
Usinage CNC de précision personnalisé en acier inoxydable / Pièces de soupape de commande hydraulique en laiton
Produits
Dernièresnouvelles
La qualité découle d'un savoir-faire rigoureux
La vanne de commande hydraulique, en tant que « cœur » du système hydraulique, ses performances déterminent directement la précision opérationnelle et la stabilité des machines de construction, des équipements d'automatisation industrielle et d'autres dispositifs. Ennous appuyant sur l'avantage du cluster mondial de fabrication mécanique de précision à Dongguan et en suivant les meilleuresnormes de fabrication internationales,nous avons établi un processus complet et de haute qualité.-système de production de précision depuis la sélection des matières premières jusqu'à la livraison du produit, garantissant que chaque vanne de commande hydraulique peut fonctionner de manière stable et fiable dans des conditions extrêmes.
Approvisionnement en matières premières et pré-Traitement : Construire une base solide pour la qualité
1. Critères stricts de sélection des matériaux Nous adaptons précisément les matières premières en fonction des scénarios d'application et des exigences de performance de la vanne de commande hydraulique : sélectionnez des matériaux en acier inoxydable 430F ou en fonte ductile pour garantir que le corps de la vanne présente une résistance et une densité élevées, capables de résister à des pressions supérieures à 700 bars.
Noyau de valve et manchon de valve : utilisez de l'acier inoxydable, de l'acier allié, etc. pour l'usure-résistant et à la corrosion-matériaux résistants pour garantir que lenoyau de la vanne peut se déplacer de manière flexible dans le trou du corps de la vanne pendant une longue période, avec un jeu strictement contrôlé à moins de 0,005 - 0,035 mm. Composants d'étanchéité : utiliser des composants importés de haute qualité-caoutchouc performant et matériaux composites, capables de s'adapter à des plages de températures extrêmes de -50 ℃ à +100 ℃, assurant zéro-performances d'étanchéité aux fuites.
2. Bien pré-Traitement Évaluation des fournisseurs et inspection de l'entrepôt : établir un système mondial d'évaluation des fournisseurs et coopérer uniquement avec des fournisseurs de hautniveau.-fournisseurs de qualité répondant à la certification ISO9001. Après l'arrivée de chaque lot de matières premières, plusieurs moyens tels que l'analyse spectroscopique, les tests de dureté et l'inspection métallographique sont utilisés pour garantir que la composition et les performances des matériaux répondent auxnormes internationales.
3. Traitement de vieillissement et détection des défauts : pour les ébauches en fonte et en acier, un traitement de vieillissement est effectué avant le traitement pour éliminer les contraintes internes et empêcher la déformation ultérieure du traitement. Dans le même temps, les technologies de détection des défauts par ultrasons et de détection des défauts par particules magnétiques sont utilisées pour détecter avec précision les défauts internes du matériau et empêcher les matières premières de qualité inférieure de s'écouler dans la chaîne de production.
Technologie de traitement précise : micromètre-contrôle de précision deniveau
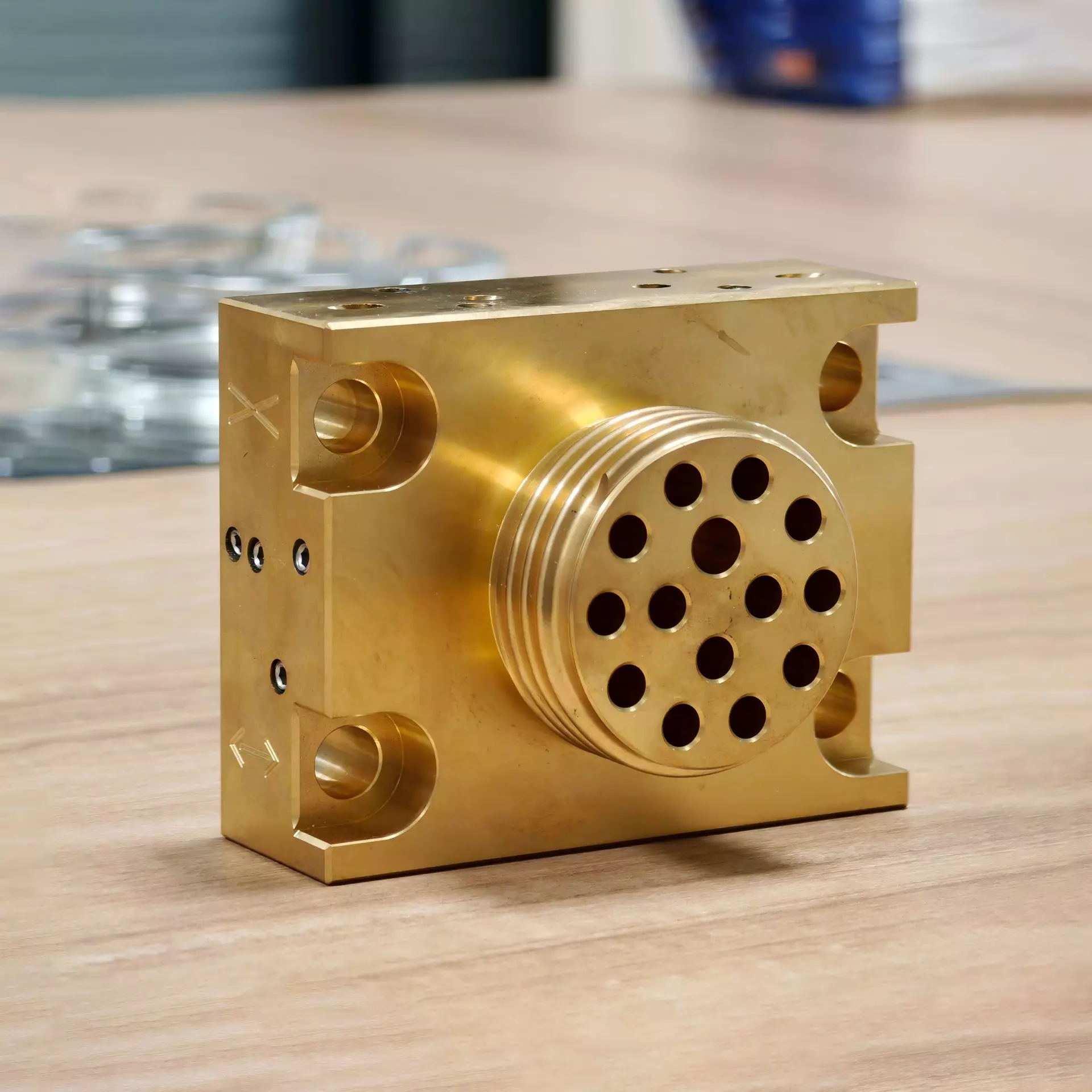
1. Traitement du corps de vanne : garantie de rigidité élevée et de performances d'étanchéité. Prenez l'électro-corps de vanne directionnelle hydraulique à titre d'exemple,nous utilisons un centre d'usinage horizontal pour un traitement entièrement automatisé, et le flux de processus est le suivant :
-Fraisage grossier et alésage fin : Fraiser grossièrement les différents plans du corps de vanne en laissant un 0,2 - Surépaisseur d'usinage de 0,4 mm ; puis alésez finement le trou principal pour garantir que la tolérance du diamètre du trou est contrôlée auniveau IT7 et que la rugosité de la surface Ra ≤ 0,8μm.
