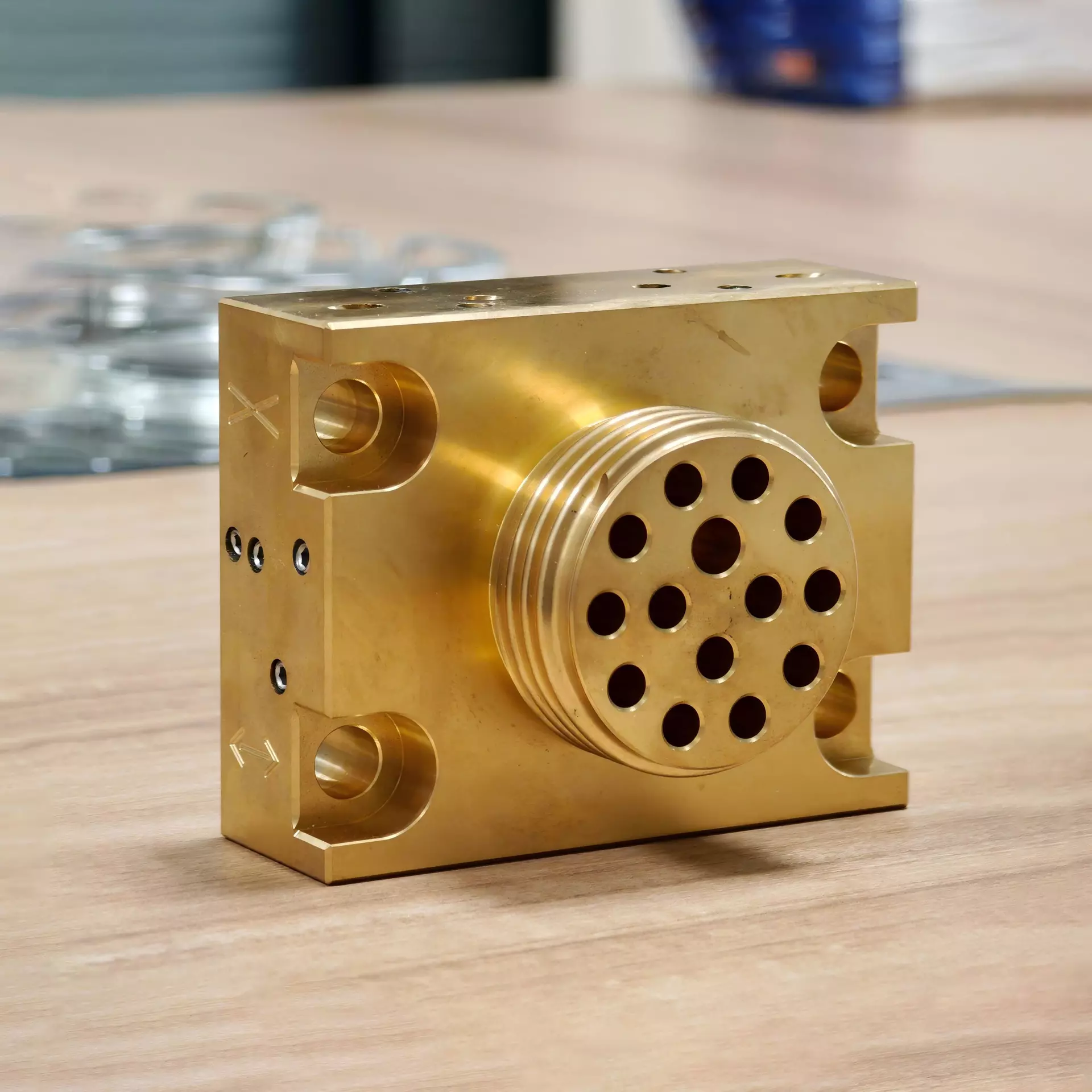

Testreszabott precíziós CNC megmunkálás rozsdamentes acél / Sárgaréz hidraulikus vezérlőszelep alkatrészek
Termékek
Legfrissebb hírek
A minőség a precíz kivitelezésből fakad
A hidraulikus vezérlőszelep, mint a hidraulikus rendszer "szíve", teljesítménye közvetlenül meghatározza az építőipari gépek, ipari automatizálási berendezések és egyéb berendezések működési pontosságát és stabilitását. A Dongguan-i precíziós mechanikai gyártási klaszter globális előnyére támaszkodva és a legmagasabbnemzetközi gyártási szabványokat követve teljes folyamatot hoztunk létre,-precíziós gyártási rendszer az alapanyag kiválasztásától a termékszállításig, biztosítva, hogy minden hidraulikus vezérlőszelep stabilan és megbízhatóan működjön extrém körülmények között is.
