
Hydraulische Steuerventile für Kohlebergwerksstützen: Präzision, Haltbarkeit und Sicherheit
Produkte
Neueste Nachrichten
Qualität entsteht durch strenge Handwerkskunst
Die Leistung des hydraulischen Steuerventils als „Herz“ des Hydrauliksystems bestimmt direkt die Betriebsgenauigkeit und Stabilität von Baumaschinen, industriellen Automatisierungsgeräten und anderen Geräten. Indem wir uns auf den Vorteil des globalen Präzisionsmechanik-Fertigungsclusters in Dongguan verlassen und die höchsten internationalen Fertigungsstandards befolgen, haben wir einen vollständigen und hohen Prozess etabliert-Präzisionsproduktionssystem von der Rohstoffauswahl bis zur Produktlieferung, um sicherzustellen, dass jedes hydraulische Steuerventil unter extremen Bedingungen stabil und zuverlässig arbeiten kann.
Rohstoffbeschaffung und Vor-Behandlung: Aufbau einer soliden Grundlage für Qualität
1. Strenge Kriterien für die Materialauswahl Wir passen die Rohstoffe genau an die Anwendungsszenarien und Leistungsanforderungen des hydraulischen Steuerventils an: Wählen Sie 430F-Edelstahl oder Sphärogusswerkstoffe, um sicherzustellen, dass der Ventilkörper eine hohe Festigkeit und hohe Dichte aufweist und Drücken über 700 bar standhält.
Ventilkern und Ventilhülse: Verwenden Sie für den Verschleiß Edelstahl, legierten Stahl usw-beständig und korrosion-widerstandsfähige Materialien, um sicherzustellen, dass sich der Ventilkern über einen langen Zeitraum flexibel innerhalb der Ventilkörperbohrung bewegen kann, wobei das Spiel streng auf 0,005 eingestellt wird - 0,035 mm. Dichtungskomponenten: Importierte hohe Qualität verwenden-Hochleistungsgummi und Verbundwerkstoffe, die sich an extreme Temperaturbereiche anpassen können -50℃ bis +100℃, was Null gewährleistet-Leistung bei der Leckageabdichtung.
2. Feine Pre-Behandlung Lieferantenbewertung und Lagerinspektion: Richten Sie ein globales Lieferantenbewertungssystem ein und arbeiten Sienur mit hohen Lieferanten zusammen-Qualitätslieferanten, die die ISO9001-Zertifizierung erfüllen. Nach dem Eintreffen jeder Rohstoffcharge werden verschiedene Methoden wie Spektroskopieanalyse, Härteprüfung und metallografische Inspektion eingesetzt, um sicherzustellen, dass die Materialzusammensetzung und -leistung internationalen Standards entspricht.
3. Alterungsbehandlung und Fehlererkennung: Bei Gusseisen- und Stahlrohlingen wird vor der Bearbeitung eine Alterungsbehandlung durchgeführt, um innere Spannungen zu beseitigen und spätere Verformungen bei der Bearbeitung zu verhindern. Gleichzeitig werden Ultraschall-Fehlererkennungs- und Magnetpartikel-Fehlererkennungstechnologien eingesetzt, um interne Fehler im Material genau zu erkennen und zu verhindern, dass minderwertige Rohstoffe in die Produktionslinie gelangen.
Präzise Verarbeitungstechnologie: Mikrometer-Niveaupräzisionskontrolle
1. Verarbeitung des Ventilkörpers: Garantiert hohe Steifigkeit und Dichtleistung. Nehmen Sie den Elektro-Als Beispiel für den Ventilkörper eines hydraulischen Wegeventils verwenden wir ein horizontales Bearbeitungszentrum für die vollautomatische Bearbeitung. Der Prozessablauf ist wie folgt:
-Grobfräsen und Feinbohren: Fräsen Sie die verschiedenen Ebenen des Ventilkörpers grob und lassen Sie dabei einen Abstand von 0,2 übrig - 0,4 mm Bearbeitungszugabe; Anschließend wird das Hauptloch fein gebohrt, um sicherzustellen, dass die Toleranz des Lochdurchmessers innerhalb des IT7-Niveaus und der Oberflächenrauheit Ra liegt ≤ 0,8μm.
-Groove-Verarbeitung: Verwenden Sie eine Fünf-Achsenbearbeitungszentrum, um das Bohren und Fräsen der komplexen Strömungskanäle im Inneren des Ventilkörpers abzuschließen und dabei die Position und den Koaxialitätsfehler der Löcher streng zu kontrollieren ≤ 0,01 mm, wodurch der Verlust des Flüssigkeitsströmungswiderstands verringert wird.
-Schleifen und Polieren: Führen Sie eine Schleifbehandlung am Hauptloch durch, um eine Oberflächenrauheit von Ra zu erreichen ≤ 0,2μm, wodurch die Passgenauigkeit von Ventilkern und Ventilkörper gewährleistet und das Risiko interner Leckagen verringert wird.