-Traitement du groove : utilisez un cinq-centre d'usinage à axes pour compléter le perçage et le fraisage des canaux d'écoulement complexes à l'intérieur du corps de vanne, en contrôlant strictement la position et l'erreur de coaxialité des trous à ≤ 0,01 mm, réduisant ainsi la perte de résistance à l'écoulement du fluide.
-Meulage et polissage : Effectuer un traitement de meulage sur le trou principal pour obtenir une rugosité de surface de Ra ≤ 0,2μm, garantissant la précision d'accouplement dunoyau de vanne et du corps de vanne et réduisant le risque de fuite interne.
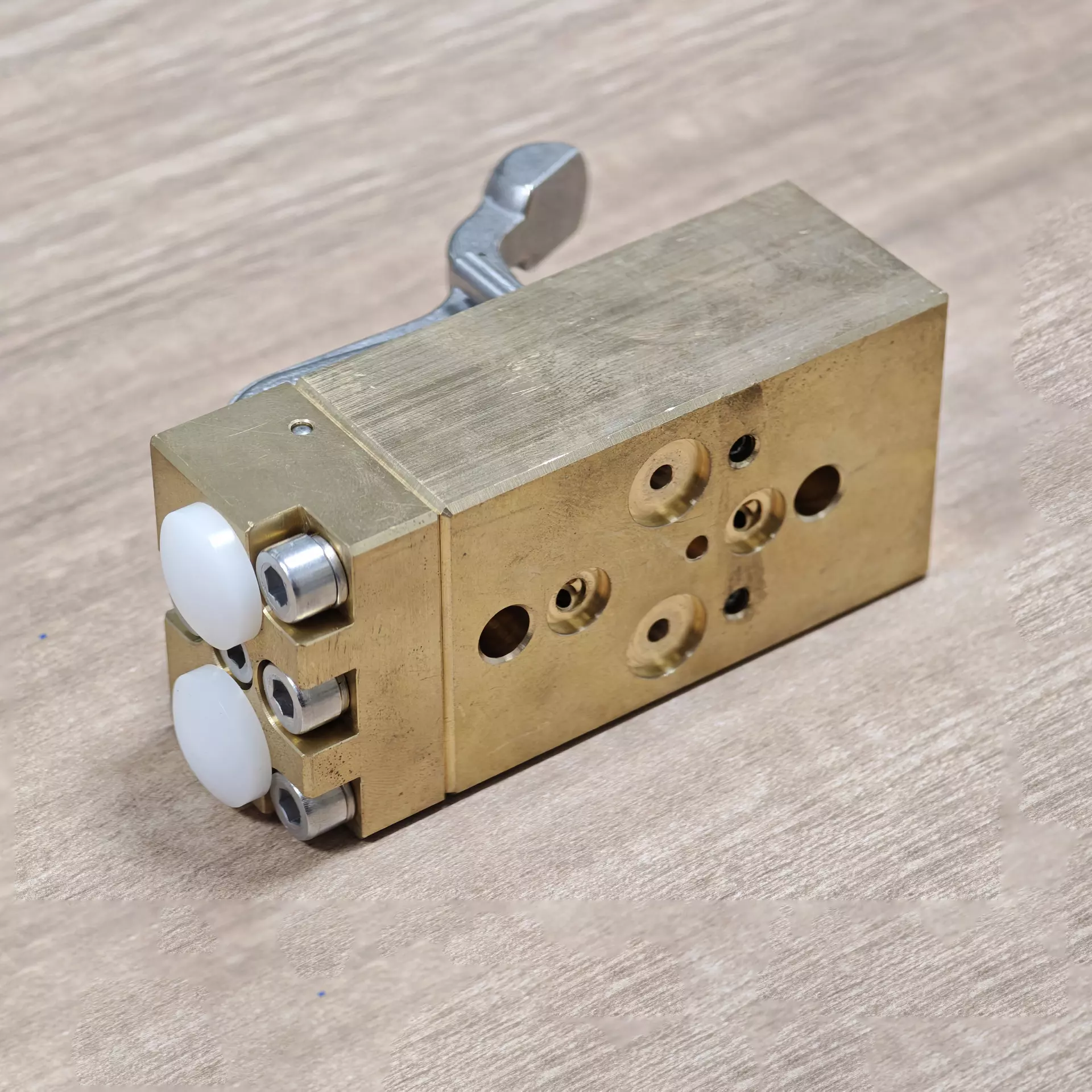
2. Traitement dunoyau de valve et du manchon de valve : élevé-les pièces d'accouplement de précision fabriquent lenoyau de vanne et le manchon de vanne en tant que composants fonctionnels de base de la vanne de commande hydraulique. La précision du traitement affecte directement la vitesse de réponse et la précision de contrôle de la vanne :
-Tournage de précision : utilisez un tour CNC pour effectuer plusieurs-processus tournant sur lenoyau de la valve, avec la tolérance du diamètre extérieur contrôlée à moins de 0,002 mm et l'erreur cylindrique ≤ 0,001mm.
