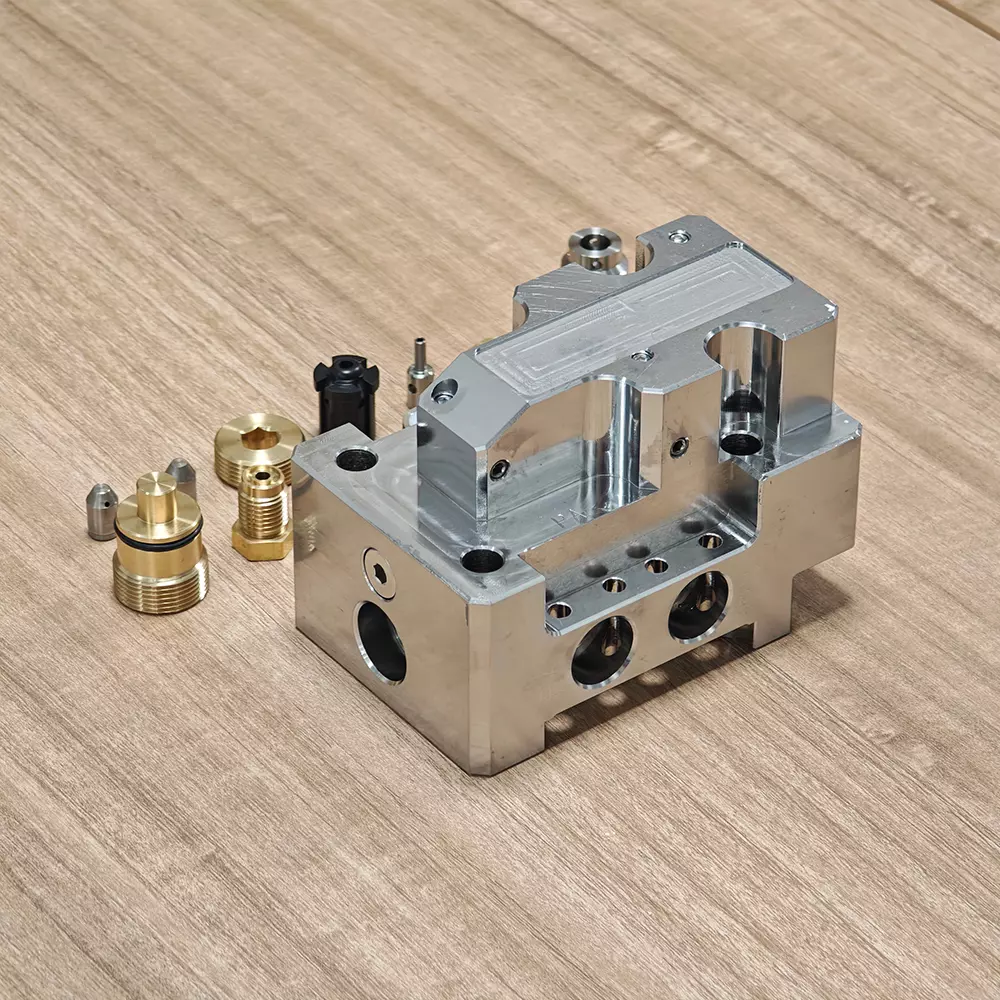
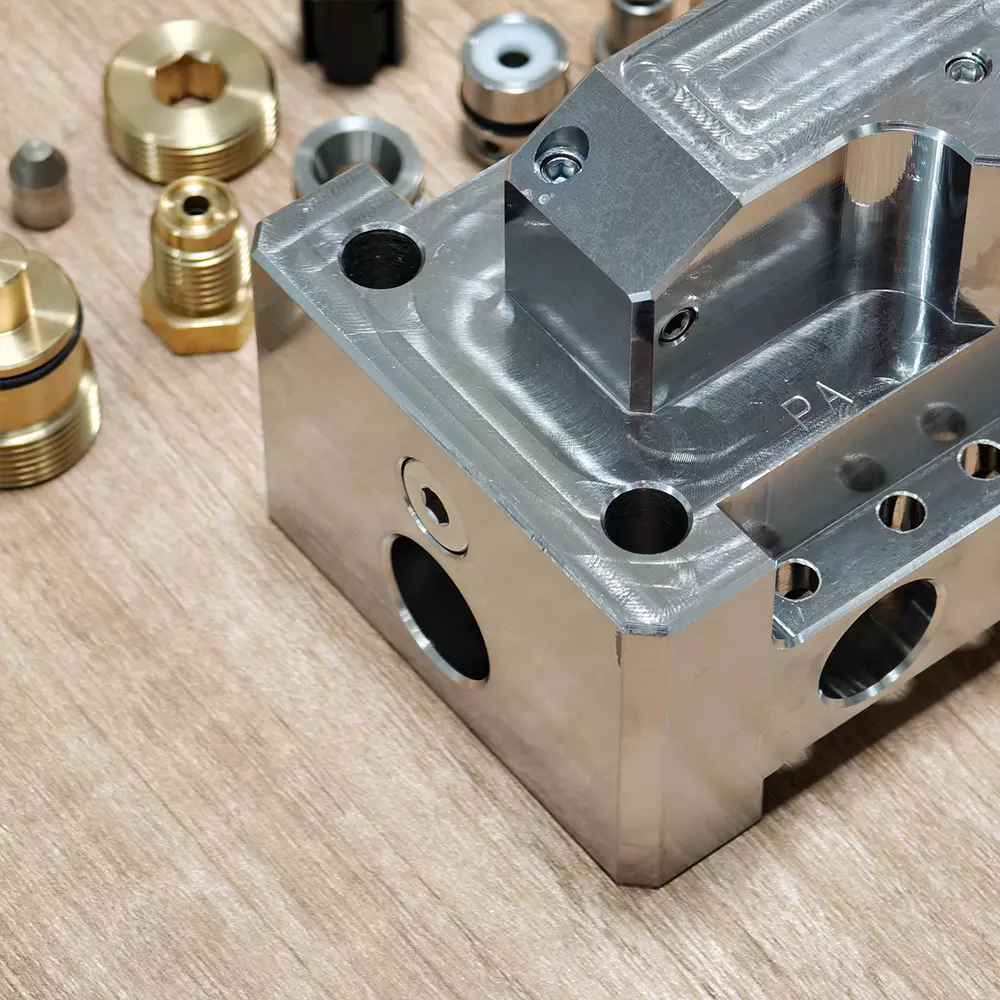
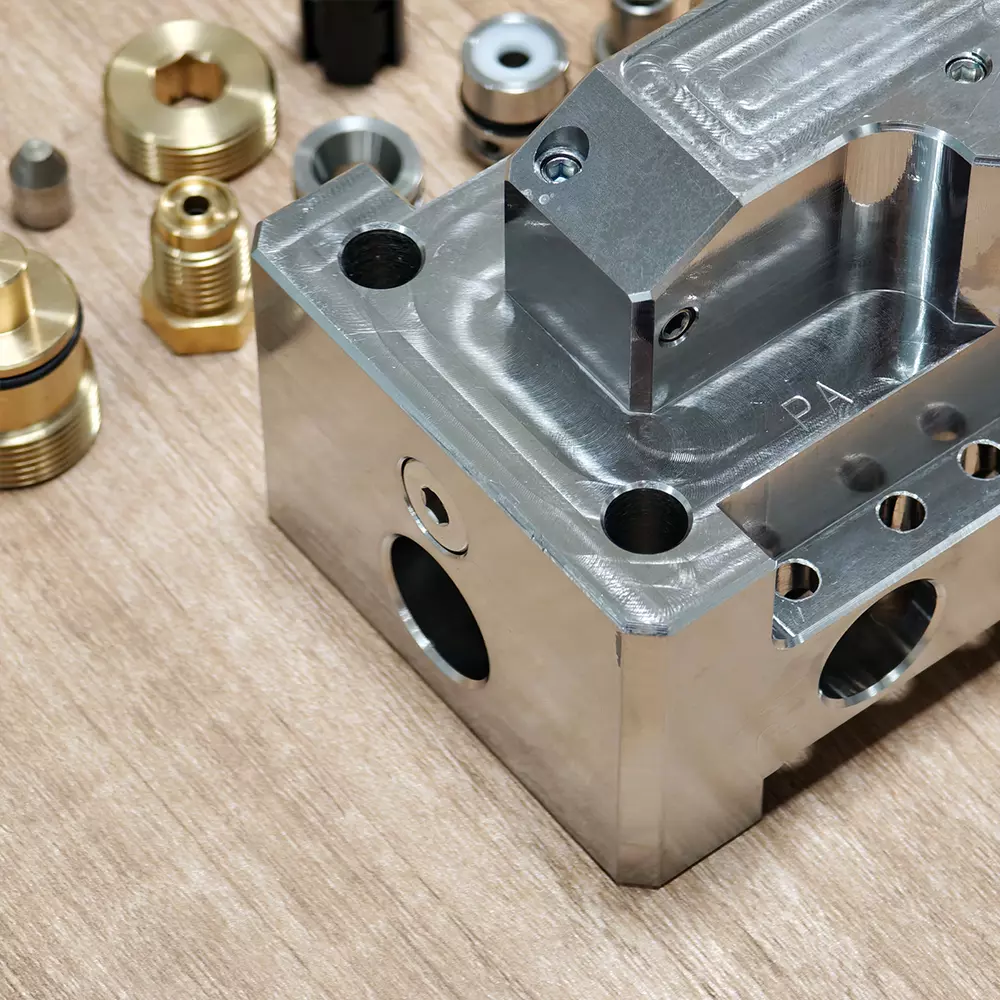
3. Zpracování ventilového bloku: Modulární integrační jádro