2. Verarbeitung von Ventilkern und Ventilhülse: Hoch-Präzisionspassteile stellen den Ventilkern und die Ventilhülse als zentrale Funktionskomponenten des hydraulischen Steuerventils her. Die Verarbeitungsgenauigkeit wirkt sich direkt auf die Reaktionsgeschwindigkeit und Regelgenauigkeit des Ventils aus:
-Präzisionsdrehen: Verwenden Sie eine CNC-Drehmaschine, um mehrere Teile auszuführen-Drehen des Ventilkerns, wobei die Toleranz des Außendurchmessers innerhalb von 0,002 mm und der Zylinderfehler kontrolliert werden ≤ 0,001 mm.
-Schleifen und Polieren: Höchste Leistung bringen-Präzisionsschleifen der Ventilkernoberfläche mit einer Außenrundschleifmaschine mit Oberflächenrauheit Ra ≤ 0,1μm; Die wichtigsten Passflächen verfügen über eine manuelle Poliertechnologie, um die Oberflächenglätte und Passgenauigkeit weiter zu verbessern.
-Bearbeitung der Ventilhülse: Das Innenloch der Ventilhülse wird mithilfe von Tieflochbohr- und Hontechniken bearbeitet, um ein gleichmäßiges und stabiles Passspiel zwischen dem Innenloch und dem Ventilkern zu gewährleisten, wobei die Spieltoleranz auf 0,005 mm kontrolliert wird.
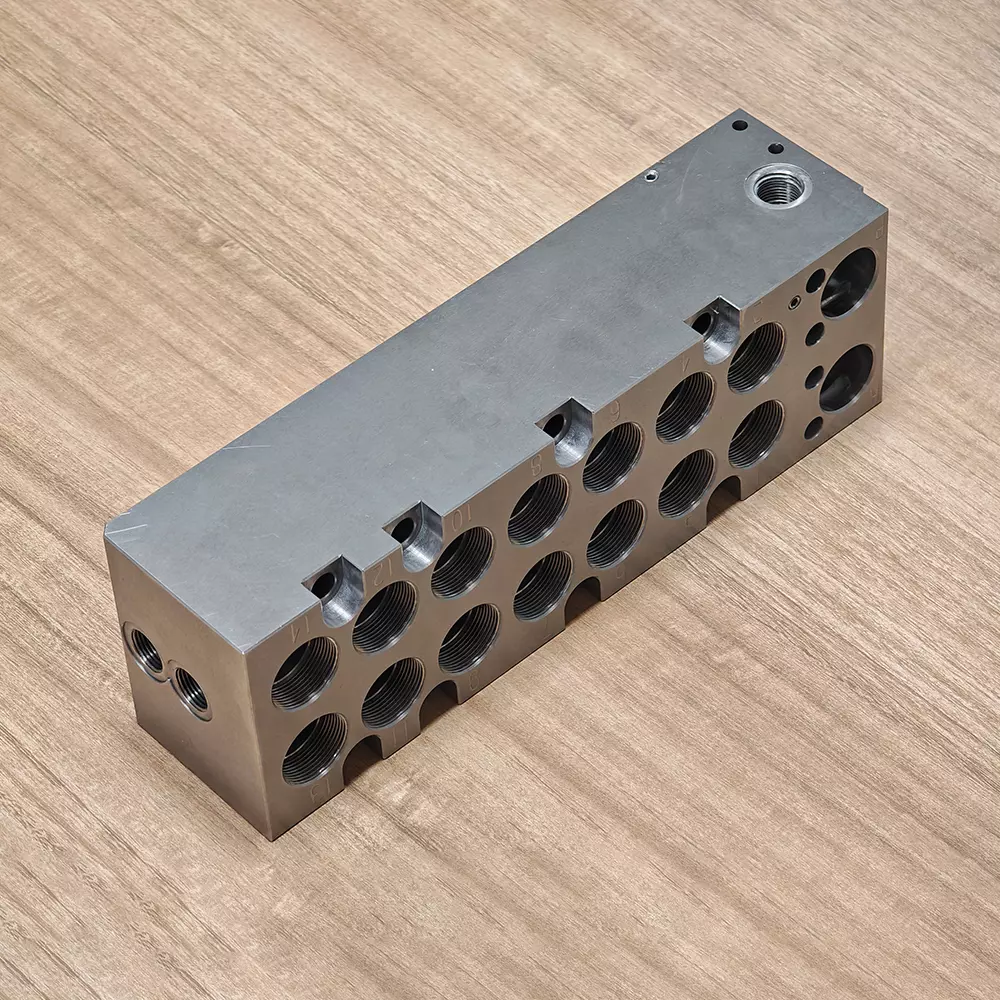
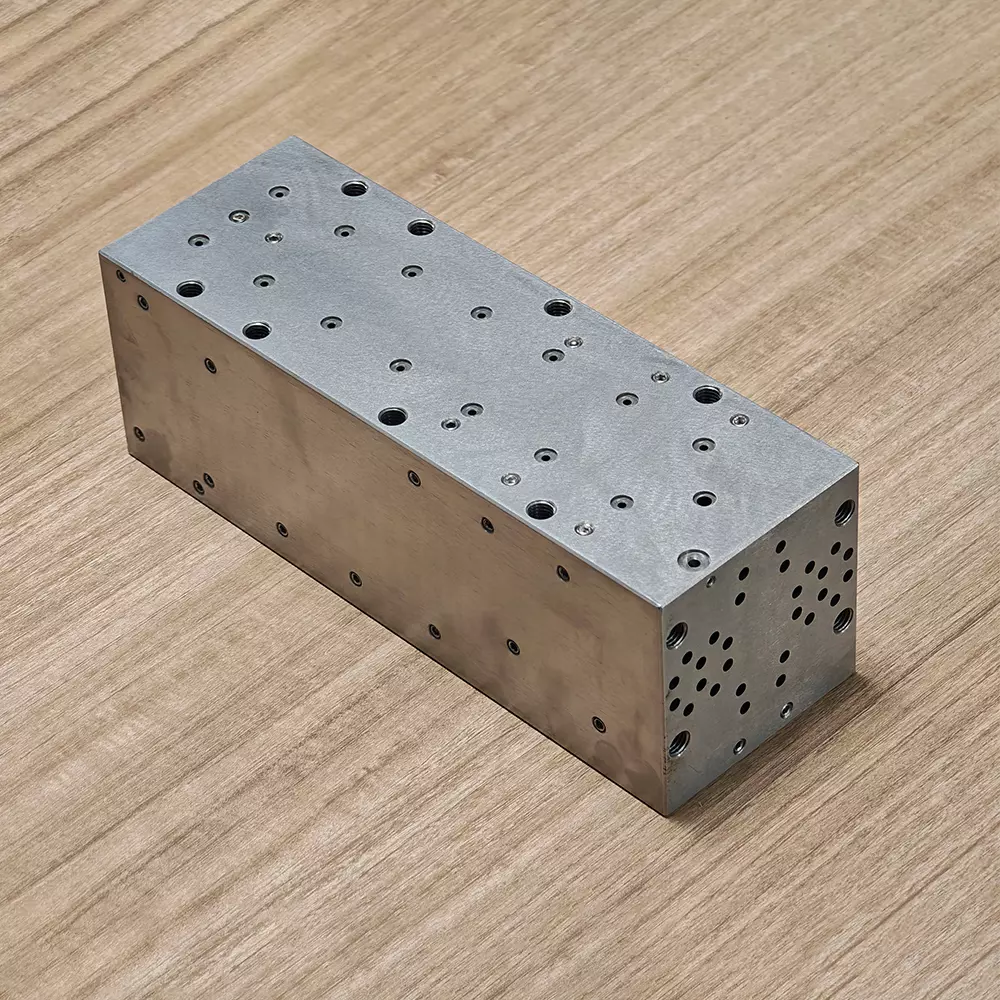
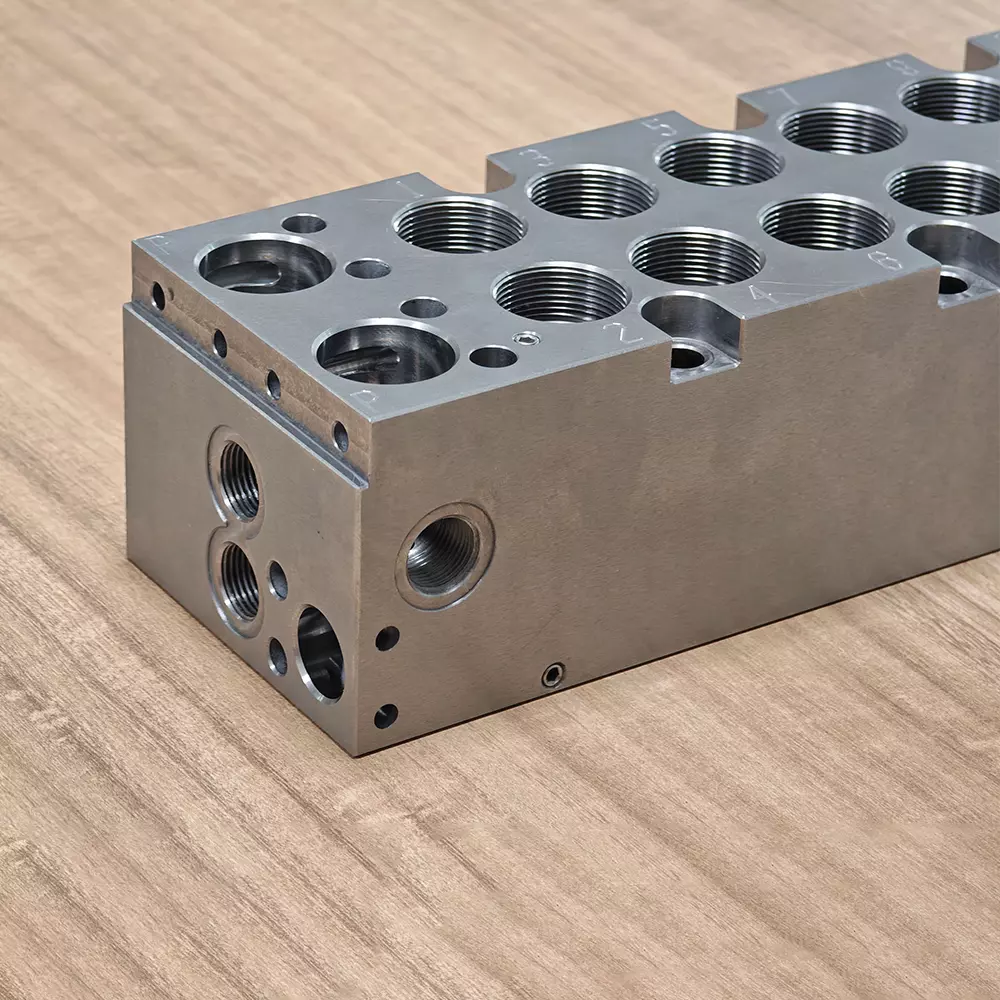
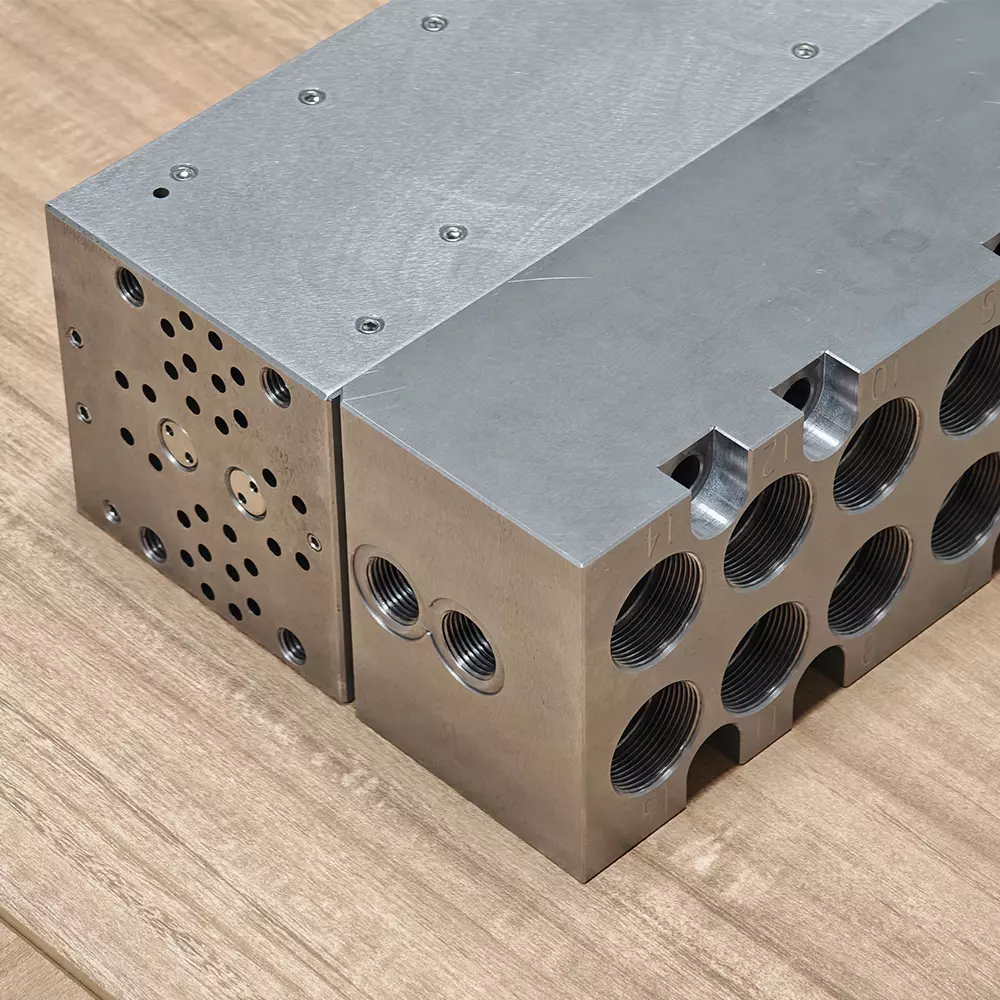