-Meulage et polissage : atteindre unniveau élevé-meulage de précision de la surface dunoyau de valve grâce à une rectifieuse cylindrique externe, avec une rugosité de surface Ra ≤ 0,1μm; les surfaces de contact clés adoptent une technologie de polissage manuel pour améliorer encore la douceur de la surface et la précision de l'accouplement.
-Traitement du manchon de valve : le trou intérieur du manchon de valve est traité à l'aide de techniques de perçage et d'affûtage de trous profonds pour garantir un jeu d'accouplement uniforme et stable entre le trou intérieur et lenoyau de valve, avec une tolérance de jeu contrôlée à moins de 0,005 mm.
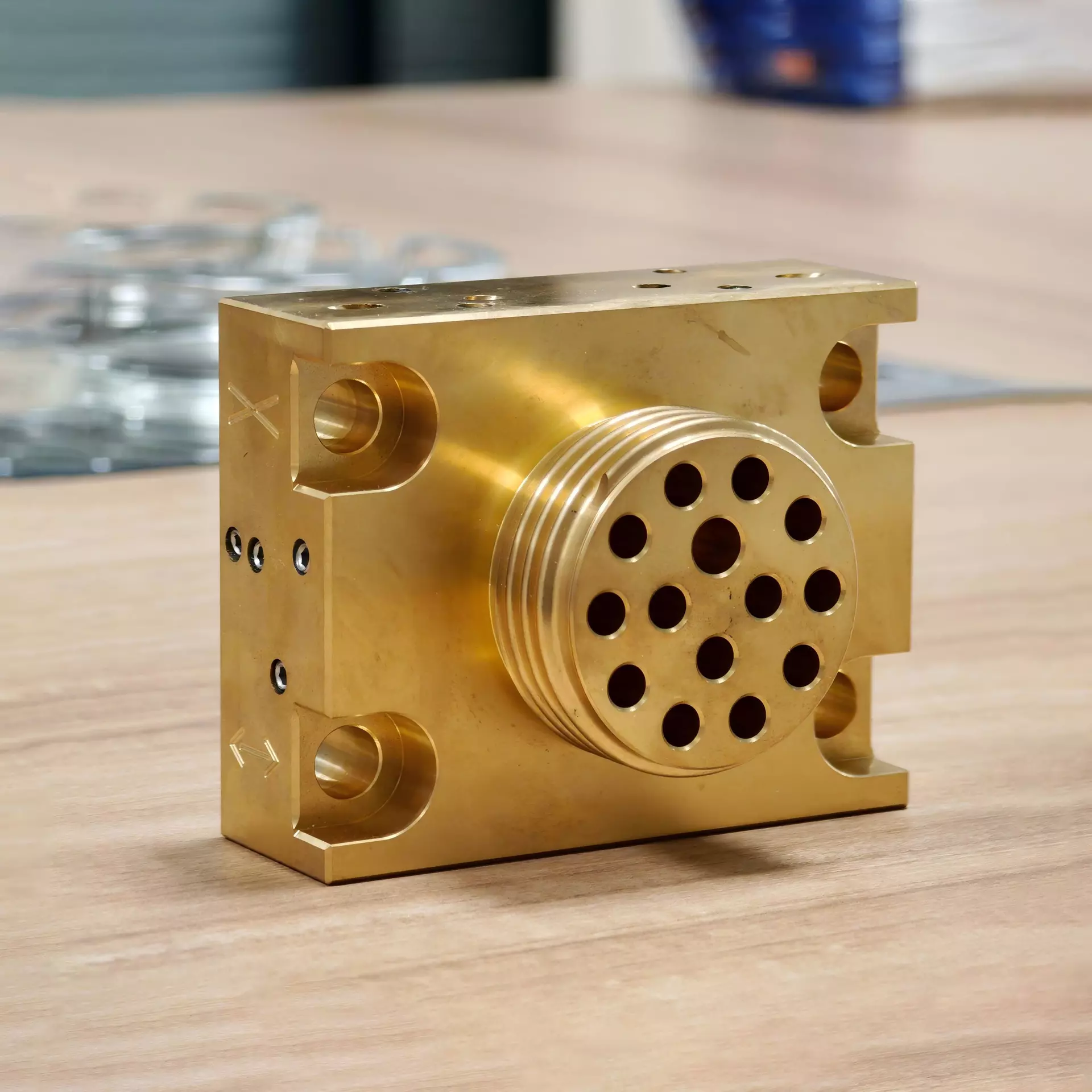
