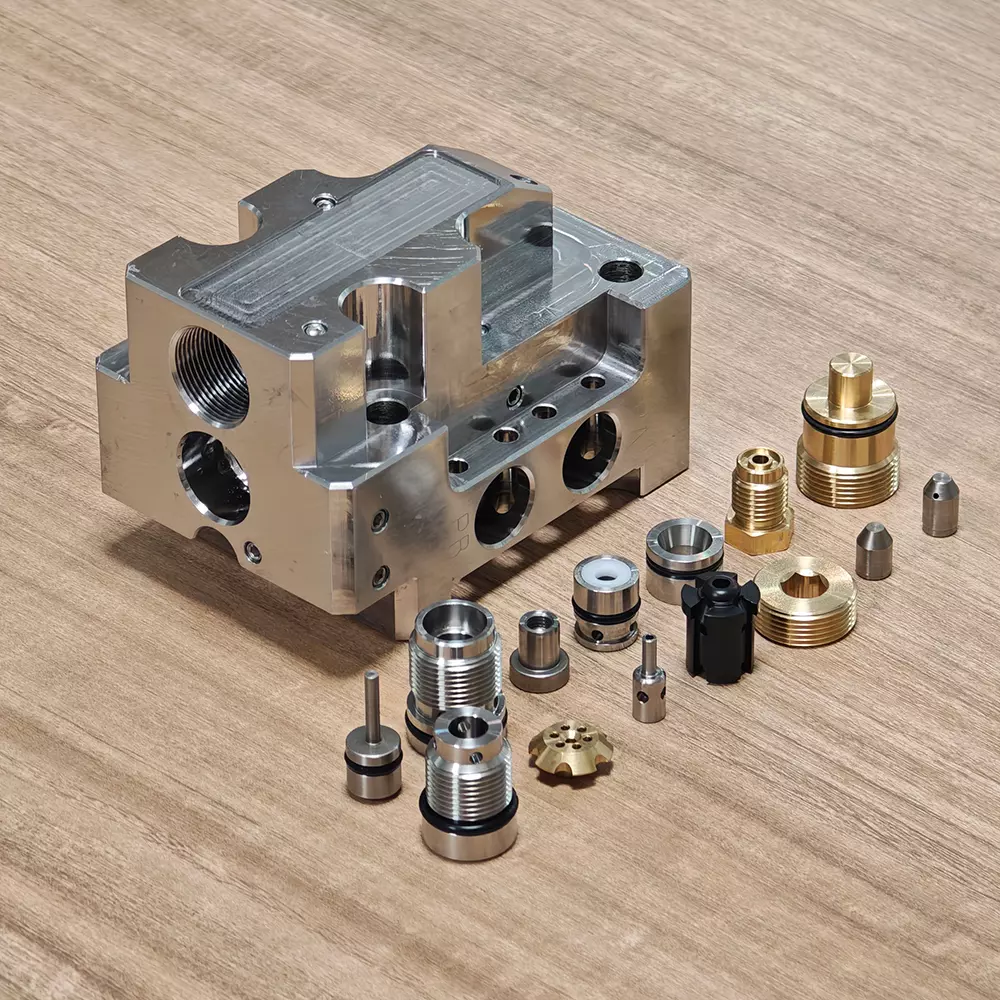
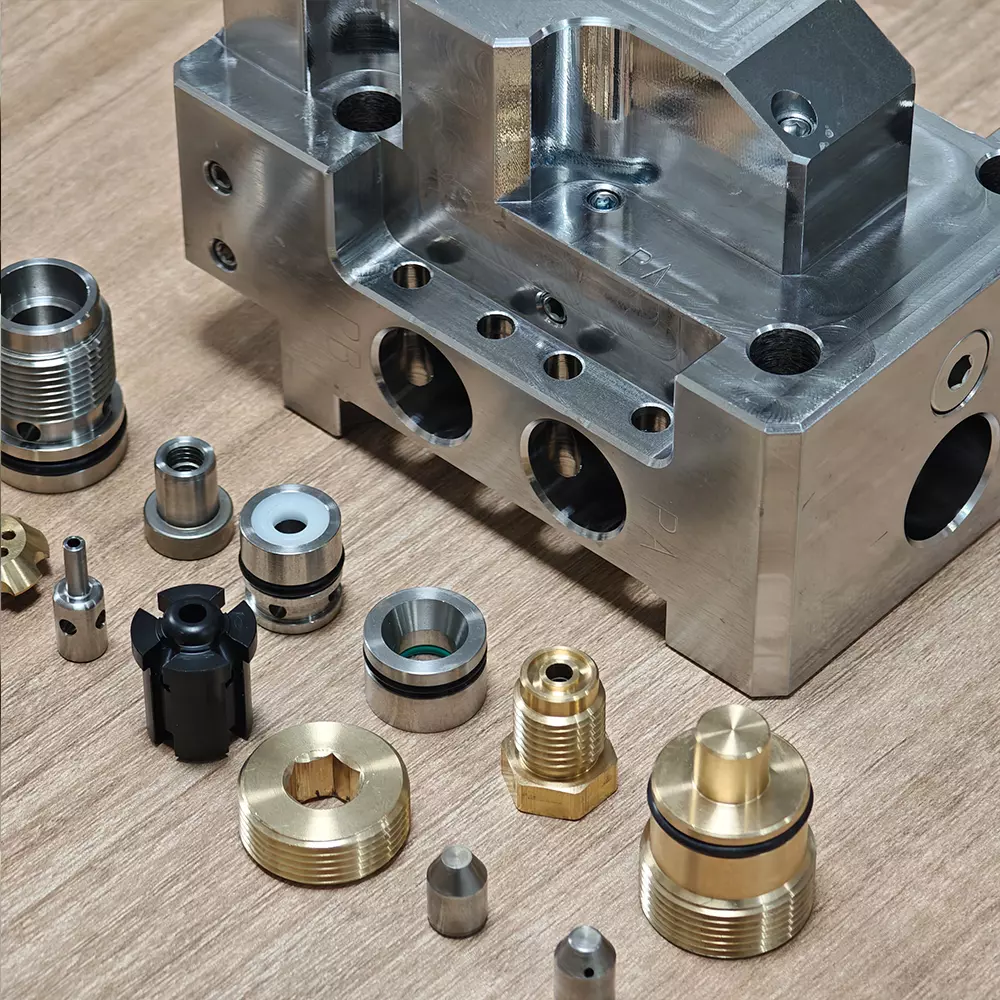

Mukautettu tarkkuus CNC-jyrsintä/Korkeapaineisten hydrauliventtiilien jakotukkien sorvaus kaivosteollisuutta varten
Tuotteet
Viimeisimmät uutiset
Laatu kumpuaa tarkasta käsityöstä
Hydraulisen ohjausventtiilin, joka on hydraulijärjestelmän "sydän", sen suorituskyky määrittää suoraan rakennuskoneiden, teollisuusautomaatiolaitteiden ja muiden laitteiden toimintatarkkuuden ja vakauden. Luotamme maailmanlaajuiseen tarkkuusmekaanisen valmistusklusterin etuun Dongguanissa ja seuraamalla korkeimpia kansainvälisiä valmistusstandardeja, olemme luoneet täydellisen prosessin ja korkean-tarkkuustuotantojärjestelmä raaka-aineiden valinnasta tuotteen toimitukseen, mikä varmistaa, että jokainen hydraulinen ohjausventtiili toimii vakaasti ja luotettavasti äärimmäisissä olosuhteissa.
Raaka-aineiden hankinta ja esi-hoito: Luodaan vankka perusta laadulle
1. Tiukat materiaalinvalintakriteerit Yhdistämme raaka-aineet tarkasti sovellusskenaarioiden ja hydraulisen ohjausventtiilin suorituskykyvaatimusten perusteella: Valitse 430F ruostumaton teräs tai pallografiittivalurauta materiaalit varmistaaksesi, että venttiilirungolla on korkea lujuus ja korkea tiheys, ja se kestää yli 700 baarin painetta.
