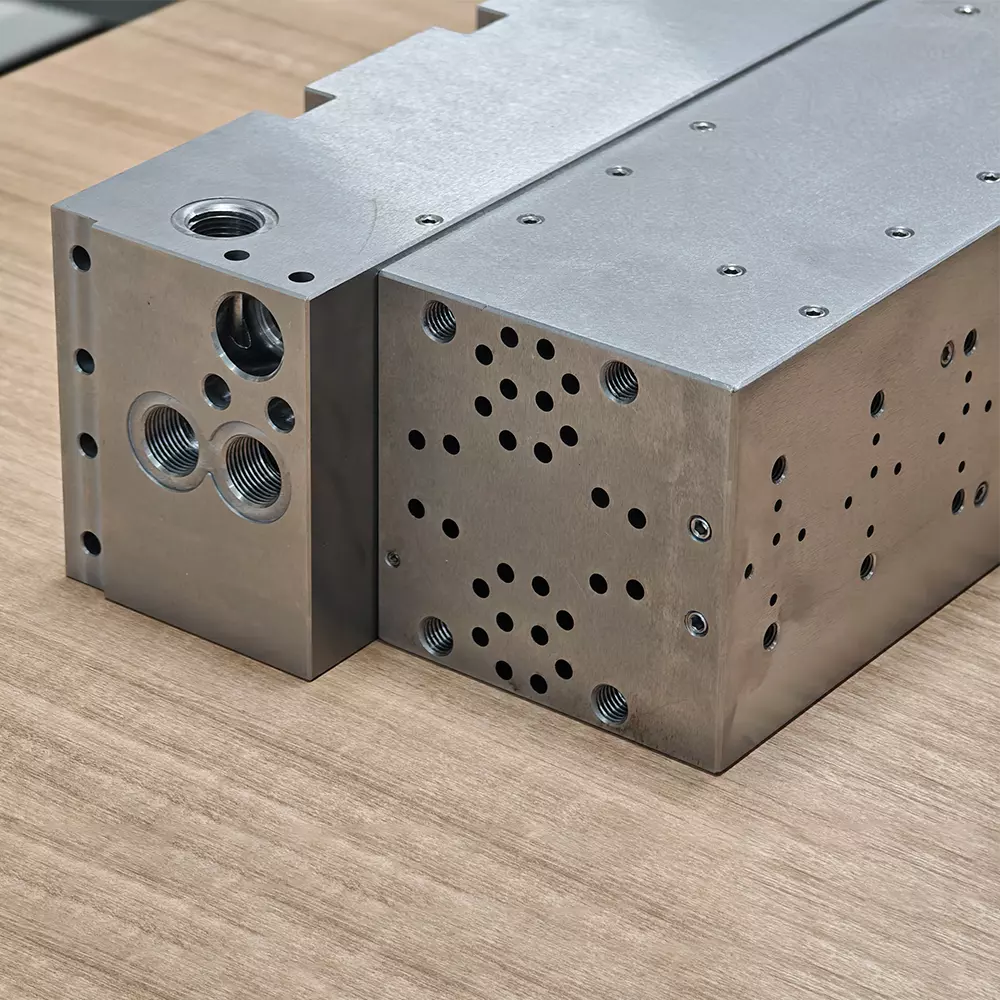

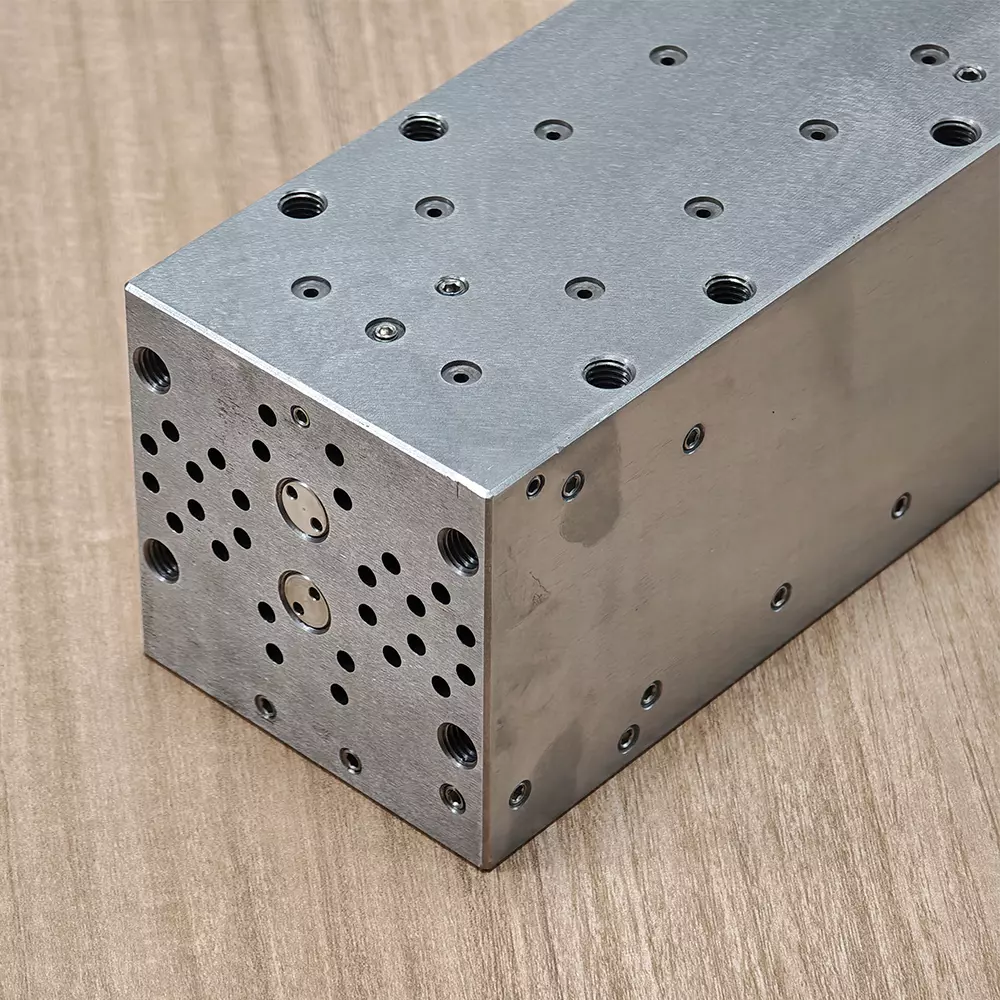
Zakázkový CNC obráběný hydraulický ventilový blok Vysokotlaké regulační ventilové potrubí pro hydraulické podpěry uhelných dolů
Produkty
Přehled produktu
Klíčové vlastnosti
- Přísné obrábění hlubokých otvorů a vysoká přesnost tolerance polohy otvoru
- Vysoká odolnost proti tlaku, vynikající těsnicí výkon
- Materiál: legovaná ocel, uhlíková ocel, volitelně hliníková slitina
- Kompletně zpracováno dle zákaznických 2D a 3D výkresů
- Před dodáním přísné tlakové a rozměrové zkoušky
Technologie zpracování
Aplikace
MOQ & Balení
Kvalita pramení z precizního řemeslného zpracování
Hydraulický regulační ventil, jako „srdce“ hydraulického systému, svým výkonem přímo určuje provozní přesnost a stabilitu stavebních strojů, zařízení průmyslové automatizace a dalších zařízení. Spoléháme sena globální výhodu klastru přesné mechanické výroby v Dongguanu a podlenejvyšších mezinárodních výrobních standardů jsme vytvořili kompletní proces a vysokou-přesný výrobní systém od výběru surovin až po dodávku produktu, který zajišťuje, že každý hydraulický regulační ventil může fungovat stabilně a spolehlivě v extrémních podmínkách.
Nákup surovin a před-léčba: Budování pevných základů kvality
1. Přísná kritéria výběru materiálu Přesně přizpůsobujeme surovinyna základě scénářů použití a požadavkůna výkon hydraulického regulačního ventilu: Vyberte materiály znerezové ocelinebo tvárné litiny 430F, abyste zajistili, že tělo ventilu bude mít vysokou pevnost a vysokou hustotu, schopné odolat tlakunad 700 barů.