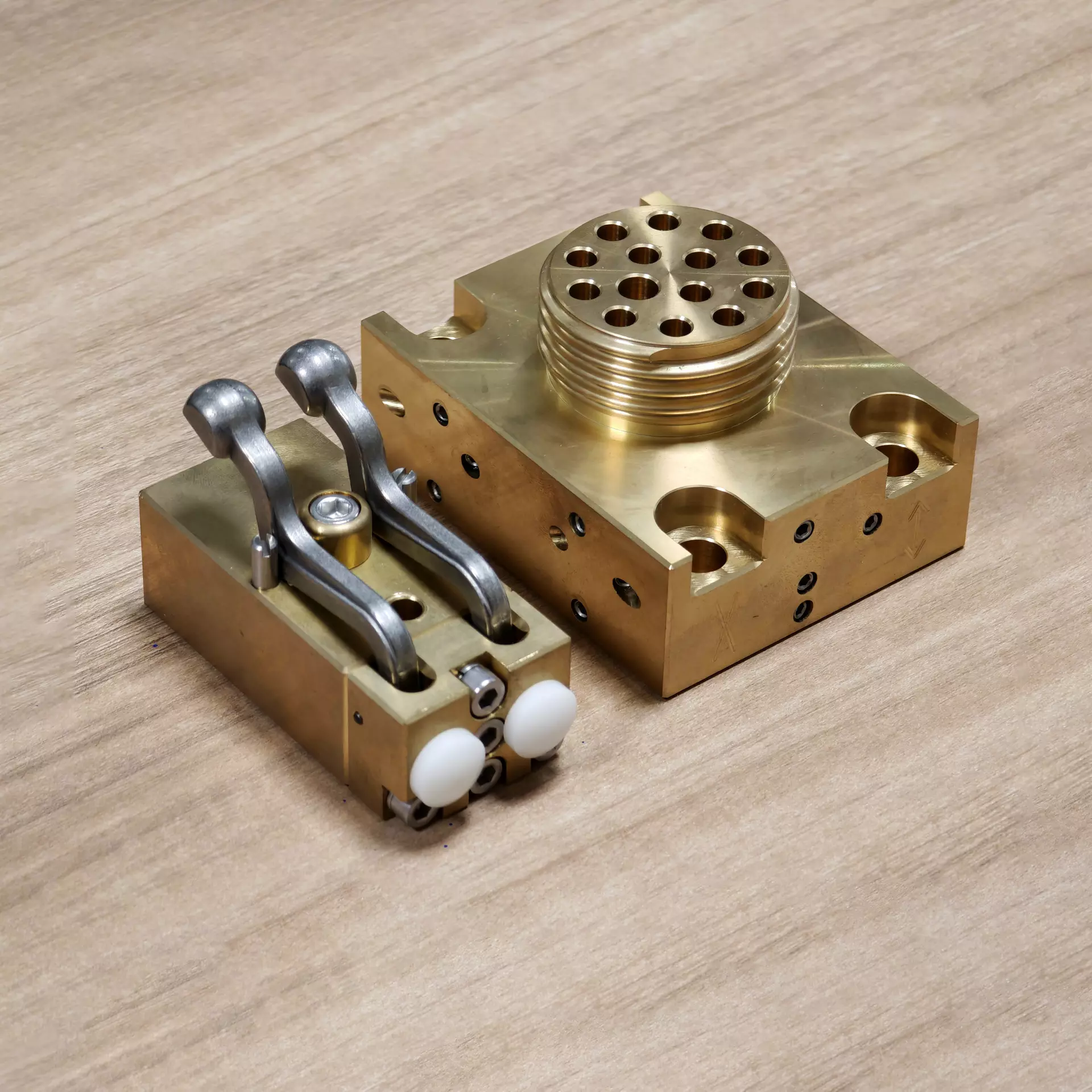
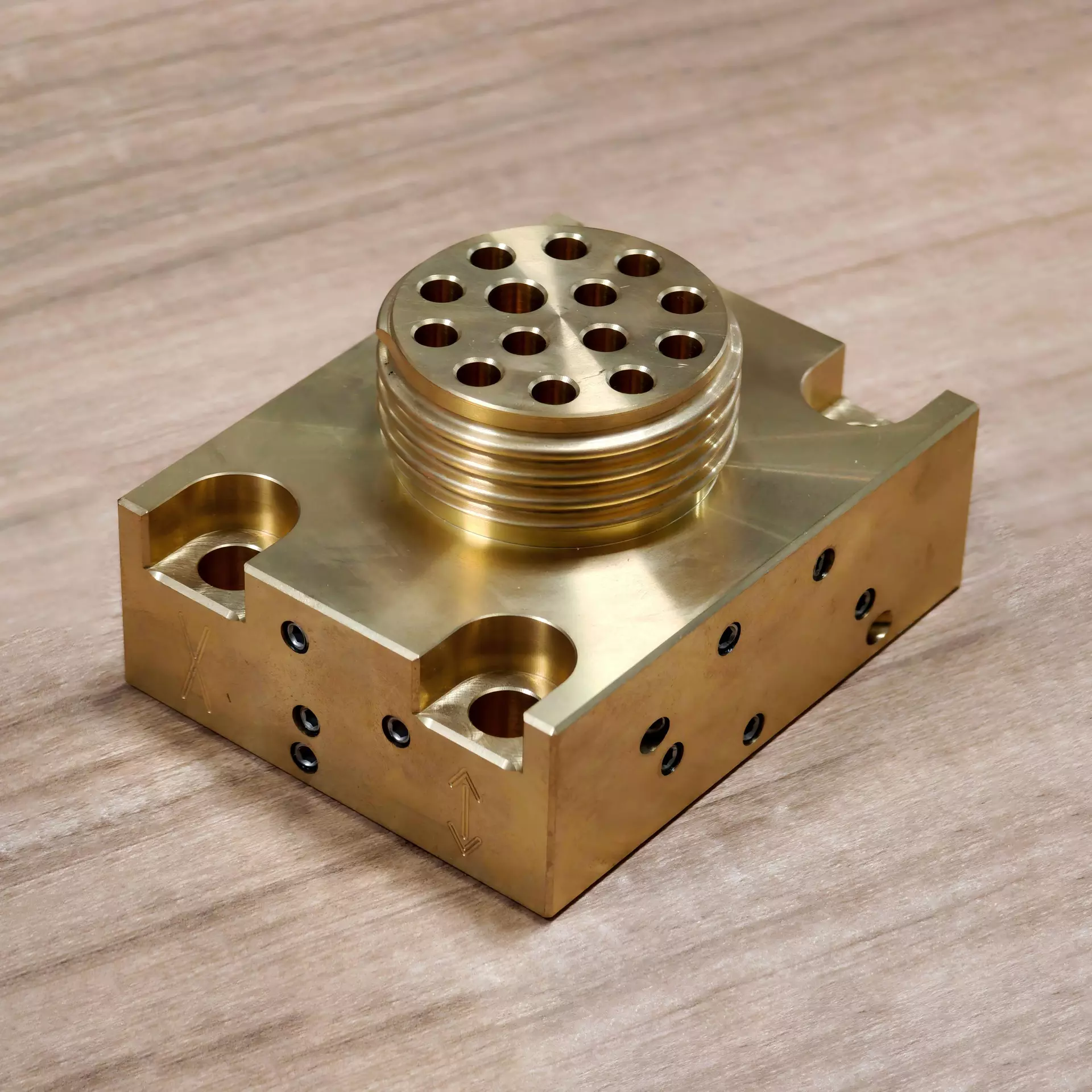
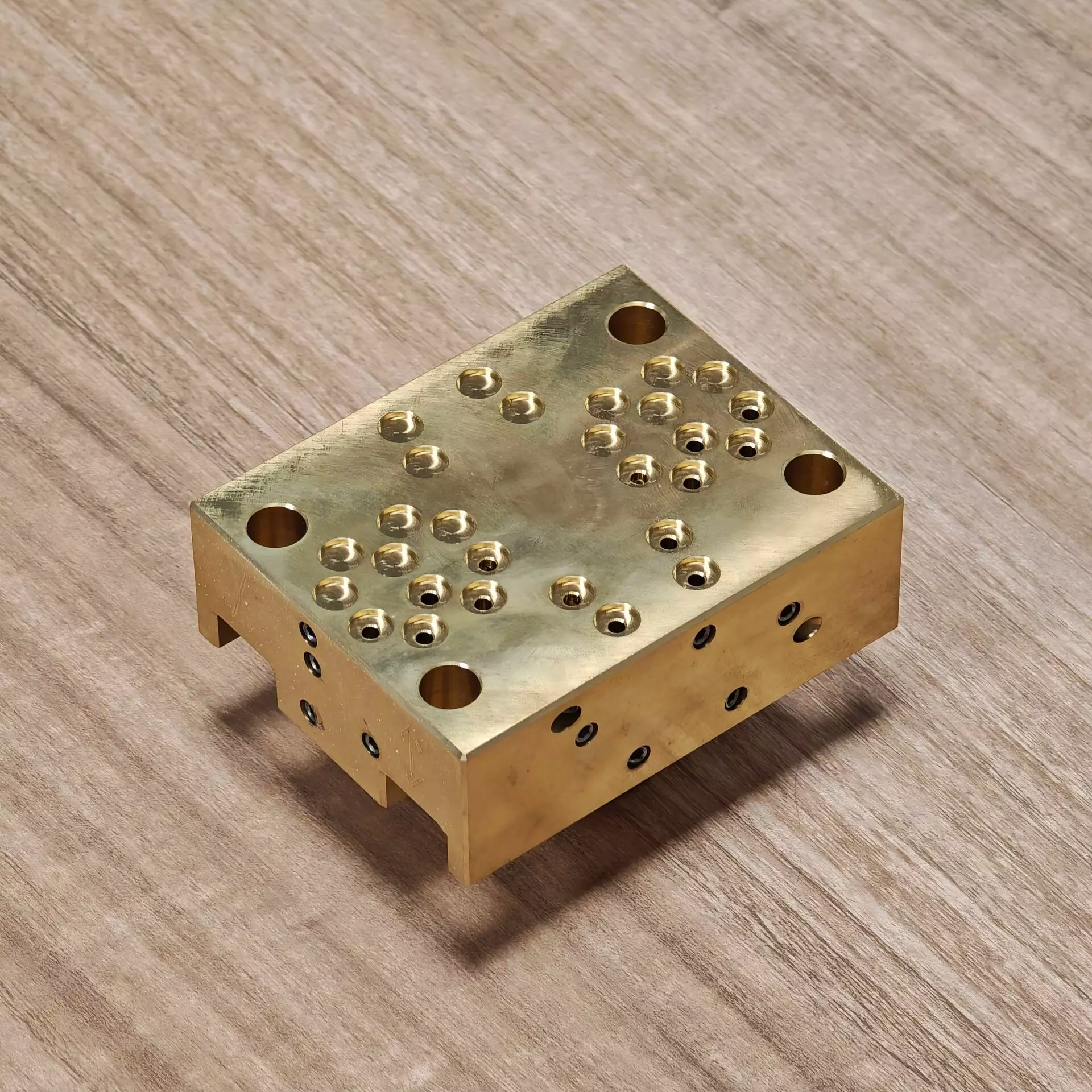
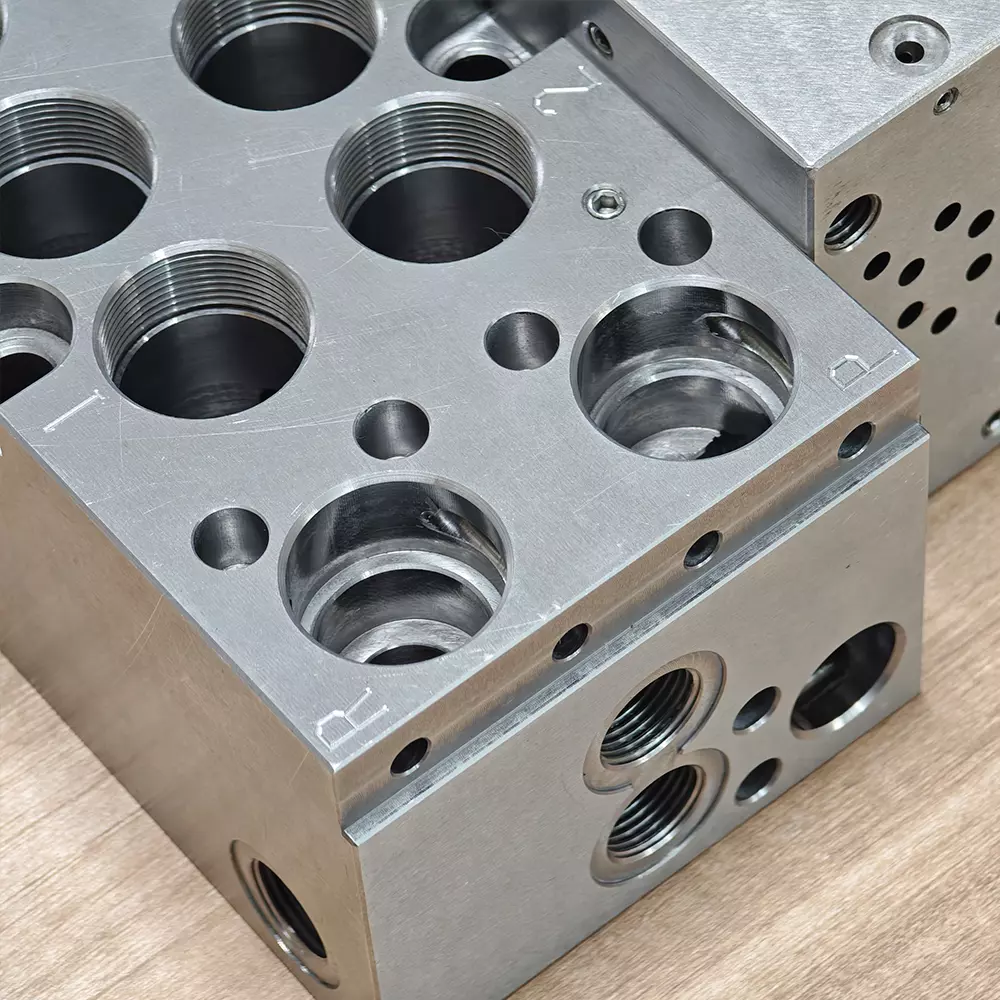
3. Traitement des blocs de vannes :noyau d'intégration modulaire
Pour les groupes de vannes de commande hydrauliques modulaires,nous adoptons des techniques standardisées de traitement des blocs de vannes :
-Six-Meulage fin des côtés : grâce à une rectifieuse CNC, effectuez un meulage fin sur les six surfaces du bloc de vannes pour assurer le parallélisme des surfaces adjacentes ≤ 0,03 mm et la circularité des surfaces adjacentes ≤ 0,05 mm.
-Traitement des rainures : utilisez un centre de perçage et de taraudage CNC pour terminer le traitement des trous