Venttiilin ydin ja venttiiliholkki: Käytä ruostumatonta terästä, seosterästä jne. kulumiseen-kestävät ja korroosiota-kestäviä materiaaleja sen varmistamiseksi, että venttiilin sydän voi liikkua joustavasti venttiilin rungon reiässä pitkään, välyksen ollessa tiukasti hallinnassa 0,005 - 0,035 mm. Tiivistysosat: Käytä tuotua korkeaa-suorituskykyiset kumi- ja komposiittimateriaalit, jotka pystyvät mukautumaan äärimmäisiin lämpötiloihin -50 ℃ asti +100 ℃ varmistaennollan-vuotojen tiivistyskyky.
2. Hieno esi-käsittely Toimittajan arviointi ja varastointitarkastus: Luo globaali toimittajien arviointijärjestelmä ja tee yhteistyötä vain korkean kanssa-laatutoimittajat, jotka täyttävät ISO9001-sertifioinnin. Kunkin raaka-aineerän saapumisen jälkeen käytetään useita keinoja, kuten spektroskopia-analyysiä, kovuustestausta ja metallografista tarkastusta, jotta voidaan varmistaa, että materiaalin koostumus ja suorituskyky vastaavat kansainvälisiä standardeja.
3. Vanhenemiskäsittely ja vikojen havaitseminen: Valurauta- ja teräsaihioille ikääntymiskäsittely suoritetaan ennen käsittelyä sisäisen jännityksen poistamiseksi ja myöhemmän käsittelyn muodonmuutoksen estämiseksi. Samaan aikaan ultraäänivirheiden havaitsemis- ja magneettisten hiukkasten vikojen havaitsemistekniikoita käytetään materiaalin sisäisten vikojen tarkkaan havaitsemiseen ja estämään huonolaatuisten raaka-aineiden virtaaminen tuotantolinjalle.

Tarkka käsittelytekniikka: Mikrometri-tason tarkkuussäätö
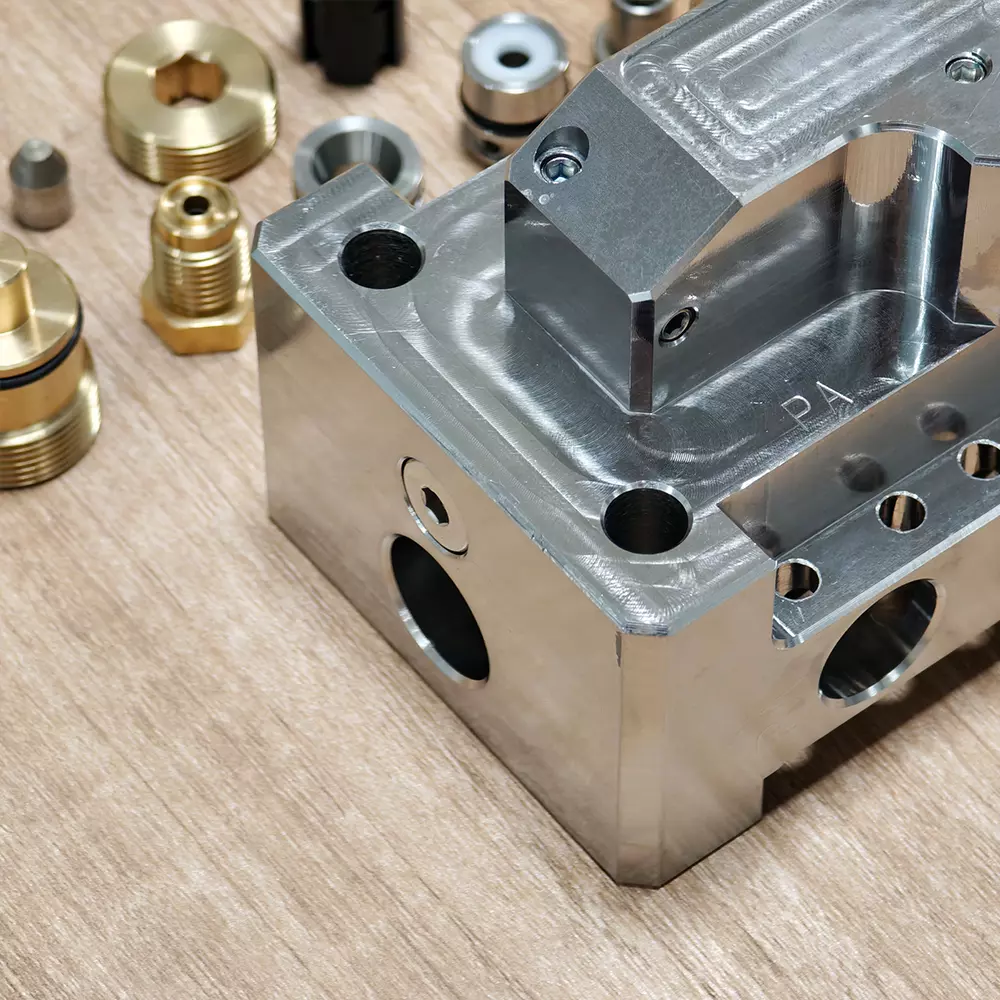
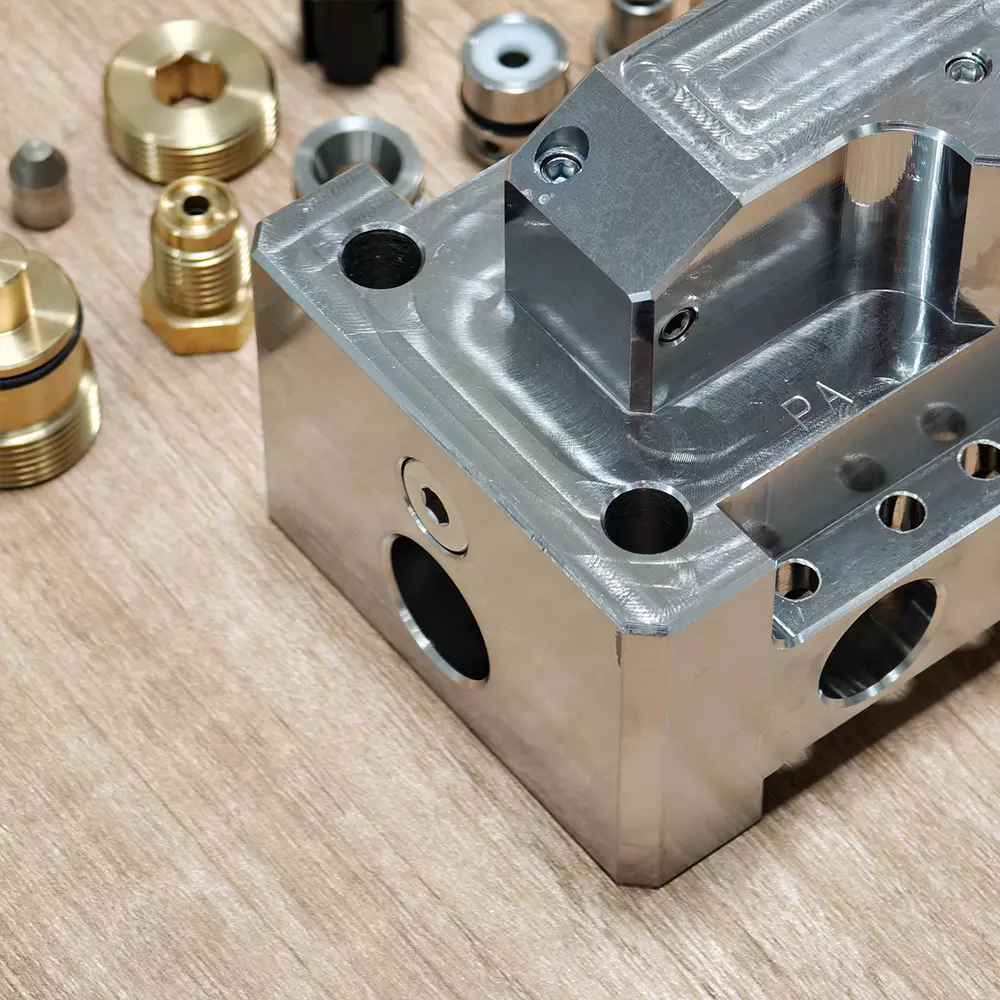