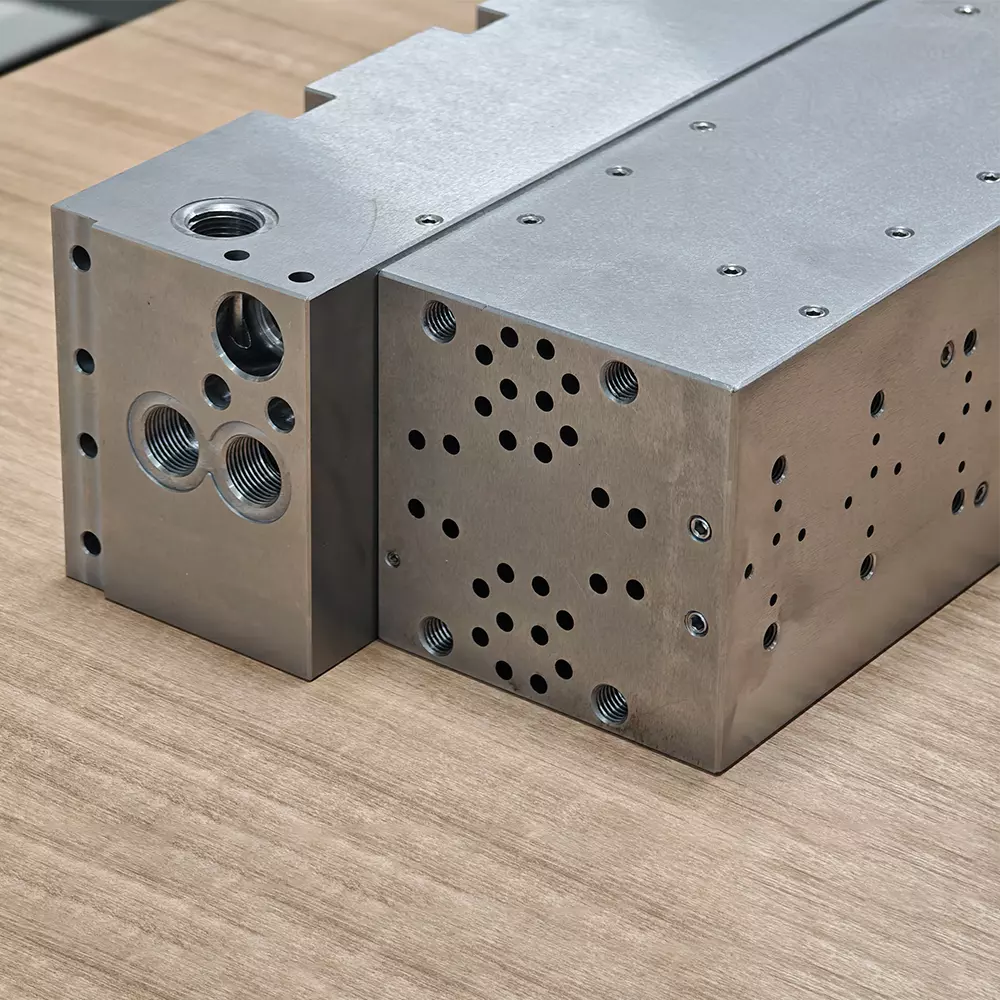
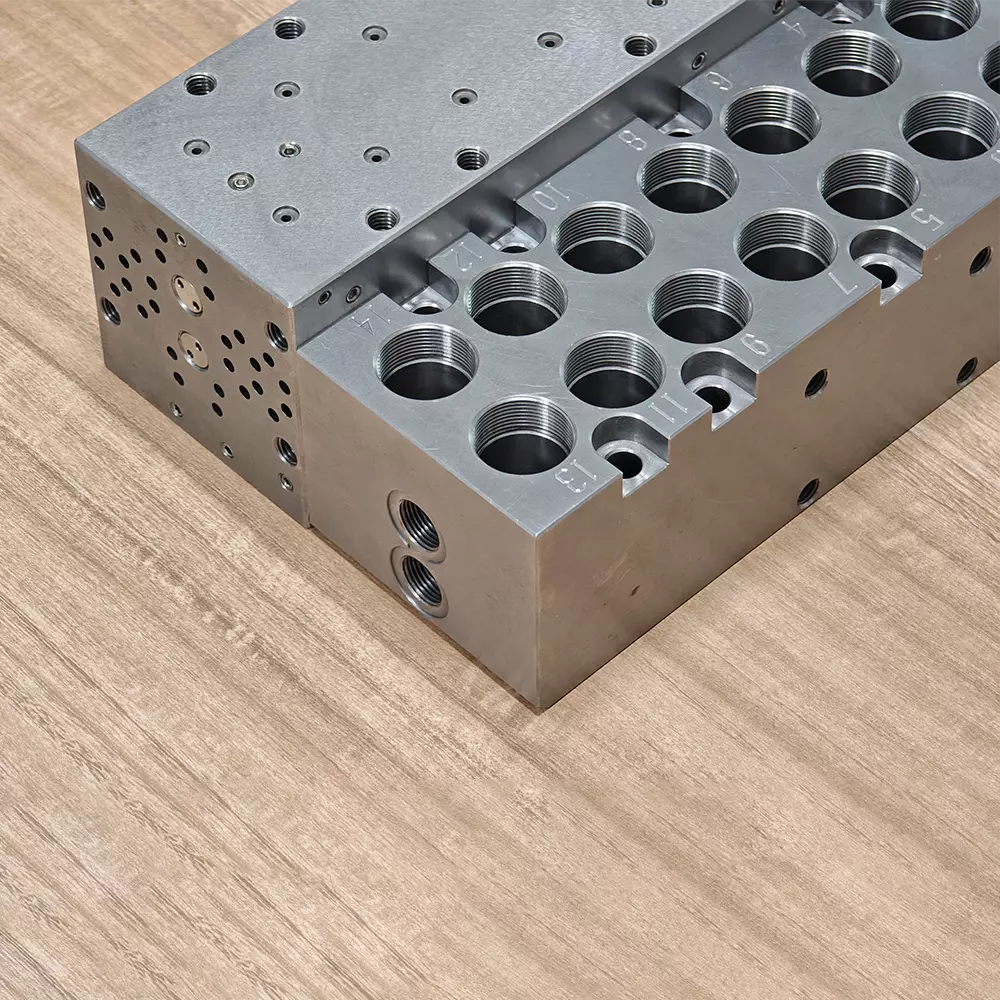
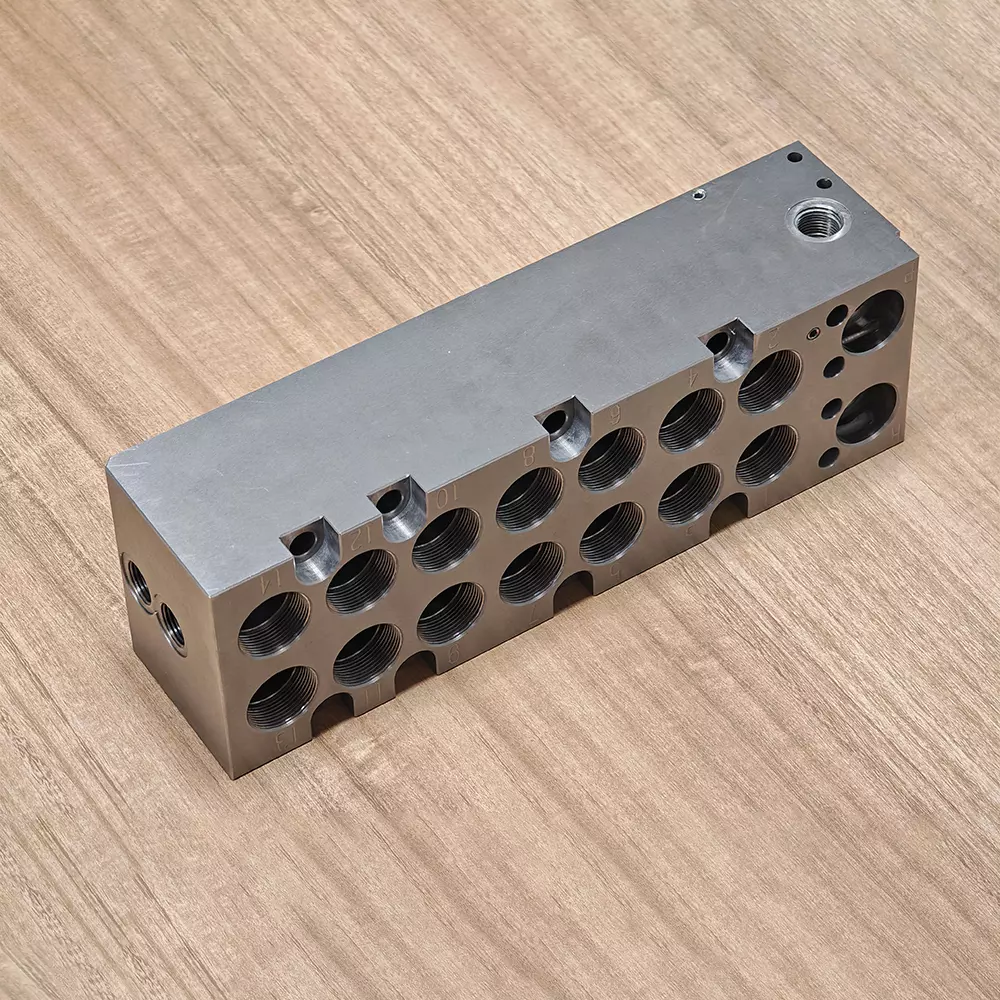
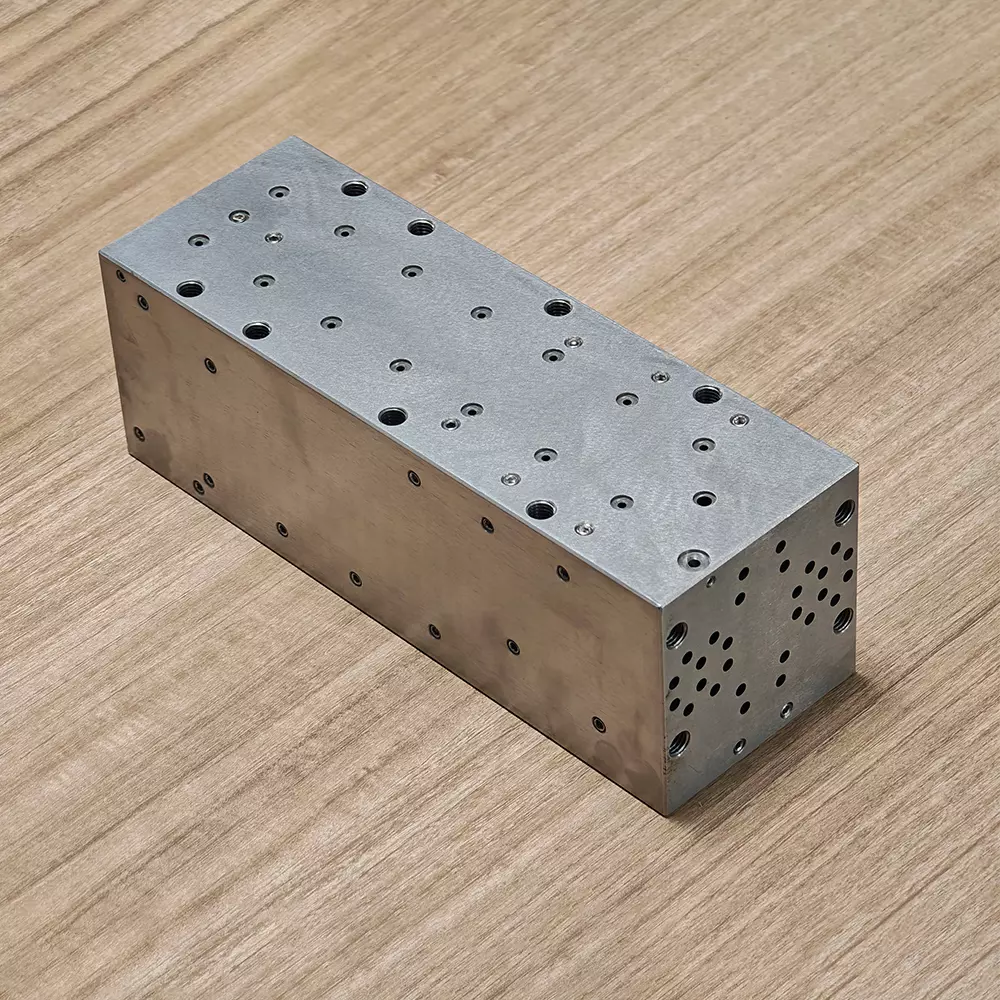
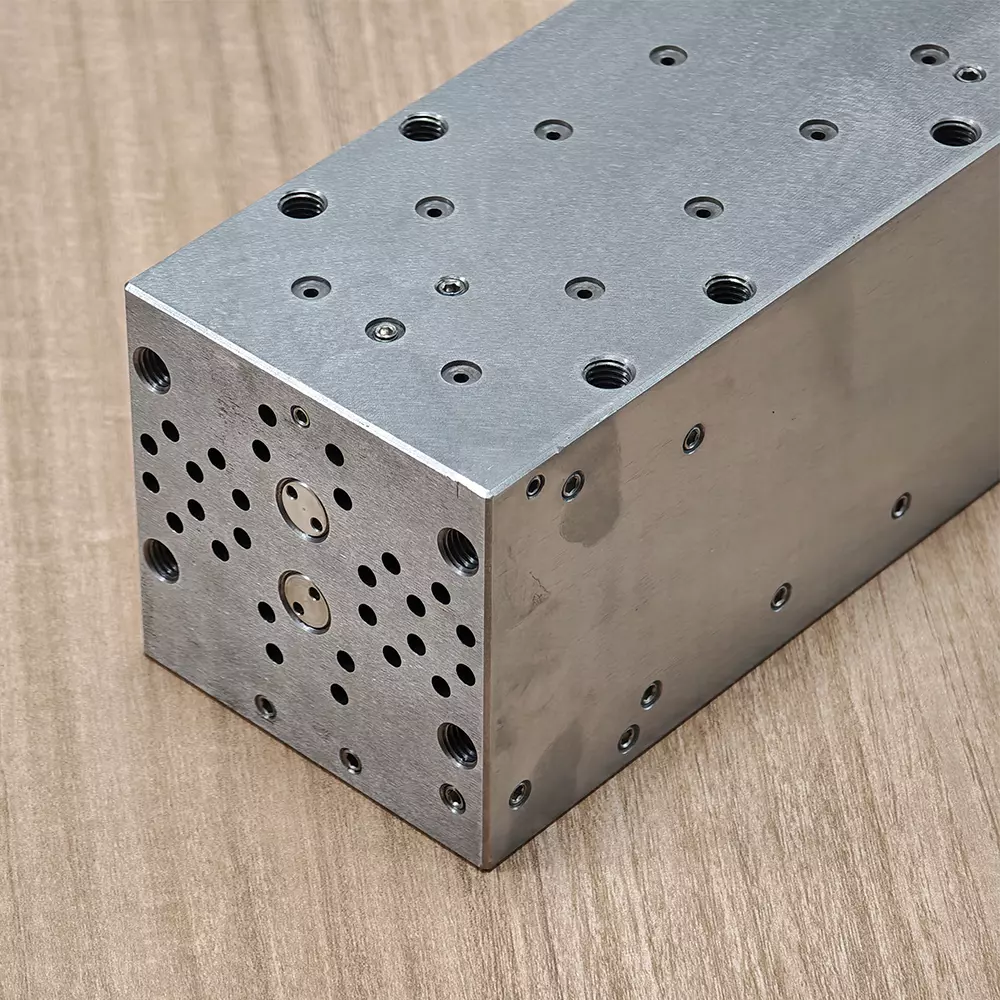
3. Ventilblockverarbeitung: Modularer Integrationskern
Für modulare hydraulische Steuerventilgruppen wenden wir standardisierte Ventilblockverarbeitungstechniken an:
-Sechs-Seitliches Feinschleifen: Führen Sie mit einer CNC-Schleifmaschine ein Feinschleifen an den sechs Oberflächen des Ventilblocks durch, um die Parallelität benachbarter Oberflächen sicherzustellen ≤ 0,03 mm und die Rechtwinkligkeit benachbarter Flächen ≤ 0,05 mm.