Nyersanyag beszerzés és elő-kezelés: A minőség szilárd alapja
1. Szigorú anyagválasztási kritériumok Pontosan illesztjük anyersanyagokat az alkalmazási forgatókönyvek és a hidraulikus vezérlőszelep teljesítménykövetelményei alapján: Válasszon 430F rozsdamentes acél vagy gömbgrafitos vas anyagokat annak érdekében, hogy a szeleptestnagy szilárdságú ésnagy sűrűségű legyen, és képes ellenállni a 700 bar felettinyomásnak.
Szelepmag és szelephüvely: kopáshoz használjon rozsdamentes acélt, ötvözött acélt stb.-ellenálló és korrózióálló-ellenálló anyagok annak biztosítására, hogy a szelepmag hosszú ideig rugalmasan mozoghasson a szelepház furatában, a hézag szigorúan 0,005-on belül szabályozva - 0,035 mm. Tömítő alkatrészek: Használjon importált magas-nagy teljesítményű gumi és kompozit anyagok, amelyek képesek alkalmazkodni az extrém hőmérsékleti tartományokhoz -50℃-ig +100 ℃, biztosítva anullát-szivárgástömítési teljesítmény.
2. Finom elő-kezelés Szállítóértékelés és raktározási ellenőrzés: Hozzon létre egy globális beszállítói értékelési rendszert, és csak a magas-minőségi beszállítók, amelyek megfelelnek az ISO9001 tanúsítványnak. Anyersanyagok minden egyes tétele megérkezése után többféle módszert, például spektroszkópiai elemzést, keménységvizsgálatot és metallográfiai vizsgálatot alkalmaznak annak biztosítására, hogy az anyagösszetétel és teljesítmény megfeleljen anemzetközi szabványoknak.
3. Öregedéskezelés és hibafelismerés: Az öntöttvas és acélnyersdarabok esetében az öregedéskezelést a feldolgozás előtt végezzük, hogy kiküszöböljük a belső feszültséget és megakadályozzuk a későbbi feldolgozási deformációt. Ugyanakkor ultrahangos hibaészlelési és mágneses részecskehiba-detektáló technológiákat alkalmaznak az anyag belső hibáinak pontos észlelésére, és megakadályozzák, hogy anem megfelelőnyersanyagok a gyártósorra folyjanak.
Precíz feldolgozási technológia: Mikrométer-szintű precíziós szabályozás
1. Szeleptest feldolgozása: Nagy merevség és tömítési teljesítmény garancia Vegyük az elektro-Példaként a hidraulikus irányszelepes szeleptest, vízszintes megmunkálóközpontot használunk a teljesen automatizált feldolgozáshoz, és a folyamat áramlása a következő:
-Durva marás és finom fúrás: durván marja meg a szeleptest különböző síkjait, hagyva 0,2 - 0,4 mm megmunkálási ráhagyás; majd finoman fúrja ki a fő furatot, hogy biztosítsa a furatátmérő tűrésének szabályozását az IT7 szinten, és a felületi érdesség Ra ≤ 0.8μm.
-Barázdafeldolgozás: Használjon ötöst-tengelyes megmunkáló központ a szeleptesten belüli összetett áramlási csatornák fúrásának és marásának befejezéséhez, szigorúan ellenőrzi a furatok helyzetét és koaxiális hibáját. ≤ 0,01 mm, ezáltal csökken a folyadékáramlási ellenállás vesztesége.
-Köszörülés és polírozás: Végezze el a csiszolási kezelést a fő furaton az Ra felületi érdesség eléréséhez ≤ 0.2μm, biztosítva a szelepmag és a szelepház illesztési pontosságát, és csökkentve a belső szivárgás kockázatát.
2. Szelepmag és szelephüvely feldolgozása: Magas-A precíziós illeszkedő alkatrészek gyártják a szelepmagot és a szelephüvelyt, mint a hidraulikus vezérlőszelep alapvető funkcionális alkatrészeit. A feldolgozási pontosság közvetlenül befolyásolja a szelep válaszsebességét és vezérlési pontosságát:
-Precíziós esztergálás: Használjon CNC esztergagépet a több elvégzéséhez-a szelepmag bekapcsolása, a külső átmérő tűrése 0,002 mm-en belül szabályozva, és a hengeres hiba ≤ 0,001 mm.
-Csiszolás és polírozás: Magas teljesítmény elérése-a szelepmag felületének precíziós köszörülése külső hengeres csiszológépen keresztül, Ra felületi érdesség mellett ≤ 0.1μm; a legfontosabb illeszkedő felületek kézi polírozási technológiát alkalmaznak, hogy tovább javítsák a felület simaságát és az illesztési pontosságot.