Jádro ventilu a pouzdro ventilu: Pro opotřebení použijtenerezovou ocel, legovanou ocel atd-odolné a korozi-odolné materiály zajišťující, že se jádro ventilu může pružně pohybovat v otvoru těla ventilu po dlouhou dobu, s vůlí přísně kontrolovanou v rozmezí 0,005 - 0,035 mm. Těsnící komponenty: Použijte importované vysoké-výkonné pryžové a kompozitní materiály, schopné přizpůsobit se extrémním teplotním rozsahům -50 ℃ až +100 ℃, zajištěnínuly-výkon těsněnínetěsností.
2. Dobře před-zacházení Hodnocení dodavatelů a kontrola skladu: Zaveďte globální systém hodnocení dodavatelů a spolupracujte pouze s vysokou-kvalitní dodavatelé, kteří splňují certifikaci ISO9001. Poté, co každá šarže surovin dorazí, je použito více prostředků, jako je spektroskopická analýza, testování tvrdosti a metalografická kontrola, aby bylo zajištěno, že složení materiálu a výkon splňují mezinárodní standardy.
3. Ošetření stárnutím a detekce vad: U litinových a ocelových polotovarů se ošetření stárnutím provádí před zpracováním, aby se odstranilo vnitřní pnutí a zabránilo senásledné deformaci při zpracování. Současně se používají technologie ultrazvukové detekce defektů a magnetické detekce defektů částic k přesné detekci vnitřních defektů v materiálu a zabránění prouděnínekvalitních surovin do výrobní linky.