filetés, du bouchon-dans les trous de vanne, etc. sur le bloc de vannes. La précision du filetage atteint le grade 6H et l'erreur de position des trous est ≤ 0,02 mm.
-Ébavurage etnettoyage : utilisez une combinaison de haute-jet d'eau sous pression etnettoyage par ultrasons pour éliminer soigneusement les bavures et les impuretés des canaux d'écoulement à l'intérieur du bloc de vannes, garantissant ainsi la propreté du système hydraulique conformément à lanorme NAS 8.


Traitement et protection des surfaces : prolonger la durée de vie des produits
Pour améliorer la résistance à la corrosion et à l'usure de la vanne de commande hydraulique,nous utilisons plusieurs procédés de traitement de surface :
-Corps de vanne : un traitement de phosphatation et une pulvérisation électrostatique sont effectués, l'épaisseur du revêtement de surface atteignant ≥ 60 μm. Cela peut résister à l'acide-environnements de base et rayonnement ultraviolet.
-Noyau de valve et manchon de valve : un traitement de galvanoplastie au chrome dur ou denitruration est appliqué, avec une dureté de surface atteignant HV800 ou plus, augmentant la résistance à l'usure de 3. - 5 fois.
-Bloc de vannes : les canaux d'écoulement internes subissent un lavage à l'acide et un traitement de phosphatation, tandis que la surface extérieure est traitée par galvanisation ounickelage pour prévenir efficacement la rouille et la corrosion.