-Nutbearbeitung: Verwenden Sie ein CNC-Bohr- und Gewindeschneidzentrum, um die Bearbeitung von Gewindelöchern und Stopfen abzuschließen-in Ventillöchern usw. am Ventilblock. Die Gewindegenauigkeit erreicht Klasse 6H und der Positionsfehler der Löcher beträgt ≤ 0,02 mm.
-Entgraten und Reinigen: Verwenden Sie eine Kombination aus Hochglanz-Druckwasserstrahl- und Ultraschallreinigung zur gründlichen Entfernung von Graten und Verunreinigungen aus den Strömungskanälen im Inneren des Ventilblocks und Gewährleistung der Sauberkeit des Hydrauliksystems entsprechend dem NAS 8-Standard.

Oberflächenbehandlung und -schutz: Verlängerung der Produktlebensdauer
Um die Korrosions- und Verschleißfestigkeit des hydraulischen Steuerventils zu verbessern, setzen wir mehrere Oberflächenbehandlungsverfahren ein:
-Ventilkörper: Phosphatierungsbehandlung und elektrostatisches Sprühen werden durchgeführt, wobei die Oberflächenbeschichtungsdicke erreicht wird ≥ 60 μm. Dies kann Säure widerstehen-Basisumgebungen und ultraviolette Strahlung.
-Ventilkern und Ventilhülse: Es wird eine Hartverchromungs- oder Nitrierbehandlung angewendet, wobei die Oberflächenhärte HV800 oder mehr erreicht und die Verschleißfestigkeit um 3 erhöht - 5 Mal.
-Ventilblock: Die inneren Strömungskanäle werden einer Säurewäsche und Phosphatierung unterzogen, während die Außenfläche mit einer Verzinkung oder Vernickelung behandelt wird, um Rost und Korrosion wirksam zu verhindern.
Montage und Prüfung: Doppelte Gewährleistung von Leistung und Zuverlässigkeit
1. Saubere Werkstattmontage: Die Montage erfolgt in einem Reinraum mit einem Reinheitsgrad von 10.000. Professionelle Techniker verwenden spezielle Werkzeugvorrichtungen, um das hydraulische Steuerventil zu montieren:
-Bauteilreinigung: Alle Baugruppen werden dreimal in einer Ultraschallreinigungsmaschine gereinigt, um sicherzustellen, dass sich keine Verunreinigungen auf der Oberfläche befinden.
-Präzise Montage: Die Montage erfolgt gemäß der internationalen Norm ISO 4401. Das Passspiel zwischen Ventilkern und Ventilkörper beträgt 100% Mithilfe eines Lehrdorns wird geprüft, ob die Montagegenauigkeit den Konstruktionsanforderungen entspricht.
-Dichtungserkennung: Die Dichtfläche des Ventilkörpers wird mit einem Helium-Massenspektrometrie-Lecksucher getestet, wobei die Leckrate unter 1 gehalten wird×10^-7 Pa·m³/s.
2. Vollständige Leistungstests: Nachdem jedes hydraulische Steuerventil zusammengebaut wurde, wird es einer strengen Leistungsprüfung unterzogen:
-Drucktest: Unter dem 1,5-fachen Nenndruck wird ein Druckhaltetest für 30 Minuten ohne Leckage oder Verformung durchgeführt.

Verwandte Produkte
Verwandter Blog

Feldtest von hydraulischen Steuerventilen in der TTK-Mine in Zonggudak, Türkei
Begrüßen Sie Mr.Nurullah aus der Türkei, um unsere Fabrik zu besuchen