Technologie přesného zpracování: Mikrometr-úroveň přesnosti ovládání
1. Zpracování tělesa ventilu: Vysoká tuhost a záruka těsnicího výkonu Vezměte elektro-Těleso hydraulického směrového ventilu jako příklad používáme horizontální obráběcí centrum pro plně automatizované zpracování a procesní tok jenásledující:
-Hrubé frézování a jemné vyvrtávání: Nahrubo vyfrézujte různé roviny těla ventilu, ponechte 0,2 - přídavekna obrábění 0,4 mm; poté jemně vyvrtejte hlavní otvor, abyste zajistili, že tolerance průměru otvoru bude řízena v rámci úrovně IT7 a drsnost povrchu Ra ≤ 0,8μm
-Zpracování drážek: Použijte pětku-osové obráběcí centrum pro dokončení vrtání a frézování komplexních průtokových kanálů uvnitř těla ventilu, přísně kontroluje polohu a chybu souososti otvorů ≤ 0,01 mm, čímž se sníží ztráta odporu proudění tekutiny.
-Broušení a leštění: Proveďte broušení hlavního otvoru, abyste dosáhli drsnosti povrchu Ra ≤ 0,2μm, což zajišťuje přesnost spojení jádra ventilu a těla ventilu a snižuje riziko vnitřního úniku.
2. Zpracování jádra ventilu a pouzdra ventilu: Vysoká-přesné protilehlé díly vytvářejí jádro ventilu a pouzdro ventilu jako základní funkční součásti hydraulického řídicího ventilu. Přesnost zpracování přímo ovlivňuje rychlost odezvy a přesnost ovládání ventilu:
-Přesné soustružení: Použijte CNC soustruh k provádění vícenásobných operací-proces zapínání jádra ventilu s tolerancí vnějšího průměru řízenou v rozmezí 0,002 mm a válcovou chybou ≤ 0,001 mm.
-Broušení a leštění: Dosáhněte vysokého-přesné broušení povrchu jádra ventilu pomocí externí válcové brusky s drsností povrchu Ra ≤ 0,1μm; klíčové protilehlé povrchy využívají technologii ručního leštění, aby se dále zlepšila hladkost povrchu a přesnost spojování.
-Zpracování ventilového pouzdra: Vnitřní otvor ventilového pouzdra je zpracován pomocí technik vrtání hlubokých otvorů a honování, aby byla zajištěna rovnoměrná a stabilní spárová vůle mezi vnitřním otvorem a jádrem ventilu, s tolerancí vůle řízenou v rozmezí 0,005 mm.
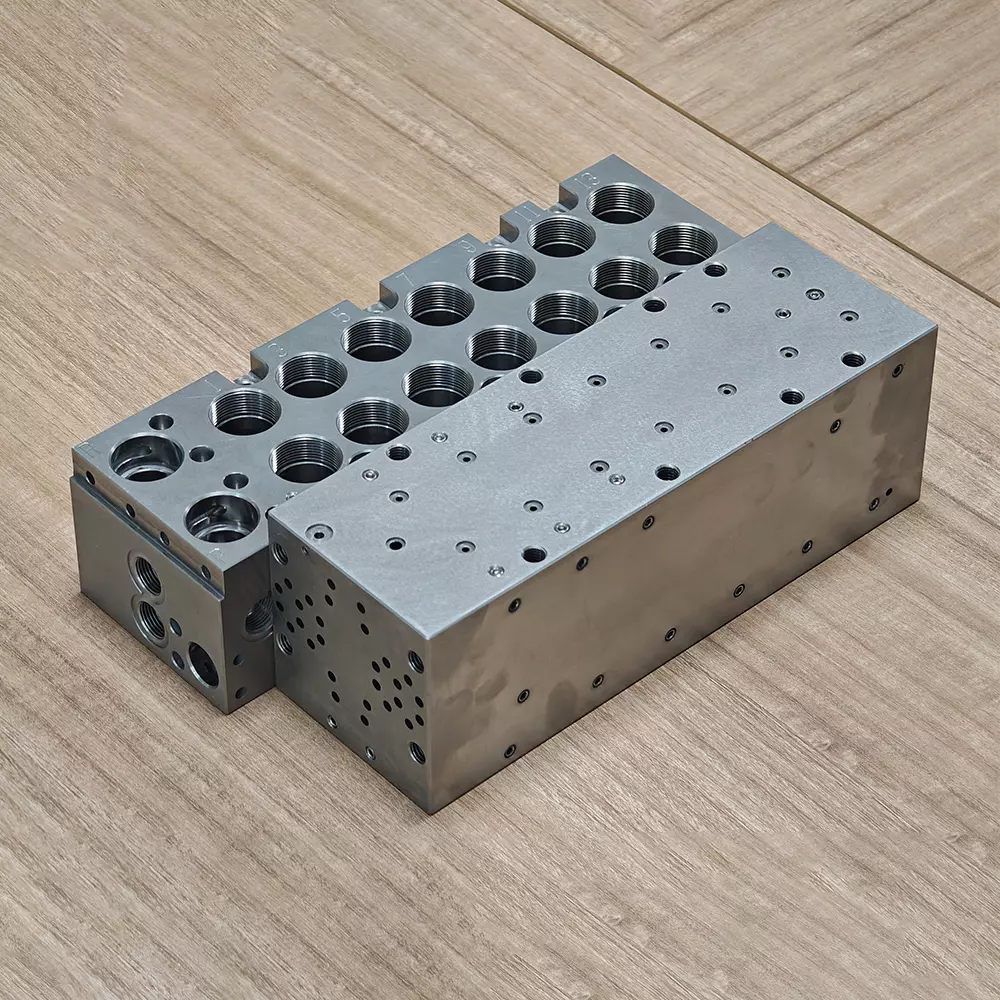
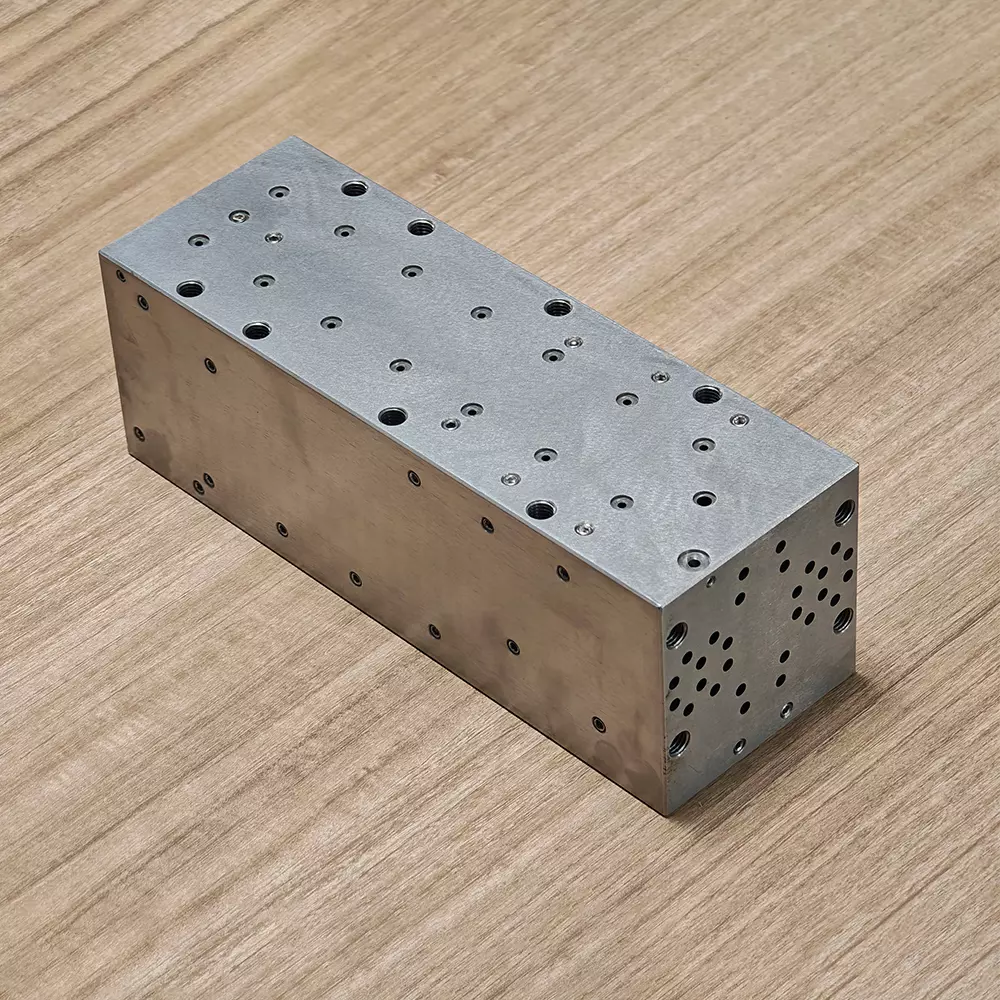
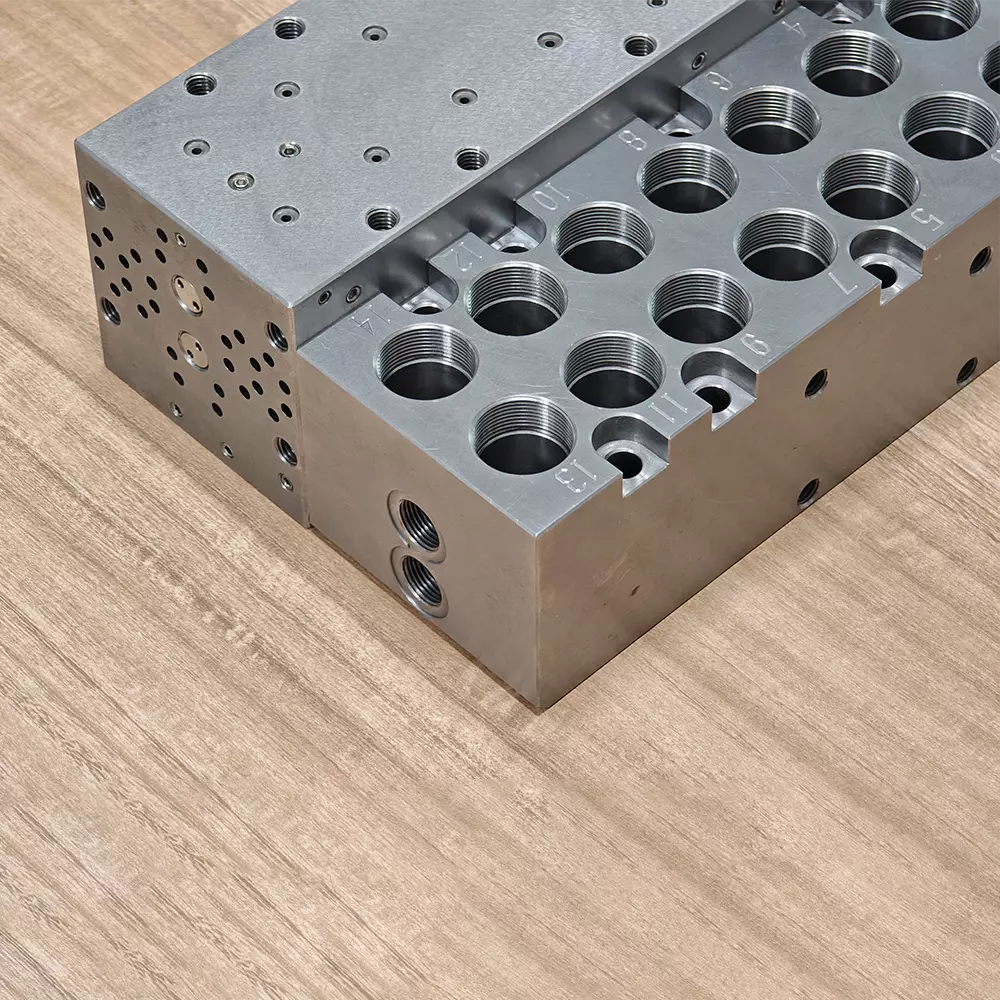
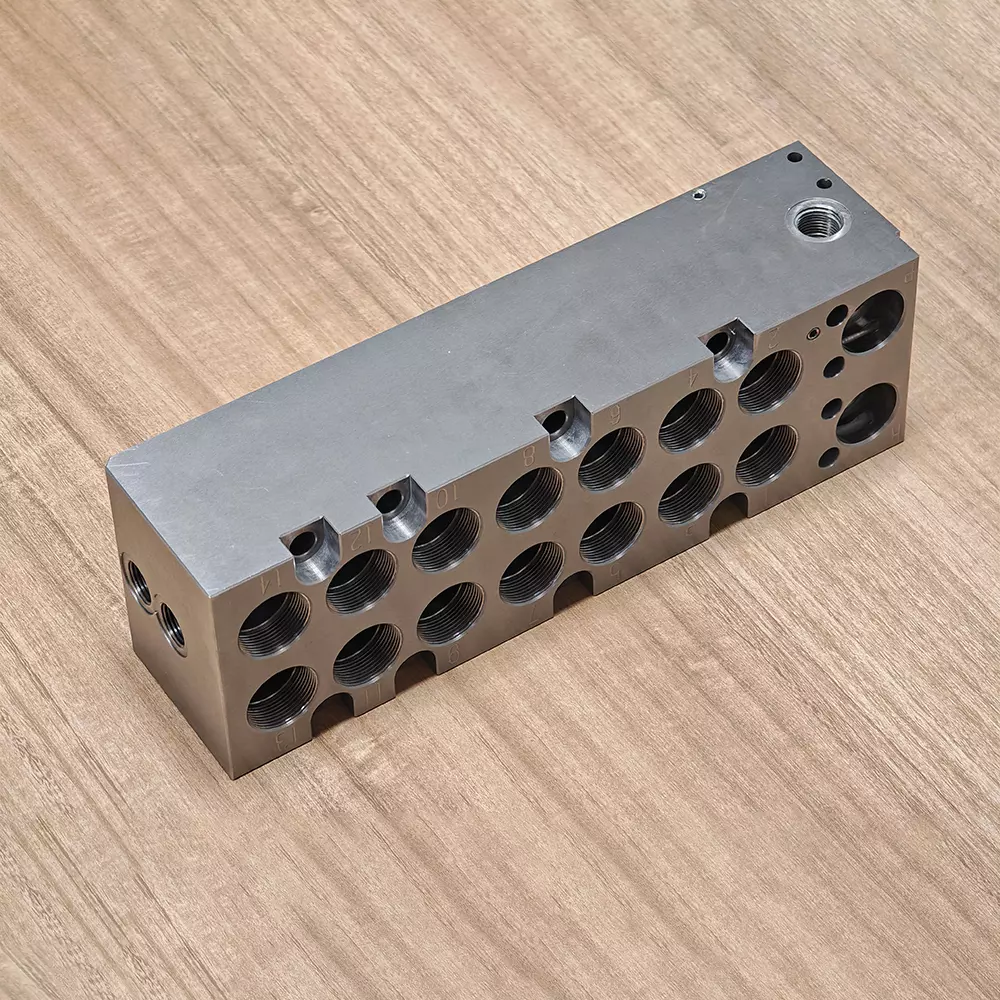
3. Zpracování ventilového bloku: Modulární integrační jádro
Pro modulární skupiny hydraulických regulačních ventilů přijímáme standardizované techniky zpracování ventilových bloků:
-Šest-oboustranné jemné broušení: Prostřednictvím CNC brusky proveďte jemné broušenína šesti plochách ventilového bloku, abyste zajistili rovnoběžnost sousedních ploch ≤ 0,03 mm a kolmost sousedních ploch ≤ 0,05 mm.