Pro modulární skupiny hydraulických regulačních ventilů přijímáme standardizované techniky zpracování ventilových bloků:
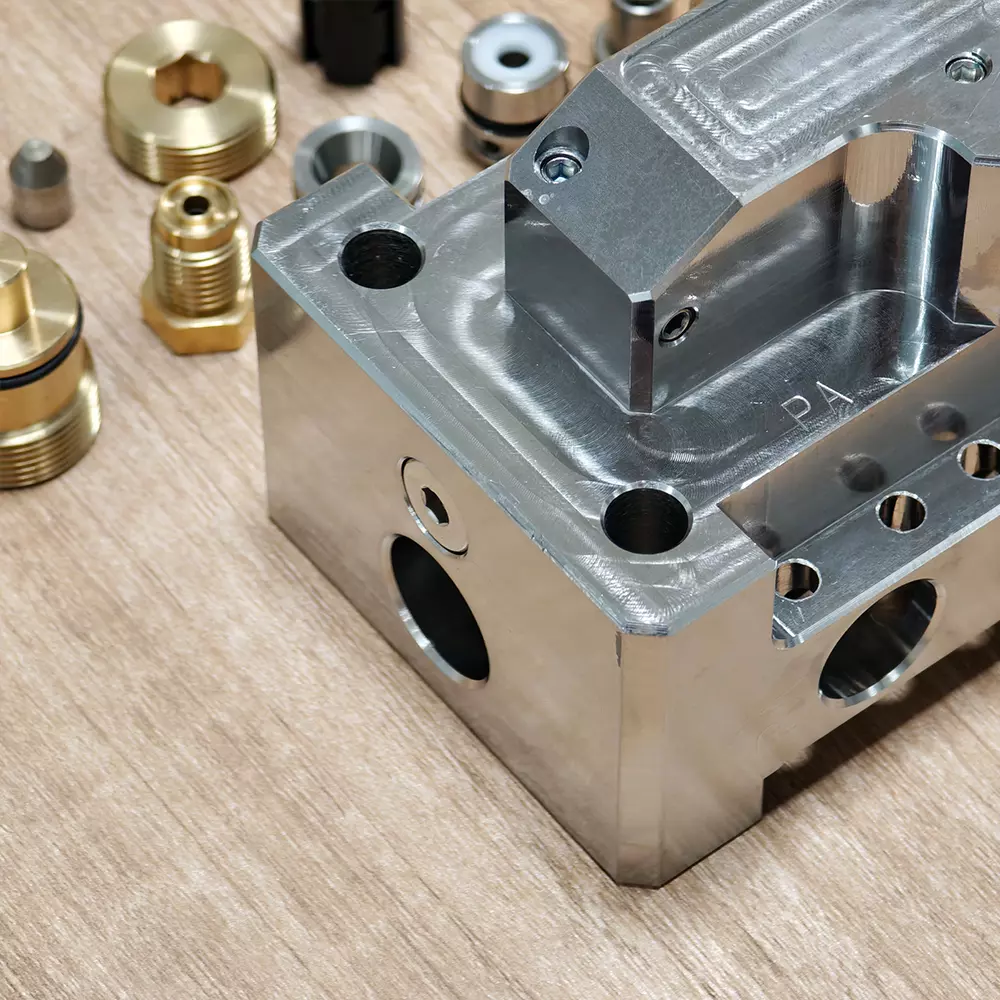
-Six-sided fine grinding: Through a CNC grinding machine, perform fine grinding on the six surfaces of the valve block to ensure the parallelism of adjacent surfaces ≤ 0,03 mm a kolmost sousedních ploch ≤ 0.05mm.