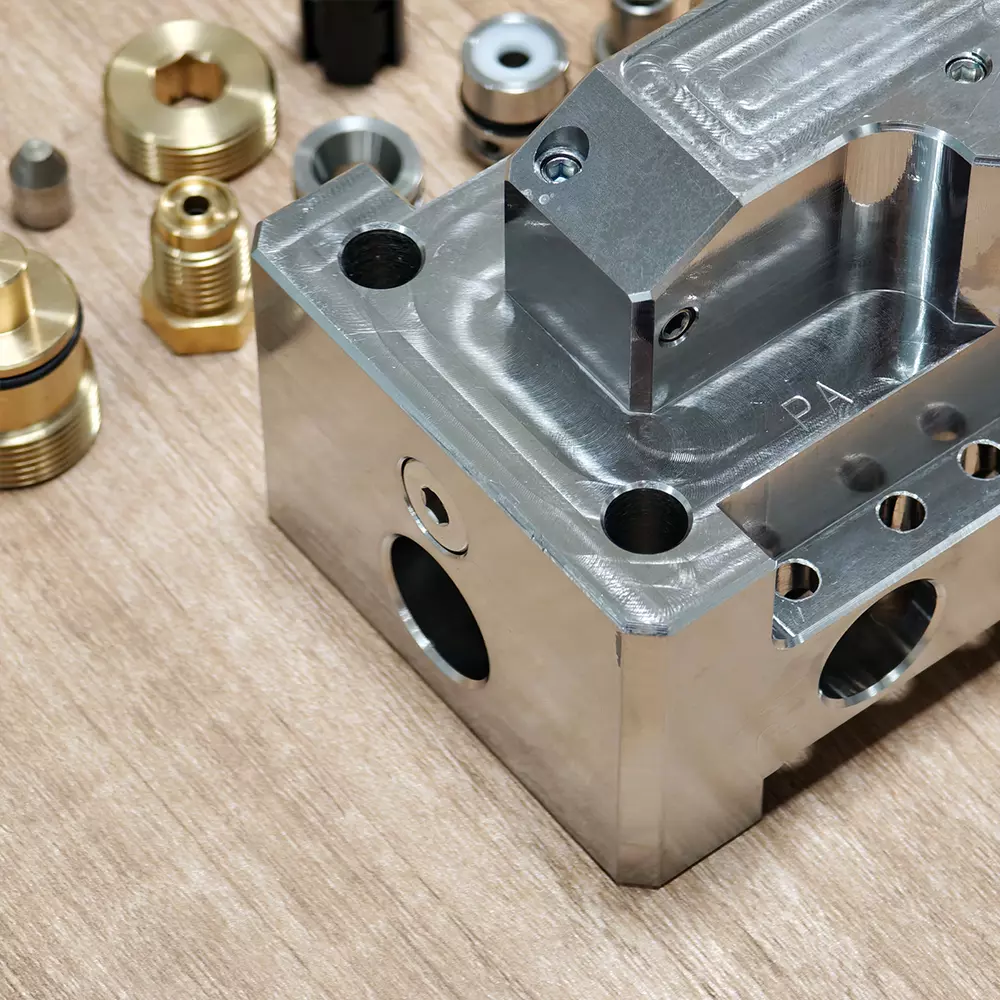
1. Venttiilin rungon käsittely: Korkea jäykkyys ja tiivistyssuorituskyky Takuu Ota sähkö-Hydraulinen suuntaventtiilin runko esimerkkinä, käytämme vaakasuuntaista työstökeskusta täysin automatisoituun käsittelyyn, ja prosessivirtaus on seuraava:
-Karkea jyrsintä ja hienoporaus: Jyrsintä karkeasti venttiilirungon eri tasoja jättäen 0,2 - 0,4 mm työstövara; sitten hienoporaa pääreikä varmistaaksesi, että reiän halkaisijan toleranssia säädetään IT7-tasolla ja pinnan karheutta Ra ≤ 0.8μm.
-Urien käsittely: Käytä viisi-akselin työstökeskus täydentämään venttiilin rungon sisällä olevien monimutkaisten virtauskanavien porausta ja jyrsimistä ohjaten tiukasti reikien sijaintia ja koaksiaalisuusvirhettä ≤ 0,01 mm, mikä vähentäänesteen virtausvastuksen menetystä.