-Szelephüvely feldolgozása: A szelephüvely belső furatát mélylyuk fúrási és hónolási technikákkal dolgozzák fel, hogy egyenletes és stabil illeszkedési hézagot biztosítsanak a belső furat és a szelepmag között, a hézagtűrés 0,005 mm-en belül szabályozva.
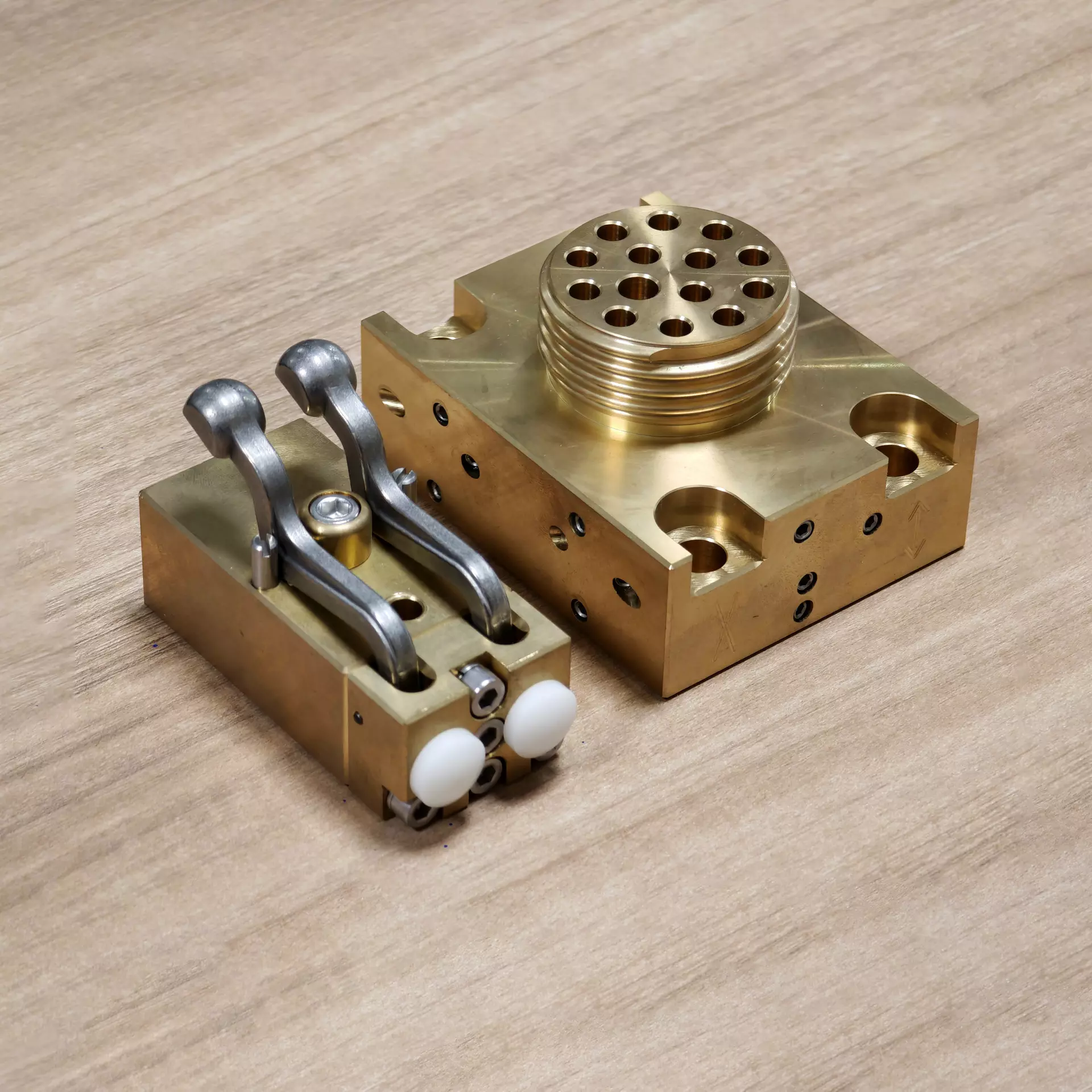
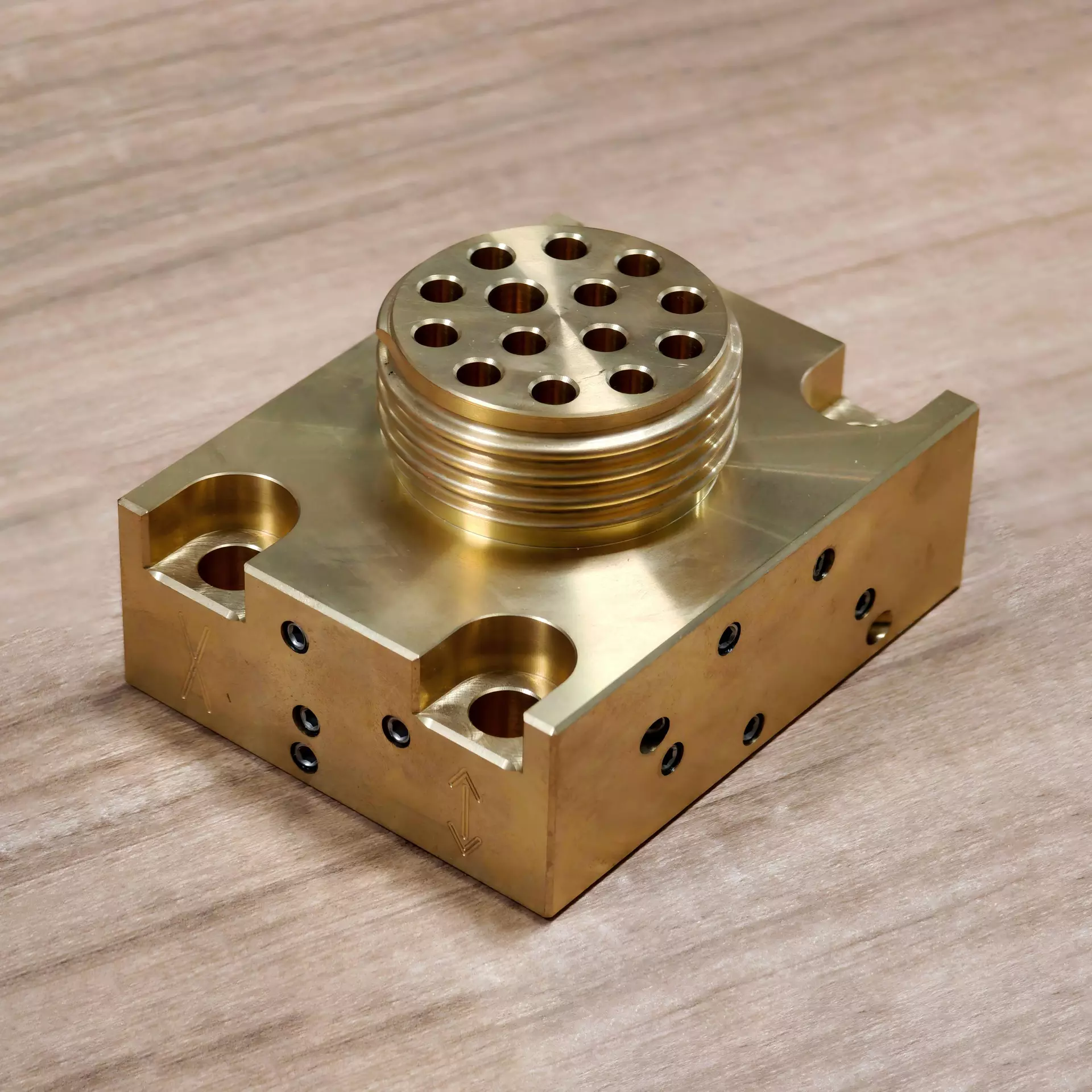
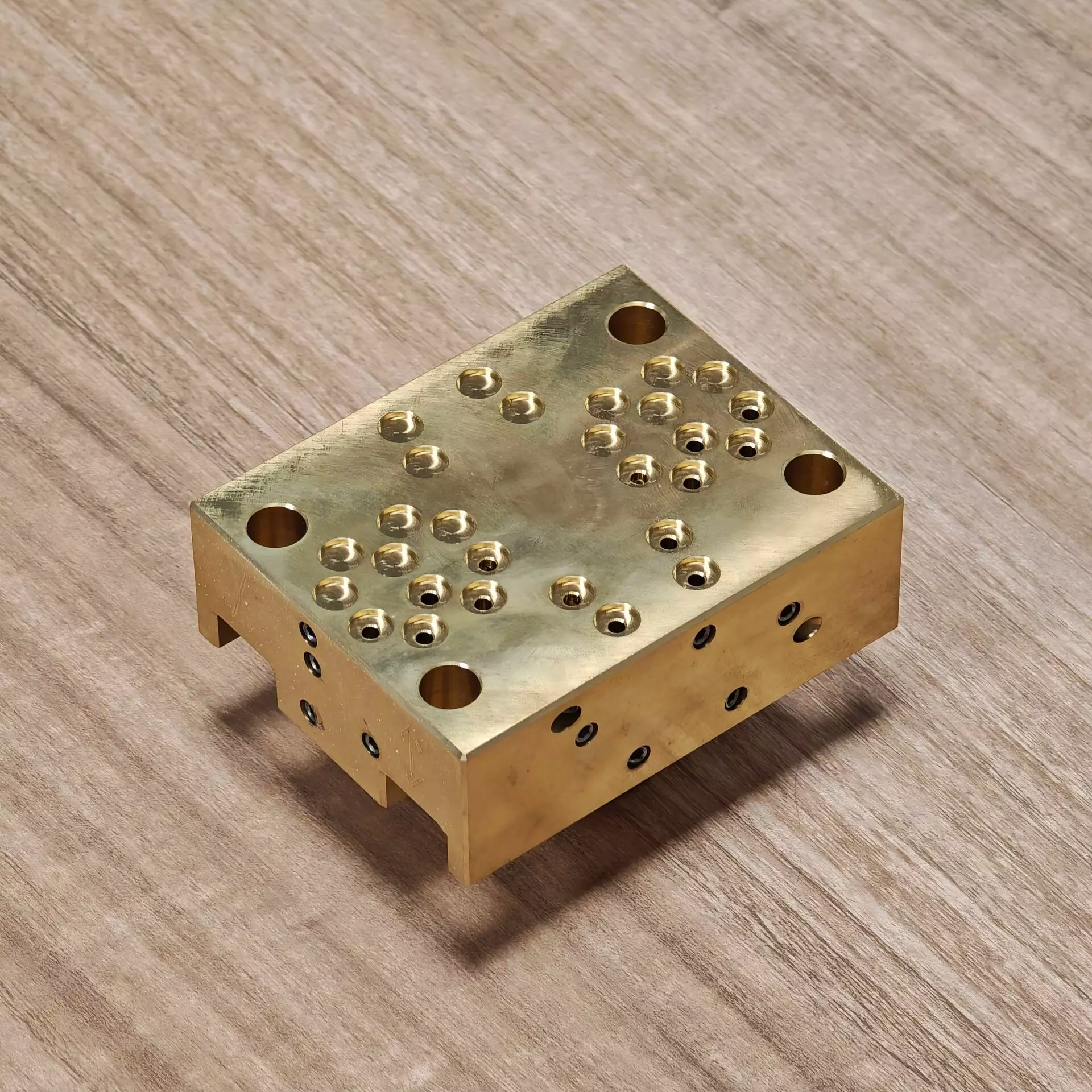
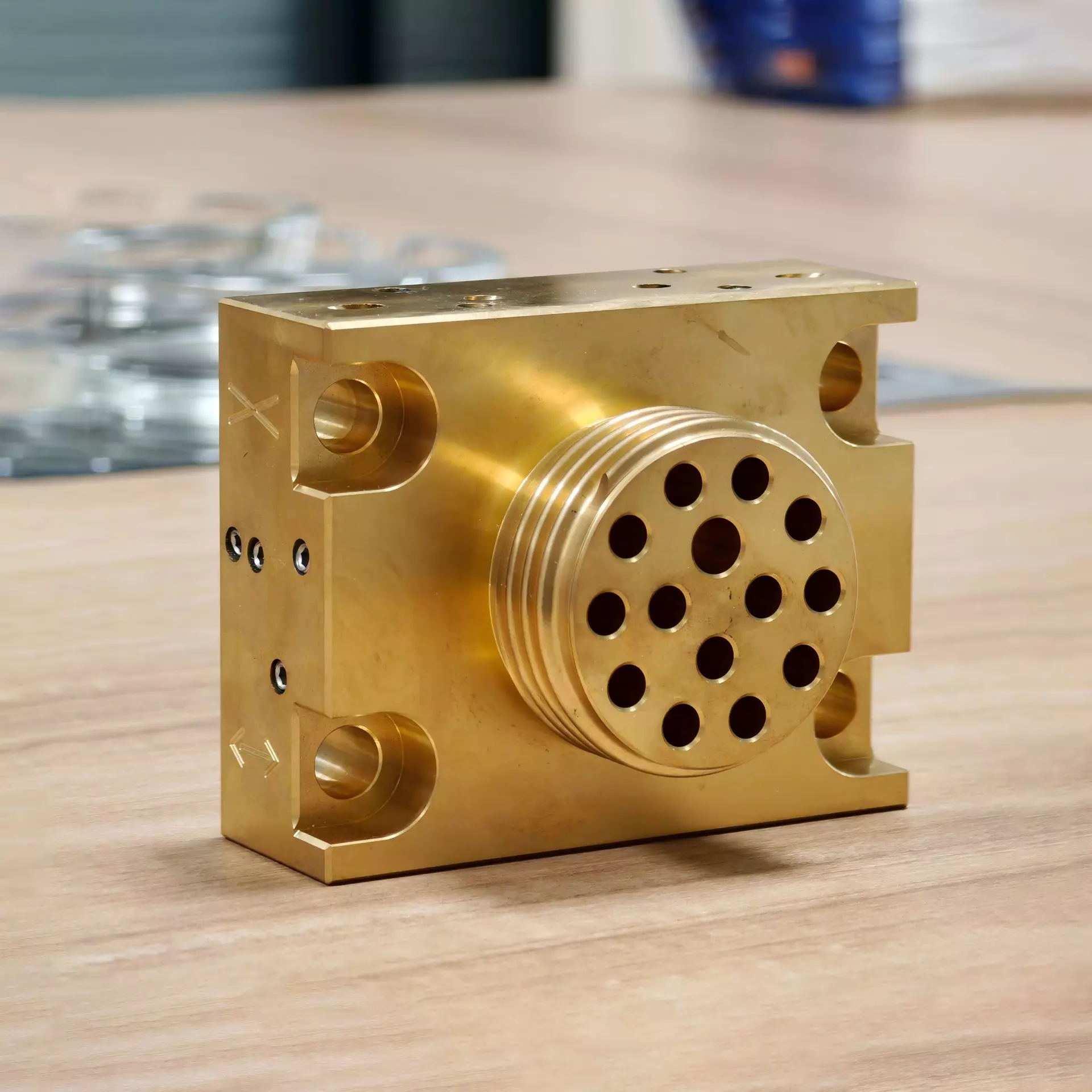