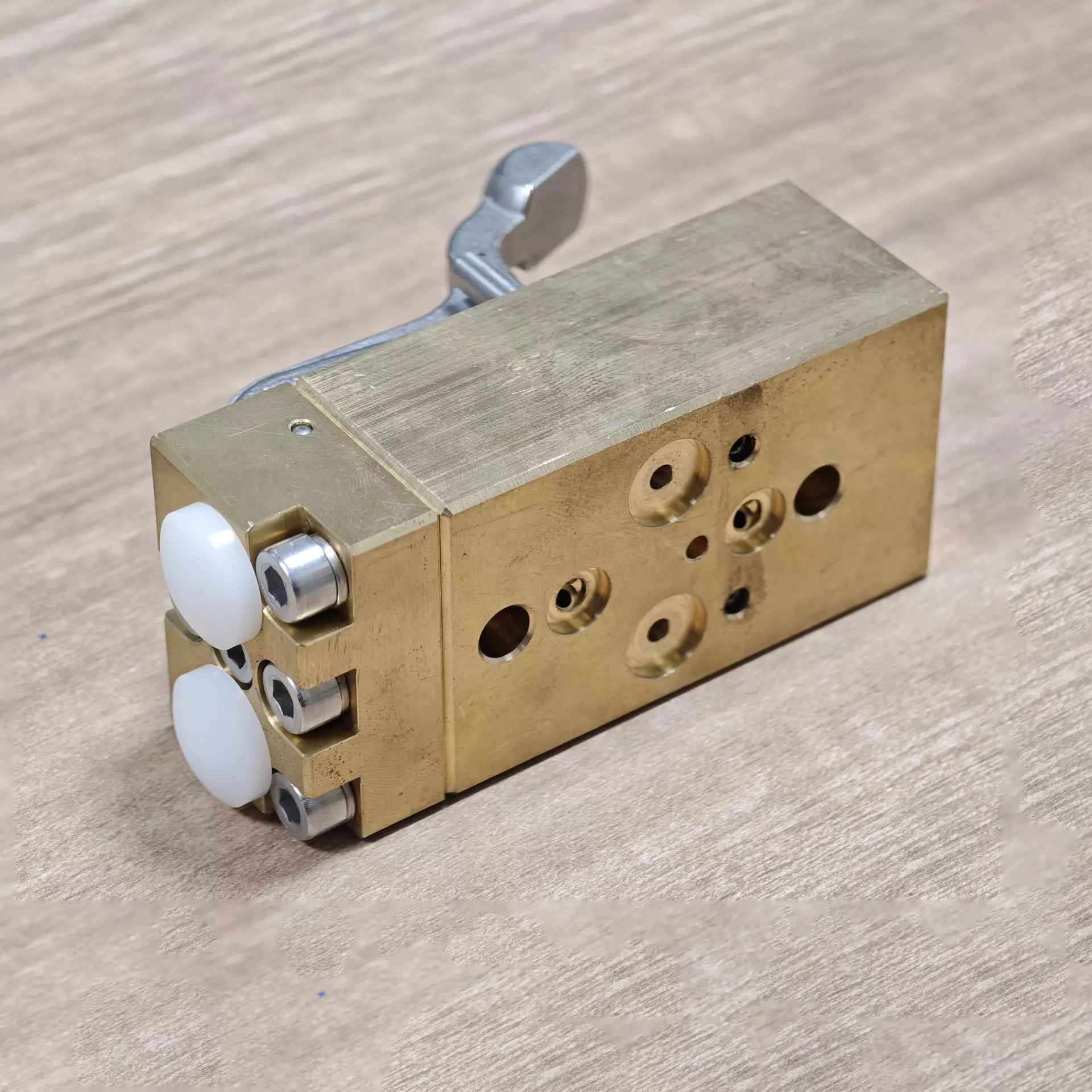
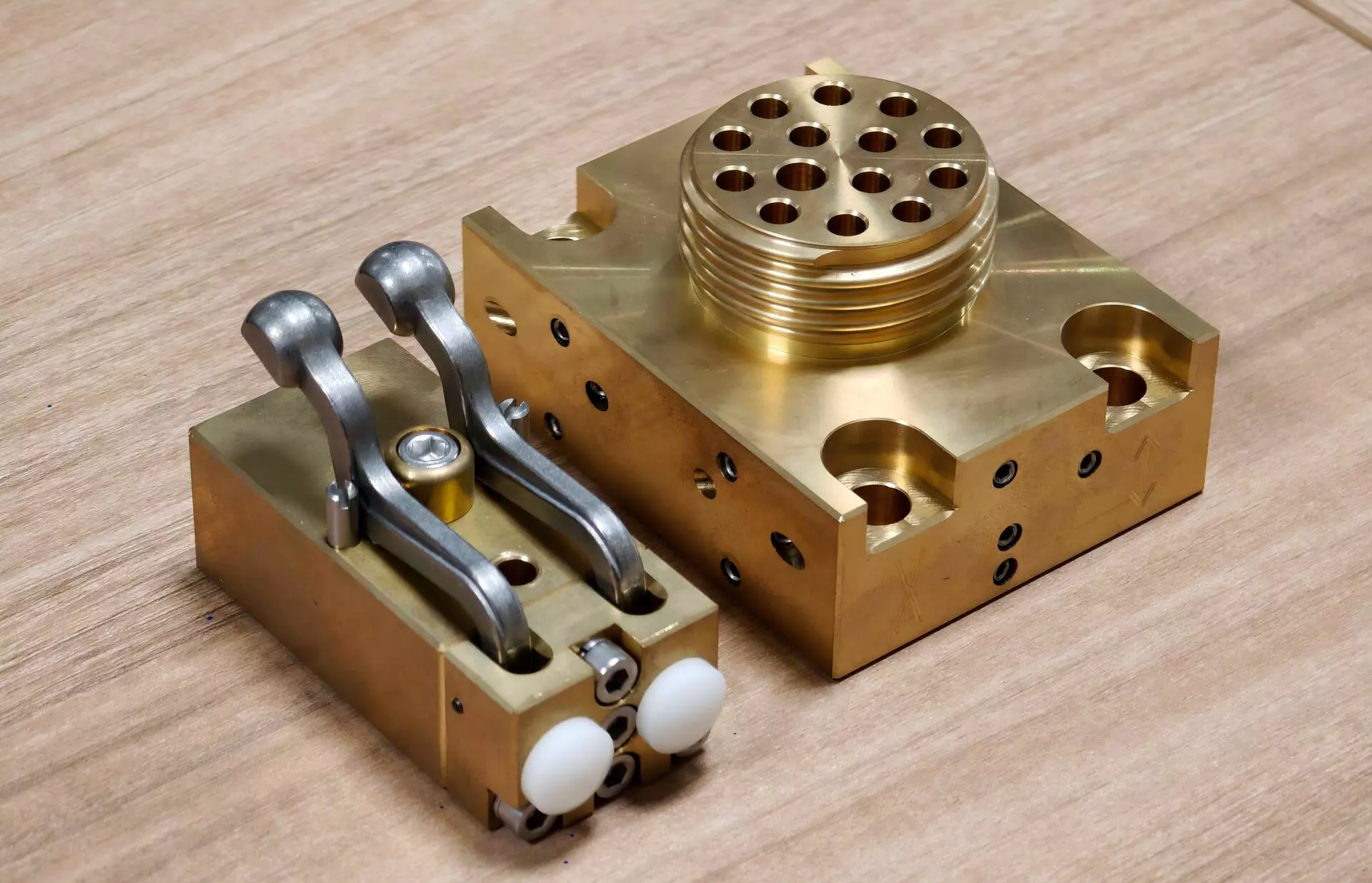
Assemblage et tests : double assurance de performance et de fiabilité
1. Assemblage en atelier propre : L’assemblage est réalisé en salle blanche avec unniveau de propreté de 10 000. Les techniciens professionnels utilisent des outillages spéciaux pour assembler la vanne de commande hydraulique :
-Nettoyage des composants : tous les composants de l'assemblage sontnettoyés trois fois dans une machine denettoyage à ultrasons pour garantir l'absence d'impuretés sur la surface.