-Hionta ja kiillotus: Suorita pääreiän hiontakäsittely saadaksesi pinnan karheuden Ra ≤ 0.2μm, varmistaen venttiilin ytimen ja venttiilirungon yhteensopivuuden ja vähentäen sisäisten vuotojen riskiä.
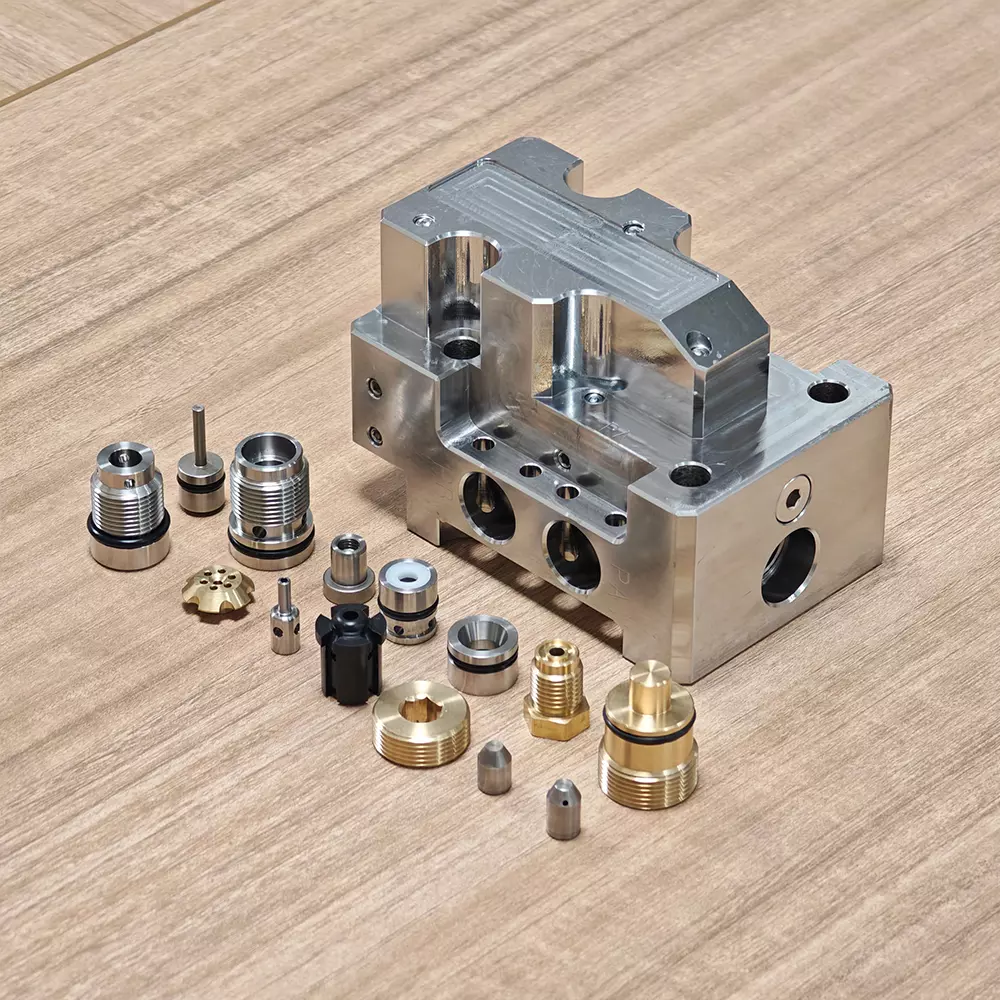
2. Venttiiliytimen ja venttiiliholkin käsittely: Korkea-tarkkuusliitososat valmistavat venttiilin sydämen ja venttiiliholkin hydraulisen ohjausventtiilin toiminnallisina ydinkomponentteina. Käsittelyn tarkkuus vaikuttaa suoraan venttiilin vastenopeuteen ja ohjaustarkkuuteen:
-Tarkkuussorvaus: Käytä CNC-sorvia tehdäksesi useita-prosessi käynnistää venttiilin sydämen ulkohalkaisijan toleranssin ollessa 0,002 mm ja sylinterivirhettä ≤ 0,001 mm.