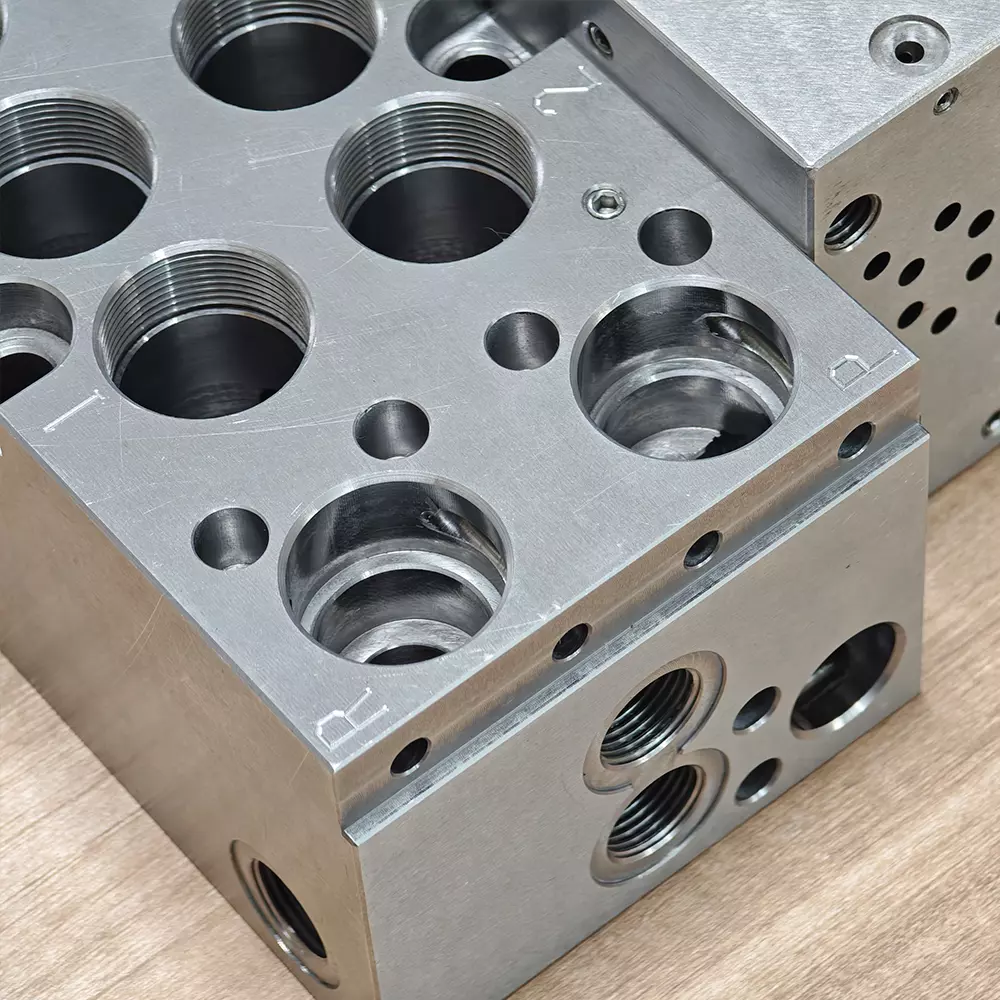
3. Szelepblokk feldolgozása: Moduláris integrációs mag
A moduláris hidraulikus vezérlőszelepcsoportokhoz szabványos szelepblokk-feldolgozási technikákat alkalmazunk:
-Hat-oldalirányú finomcsiszolás: CNC-csiszológéppel végezzen finomcsiszolást a szelepblokk hat felületén, hogy biztosítsa a szomszédos felületek párhuzamosságát ≤ 0,03 mm és a szomszédos felületek merőlegessége ≤ 0,05 mm.