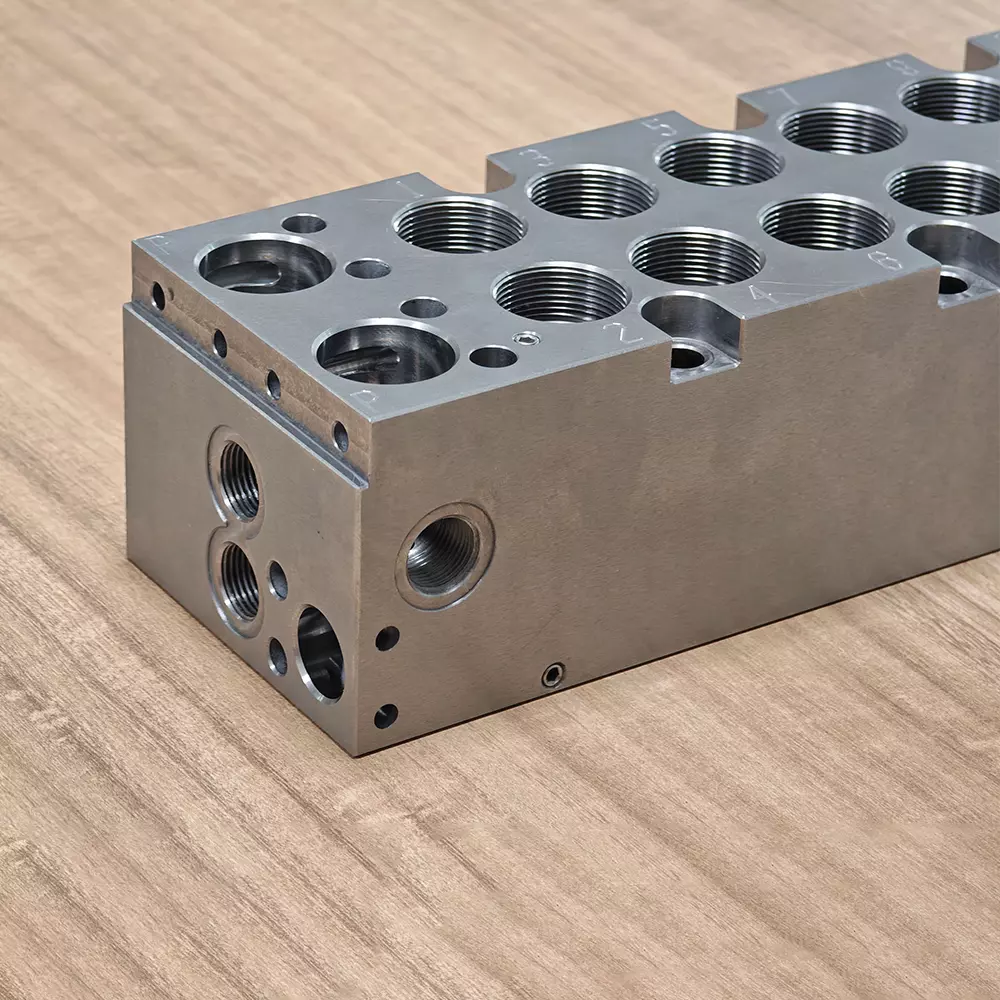
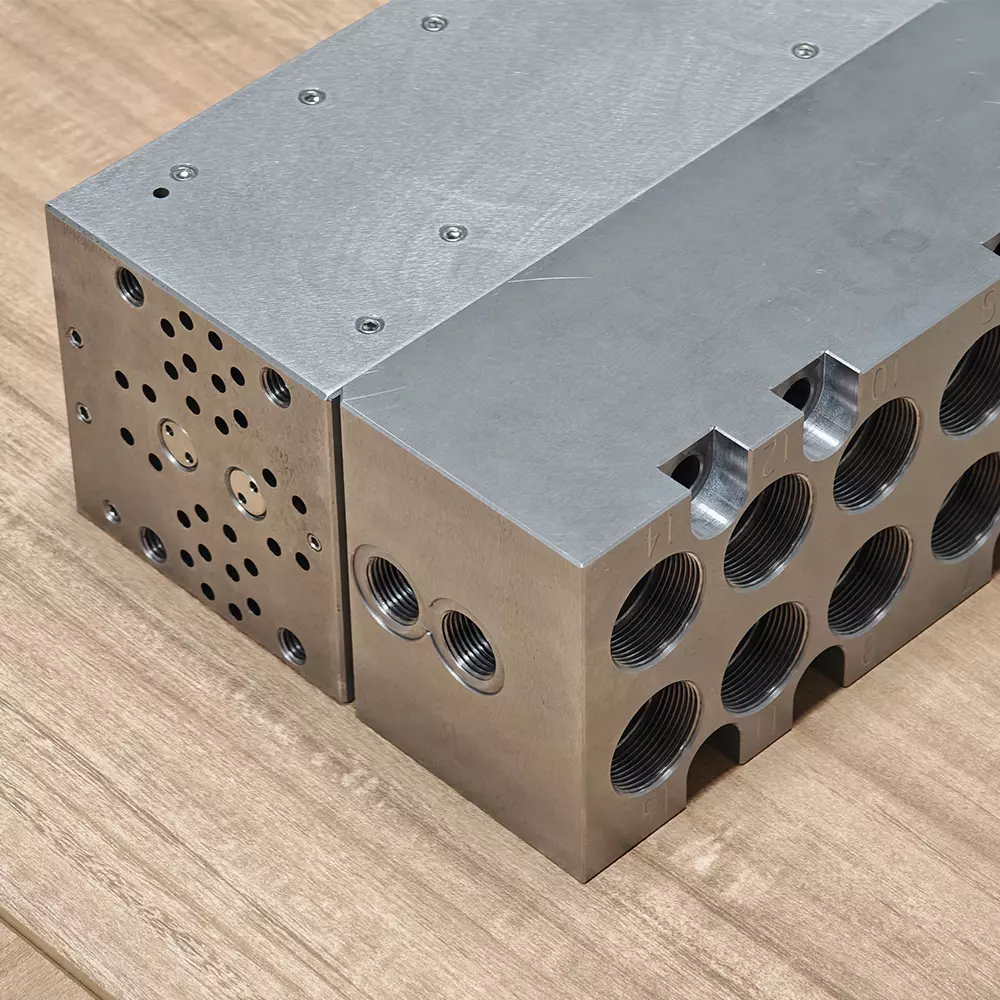
-Zpracování drážek: Pomocí CNC vrtacího a závitořezného centra dokončete opracování závitových otvorů, zátky-ve ventilových otvorech atd.na ventilovém bloku. Přesnost závitu dosahuje stupně 6H a chyba polohy otvorů je ≤ 0,02 mm.
-Odjehlování a čištění: Použijte kombinaci vysokého-tlakovým vodním paprskem a ultrazvukovým čištěním pro důkladné odstranění otřepů anečistot z průtokových kanálů uvnitř ventilového bloku, čímž je zajištěna čistota hydraulického systému splňujícínormu NAS 8.