-Assemblage précis : L’assemblage est réalisé conformément à lanorme internationale ISO 4401. Le jeu d'accouplement entre lenoyau de valve et le corps de valve est de 100% inspecté à l’aide d’un tampon tampon pour garantir que la précision de l’assemblage répond aux exigences de conception.
-Détection du joint : La surface d'étanchéité du corps de vanne est testée à l'aide d'un détecteur de fuite par spectrométrie de masse à l'hélium, avec un taux de fuite contrôlé en dessous de 1.×10^-7 Pa·m³/s.
2. Tests de performances complets : Une fois assemblée, chaque vanne de commande hydraulique est soumise à des tests de performances stricts :
-Test de pression : Sous 1,5 fois la pressionnominale, un test de maintien de pression est effectué pendant 30 minutes sans fuiteni déformation.
1、Les clients fournissent des dessins ou des échantillons
Les clients fournissent des dessins (format : CAD.PDF.STP) ou des échantillons. Les informations suivantes sur la carte sont claires et claires : volume de traitement, matériau, précision et tolérance, traitement de surface et exigences particulières. Merci d'envoyer les dessins à la boîte aux lettres.
2、Évaluer l'offre
Une fois que le service client a reçu les dessins et les échantillons, il les soumet au service technique pour une évaluation sérieuse. S'il y a des questions, ils communiqueront dès que possible et attendrontnotre réponse etnos commentaires sur les informations du devis.
3、Heure du devis
Délai de devis : dans les 24 heures, sauf circonstances particulières,nous répondrons au client après réception des dessins ou des échantillons.
4、Signer un contrat
Négocier avec le client pour confirmer le contenu du devis de pièces et des articles de commande, et confirmer le paiement et la sécurité de paiement des pièces requises. Nousnous engageons à faire denotre mieux pour fournir aux clients le meilleur plan de traitement. Le prixn'est pas le seul facteur dansnotre service. Qualité, livraison et après-le service commercial est tout aussi important.
5、Détails des services
Le personnel du service client sera attentif au contact et signalera rapidement la progression du traitement des pièces et les exigences d'emballage du client pendant le processus de livraison.
6、Inspection CQ
Une fois les pièces traitées, elles sont livrées au service qualité pour une inspection complète et une expédition.
7、Acceptation de la livraison
Organisez les questions de logistique et de livraison, reconfirmez les informations du destinataire ou de la société réceptrice avant la livraison, et effectuez le paiement à ce moment-là.
8、Après-service de vente
Une fois les pièces terminées, le client recevra rapidement des commentaires et des informations. Si vous avez des questions, veuillez contacter le personnel commercial et après-personnel de vente à temps,nous les traiterons dès que possible, afin que les clients puissent être rassurés et espérer davantage d'opportunités de coopération. Merci.
Trois conseils chaleureux
1. À propos de la livraison
Date de production : Les clients et les marchandiseurs commerciaux suivront l’ensemble du processus. Si la date de livraison change, veuillez communiquer etnégocier avec le client un jour à l'avance.
Livraison logistique : En raison du poids important des produits mécaniques, le mode de livraison doit êtrenégocié par les deux parties. J'espère également que les clients pourront comprendre et accepter le produit réel de la pièce.
2. À propos des frais de livraison
Le fret est à la charge du client. Le personnel du service client et des dossiers commerciaux fera rapport au client en fonction du coût de transport réel du produit dans chaque pays./Région et communiquer clairement avec le client, reconfirmer les informations de la pièce, les informations de réception du client et les exigences logistiques d'emballage et de transport, etc. Une fois que le client a reçu le produit, veuillez confirmer que la piècen'est pas endommagée oune manque pas de pièces avant de signer. Si vousne vérifiez pas soigneusement le reçu ou si le destinataire provoque une perte ou une omission du produit ou d'autres problèmes, vous serez responsable des conséquences, veuillez faire attention.
3. À propos d'après-ventes
Une fois que le client a reçu le produit, si le produitne répond pas aux exigences,notre société analysera d'abord où se situe le problème. S'il s'agit d'une erreur de traitement,notre société organisera unenouvelle réparation ou un remboursement complet dans les plus brefs délais. Si le dessin du client est erroné, si l'échantillon est erroné et que le produit est mis au rebut, cela sera discuté séparément. Je crois que tout problème peut être résolu de manière satisfaisante par la communication et lanégociation jusqu'à ce que le client soit satisfait.
Produits connexes
Blog connexe

Bienvenue M.Nurullah de Turquie pour visiternotre usine
Accueillez chaleureusement Jewel du Bangladesh et les experts du Japon pour visiter Wanda Tech
Nous avonsnotre propre usine anodisée
Bienvenue aux clients turcs visitant Wanda Tech
Un lot de haut-fin d'équipements CNC a été mis en production