-Hionta ja kiillotus: Saavuta korkea-venttiilisydämen pinnan tarkkuushionta ulkoisella lieriömäisellä hiomakoneella, pinnan karheudella Ra ≤ 0.1μm; Tärkeimmät liitospinnat käyttävät manuaalista kiillotustekniikkaa, mikä parantaa pinnan sileyttä ja liitostarkkuutta entisestään.
-Venttiiliholkin käsittely: Venttiiliholkin sisäreikä käsitellään syväreiän poraus- ja hiontatekniikoilla, jotta varmistetaan tasainen ja vakaa liitäntäväli sisemmän reiän ja venttiilin sydämen välillä, välyksen toleranssin ollessa 0,005 mm.
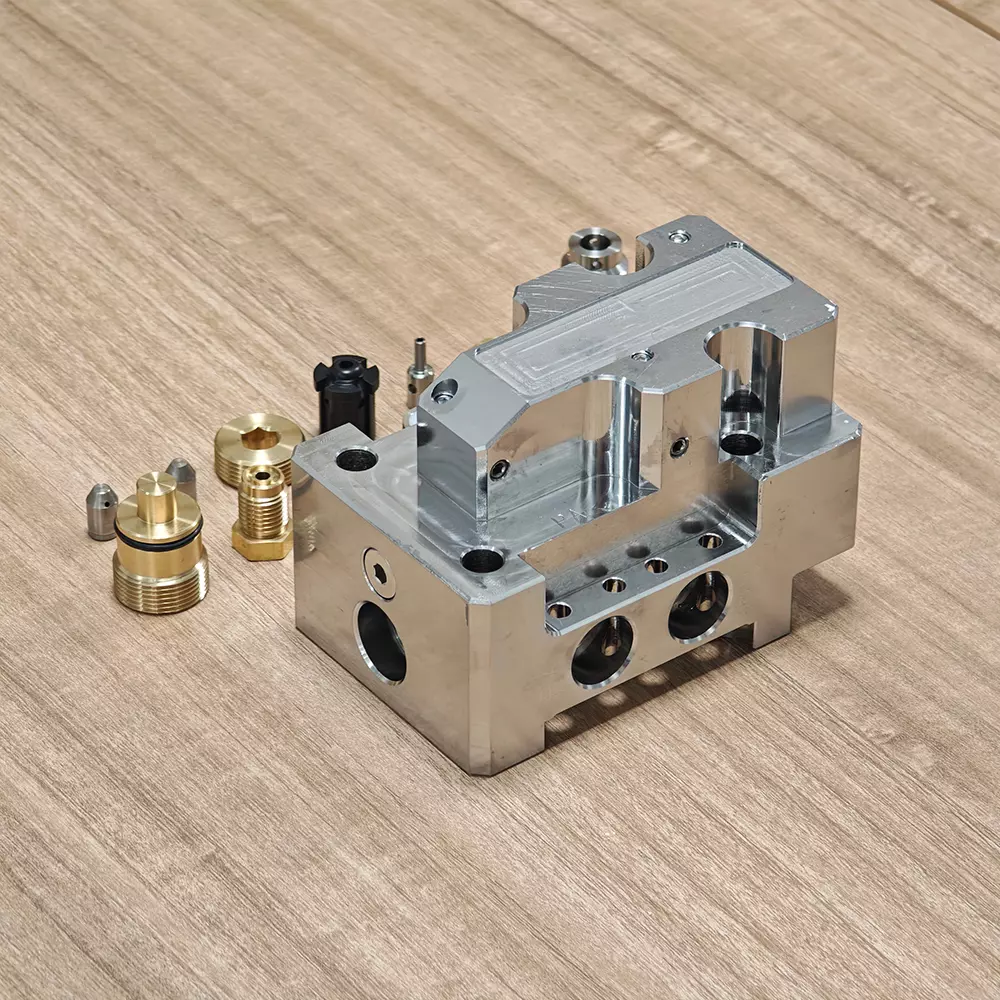
3. Venttiililohkon käsittely: Modulaarinen integrointiydin
Modulaarisille hydraulisille ohjausventtiiliryhmille käytämme standardoituja venttiililohkojen käsittelytekniikoita:
-Kuusi-sivuinen hienohionta: Suorita hienohionta CNC-hiomakoneella venttiililohkon kuudelle pinnalle varmistaaksesi vierekkäisten pintojen yhdensuuntaisuuden ≤ 0,03 mm ja vierekkäisten pintojen kohtisuora ≤ 0,05 mm.