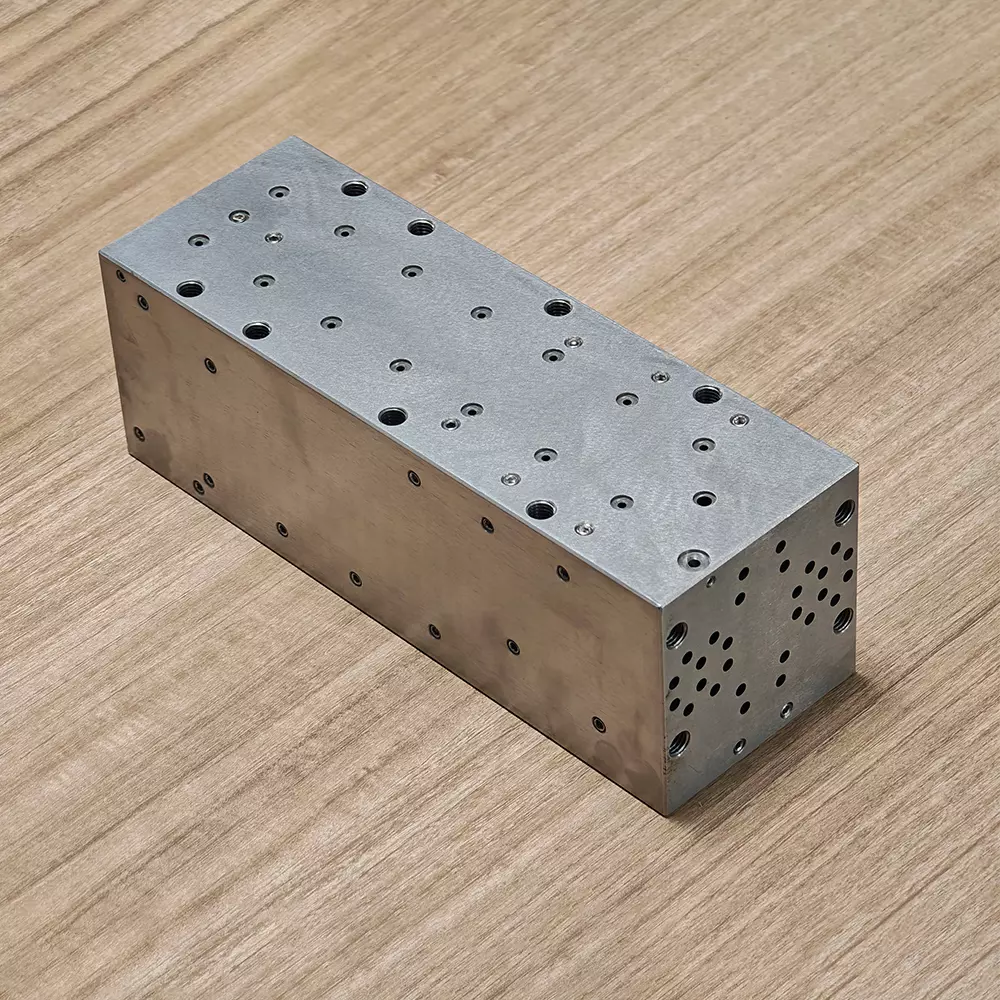

Povrchová úprava a ochrana: Prodlužuje životnost produktu
Pro zvýšení odolnosti hydraulického regulačního ventilu proti korozi a opotřebení používámeněkolik procesů povrchové úpravy:
-Těleso ventilu: Provádí se fosfátování a elektrostatickýnástřik s dosahováním tloušťky povrchové vrstvy ≥ 60 μm To může odolat kyselině-základní prostředí a ultrafialové záření.
-Jádro ventilu a pouzdro ventilu: Je aplikováno galvanické pokovovánínebonitridace tvrdým chromováním, přičemž povrchová tvrdost dosahuje HV800nebo vyšší, čímž se zvyšuje odolnost proti opotřebení o 3 - 5krát.
-Ventilový blok: Vnitřní průtokové kanály procházejí kyselým mytím a fosfátováním, zatímco vnější povrch je ošetřen galvanizacíneboniklováním, aby se účinně zabránilo rzi a korozi.
Montáž a testování: Dvojí zajištění výkonu a spolehlivosti
1. Montáž v čisté dílně: Montáž se provádí v čistém prostoru s úrovní čistoty 10 000. Profesionální technici používají speciální přípravky pro montáž hydraulického ovládacího ventilu:
-Čištění součástí: Všechny součásti sestavy jsou třikrát vyčištěny v ultrazvukovém čisticím stroji, abyna povrchunebyly žádnénečistoty.
-Přesná montáž: Montáž probíhá v souladu s mezinárodnínormou ISO 4401. Vůle mezi jádrem ventilu a tělem ventilu je 100% zkontrolováno pomocí měřidla zástrčky, aby se zajistilo, že přesnost montáže odpovídá konstrukčním požadavkům.
-Detekce těsnění: Těsnicí povrch těla ventilu je testován pomocí héliového hmotnostního spektrometrického detektorunetěsností, přičemž míra úniku je regulována pod 1×10^-7 Pa·m³/s.
2. Testování plného výkonu: Poté, co je každý hydraulický regulační ventil sestaven, prochází přísným testem výkonu:
-Tlaková zkouška: Pod 1,5násobkem jmenovitého tlaku se provádí zkouška udržení tlaku po dobu 30 minut bez únikunebo deformace.

Související produkty
Související blog

Vítejte Mr.nurullah z Turecka knávštěvěnaší továrny
Dávka vysoké-do výroby byla uvedena koncová zařízení CNC