-Zpracování drážek: Pomocí CNC vrtacího a závitořezného centra dokončete opracování závitových otvorů, zátky-ve ventilových otvorech atd.na ventilovém bloku. Přesnost závitu dosahuje stupně 6H a chyba polohy otvorů je ≤ 0,02 mm.
-Odjehlování a čištění: Použijte kombinaci vysokého-tlakovým vodním paprskem a ultrazvukovým čištěním pro důkladné odstranění otřepů anečistot z průtokových kanálů uvnitř ventilového bloku, čímž je zajištěna čistota hydraulického systému splňujícínormu NAS 8.


Povrchová úprava a ochrana: Prodlužuje životnost produktu
Pro zvýšení odolnosti hydraulického regulačního ventilu proti korozi a opotřebení používámeněkolik procesů povrchové úpravy:
-Těleso ventilu: Provádí se fosfátování a elektrostatickýnástřik s dosahováním tloušťky povrchové vrstvy ≥ 60 μm To může odolat kyselině-základní prostředí a ultrafialové záření.
-Jádro ventilu a pouzdro ventilu: Je aplikováno galvanické pokovovánínebonitridace tvrdým chromováním, přičemž povrchová tvrdost dosahuje HV800nebo vyšší, čímž se zvyšuje odolnost proti opotřebení o 3 - 5krát.
-Ventilový blok: Vnitřní průtokové kanály procházejí kyselým mytím a fosfátováním, zatímco vnější povrch je ošetřen galvanizacíneboniklováním, aby se účinně zabránilo rzi a korozi.
Montáž a testování: Dvojí zajištění výkonu a spolehlivosti
1. Montáž v čisté dílně: Montáž se provádí v čistém prostoru s úrovní čistoty 10 000. Profesionální technici používají speciální přípravky pro montáž hydraulického ovládacího ventilu:
-Čištění součástí: Všechny součásti sestavy jsou třikrát vyčištěny v ultrazvukovém čisticím stroji, abyna povrchunebyly žádnénečistoty.
-Přesná montáž: Montáž probíhá v souladu s mezinárodnínormou ISO 4401. Vůle mezi jádrem ventilu a tělem ventilu je 100% zkontrolováno pomocí měřidla zástrčky, aby se zajistilo, že přesnost montáže odpovídá konstrukčním požadavkům.
-Detekce těsnění: Těsnicí povrch těla ventilu je testován pomocí héliového hmotnostního spektrometrického detektorunetěsností, přičemž míra úniku je regulována pod 1×10^-7 Pa·m³/s.
2. Testování plného výkonu: Poté, co je každý hydraulický regulační ventil sestaven, prochází přísným testem výkonu:
-Tlaková zkouška: Pod 1,5násobkem jmenovitého tlaku se provádí zkouška udržení tlaku po dobu 30 minut bez únikunebo deformace.


Související produkty
Související blog

Vítejte Mr.nurullah z Turecka knávštěvěnaší továrny
Dávka vysoké-do výroby byla uvedena koncová zařízení CNC