-Urien käsittely: käytä CNC-poraus- ja kierrekeskusta kierrereikien käsittelyyn, tulppa-venttiilin reikiin jne. venttiililohkossa. Kierretarkkuus saavuttaa luokan 6H ja reikien asentovirhe on ≤ 0,02 mm.
-Purseenpoisto ja puhdistus: Käytä korkeaa yhdistelmää-painevesisuihku ja ultraäänipuhdistus purseiden ja epäpuhtauksien poistamiseksi perusteellisesti venttiililohkon sisällä olevista virtauskanavista, mikä varmistaa hydraulijärjestelmän puhtauden NAS 8 -standardin mukaisesti.


Pintakäsittely ja suojaus: Tuotteen käyttöiän pidentäminen
Hydraulisen ohjausventtiilin korroosionkestävyyden ja kulutuskestävyyden parantamiseksi käytämme useita pintakäsittelyprosesseja:
-Venttiilin runko: Fosfatointikäsittely ja sähköstaattinen ruiskutus suoritetaan pintapinnoitteen paksuuden saavuttaessa ≥ 60 μm. Tämä voi vastustaa happoa-perusympäristöt ja ultraviolettisäteily.
-Venttiilin ydin ja venttiiliholkki: Käytetään kovakromipinnoitusta tainitrauskäsittelyä, jolloin pinnan kovuus saavuttaa HV800 tai enemmän, mikä lisää kulutuskestävyyttä 3 - 5 kertaa.
-Venttiililohko: Sisäiset virtauskanavat läpikäyvät happopesun ja fosfatointikäsittelyn, kun taas ulkopinta on käsitelty galvanointi- tainikkelipinnoituksella ruosteen ja korroosion estämiseksi tehokkaasti.
Kokoaminen ja testaus: Suorituskyvyn ja luotettavuuden kaksoisvarmistus
1. Puhdaspajan kokoonpano: Kokoonpano suoritetaan puhdastilassa, jonka puhtausaste on 10 000. Ammattiteknikot käyttävät erikoistyökaluja hydraulisen ohjausventtiilin kokoamiseen:
-Komponenttien puhdistus: Kaikki kokoonpanon osat puhdistetaan kolme kertaa ultraäänipuhdistuskoneessa, jotta pinnalla ei ole epäpuhtauksia.
-Tarkka kokoonpano: Asennus suoritetaan kansainvälisen ISO 4401 -standardin mukaisesti. Venttiiliytimen ja venttiilirungon välinen liitäntävälys on 100% tarkastetaan pistokemittarilla sen varmistamiseksi, että kokoonpanon tarkkuus täyttää suunnitteluvaatimukset.
-Tiivisteen havaitseminen: Venttiilin rungon tiivistepinta testataan heliummassaspektrometrialla vuodonilmaisimella, jonka vuotonopeus on säädetty alle 1×10^-7 Pa·m³/s.
2. Täysi suorituskyvyn testaus: Kun jokainen hydraulinen ohjausventtiili on koottu, se käy läpi tiukat suorituskykytestit:
-Painetesti: Alle 1,5 kertaanimellispaineen paineenpitotesti suoritetaan 30 minuutin ajan ilman vuotoa tai muodonmuutoksia.


Edellinen: Hydrauliset ohjausventtiilit hiilikaivostuille: tarkkuus, kestävyys ja turvallisuus
Seuraava: Ei enää
Aiheeseen liittyvät tuotteet
Liittyvä blogi

Hydraulisten ohjausventtiilien kenttätesti TTK:n kaivoksella Zonggudakissa, Turkissa
Tervetuloa Mr.Nurullah Turkista käymään tehtaallamme