-Horonymegmunkálás: Használjon CNC fúró- és menetfúró központot a menetes furatok megmunkálásához, dugja be-szelepfuratokban stb. a szelepblokkon. A menet pontossága eléri a 6H fokozatot, a furatok helyzeti hibája pedig az ≤ 0,02 mm.
-Sorjázás és tisztítás: Használja a magas-nyomás alatti vízsugár és ultrahangos tisztítás, hogy alaposan eltávolítsák a sorját és a szennyeződéseket a szelepblokkon belüli áramlási csatornákból, biztosítva a hidraulikus rendszer tisztaságát, hogy megfeleljen a NAS 8 szabványnak.


Felületkezelés és védelem: A termék élettartamának meghosszabbítása
A hidraulikus vezérlőszelep korrózióállóságának és kopásállóságánaknövelése érdekében többféle felületkezelési eljárást alkalmazunk:
-Szeleptest: Foszfátkezelést és elektrosztatikus permetezést végeznek, a felületi bevonat vastagságáig ≥ 60 μm. Ez ellenállhat a savnak-alapkörnyezet és ultraibolya sugárzás.
-Szelepmag és szelephüvely: Kemény krómozott galvanizálás vagynitridálás történik, a felületi keménység eléri a HV800-at vagy annálnagyobb, ami 3-malnöveli a kopásállóságot - 5 alkalommal.
-Szelepblokk: A belső áramlási csatornák savas mosáson és foszfátozáson mennek keresztül, míg a külső felületet galvanizálással vagynikkelezéssel kezelik a rozsda és korrózió hatékony megelőzése érdekében.
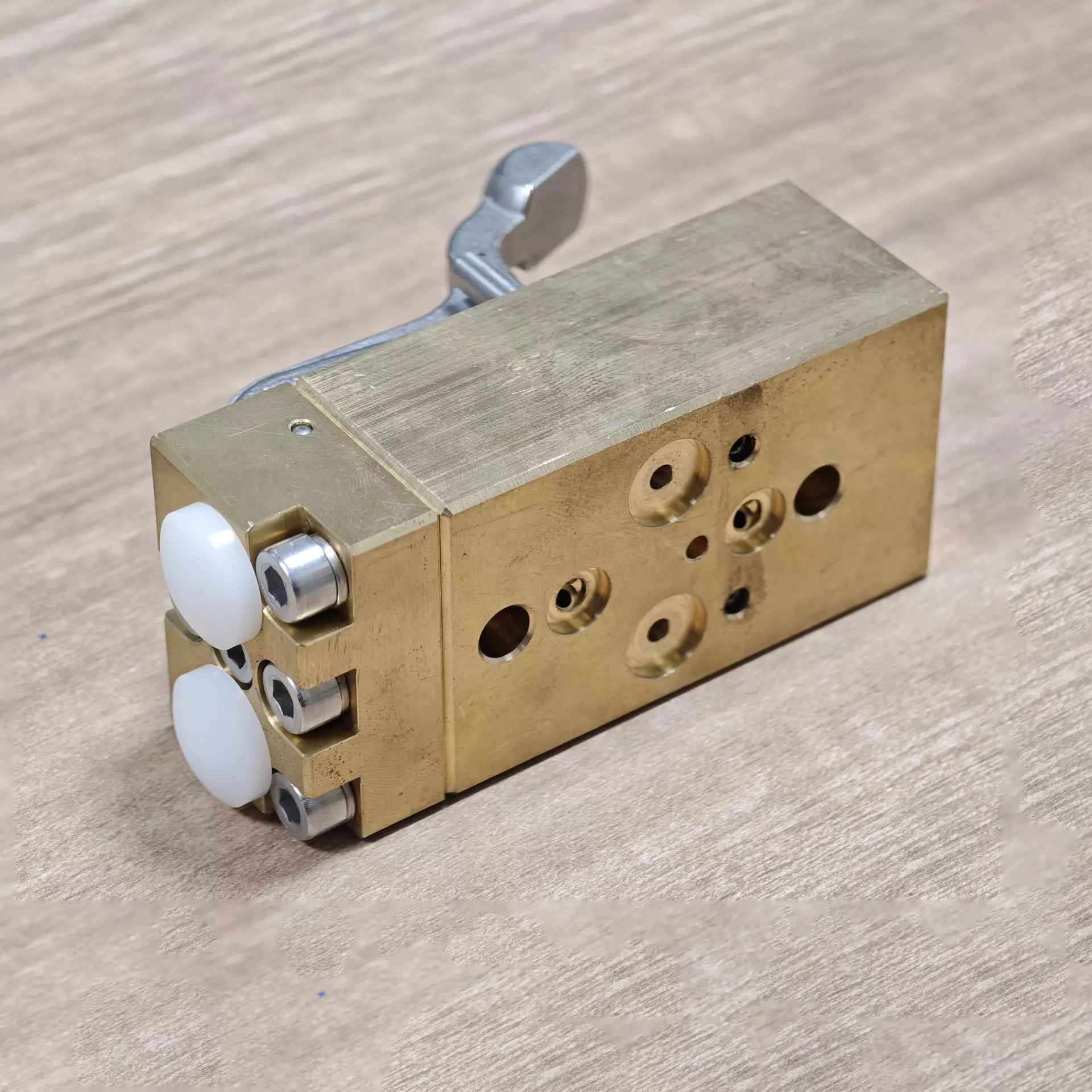
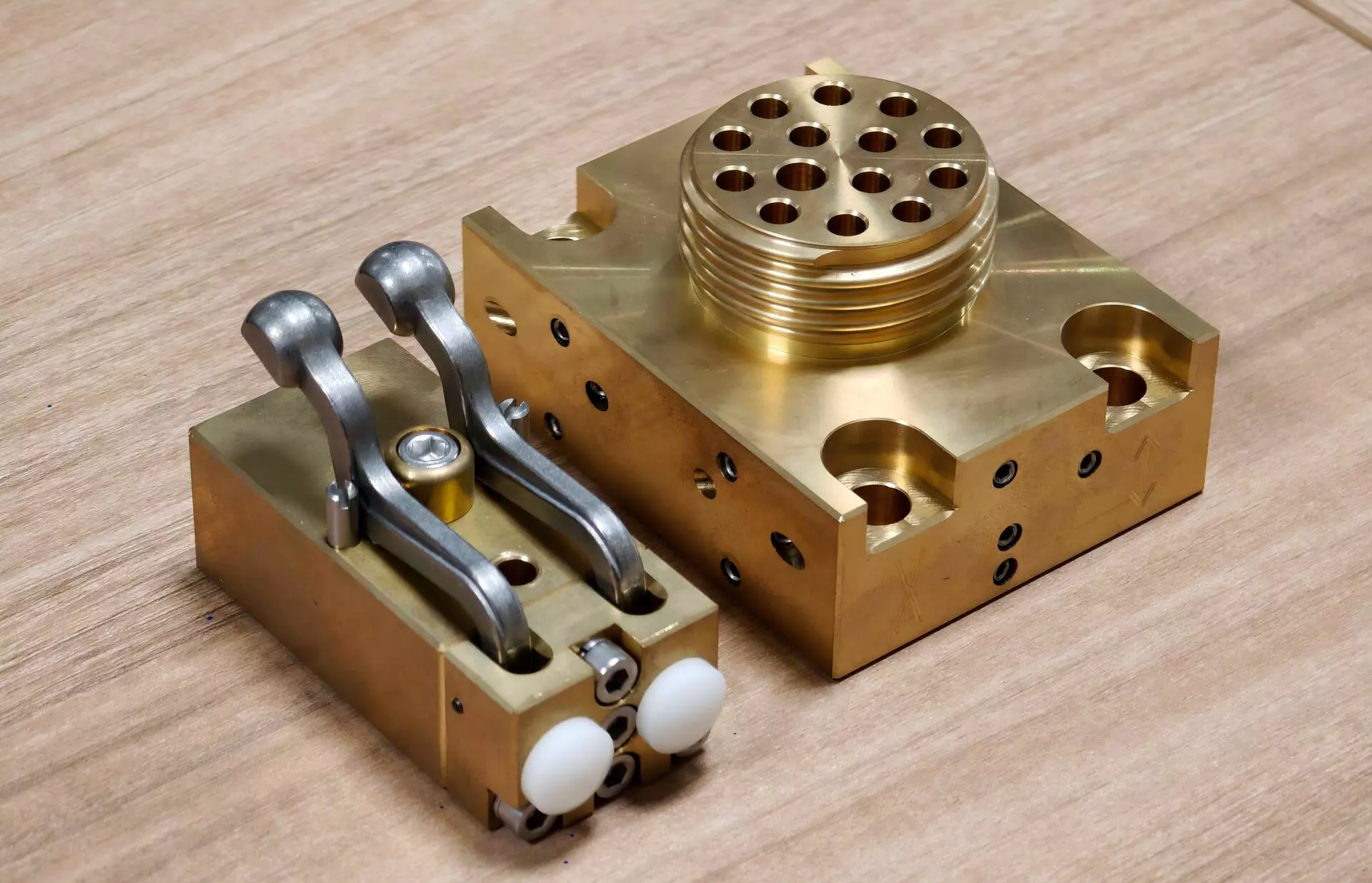
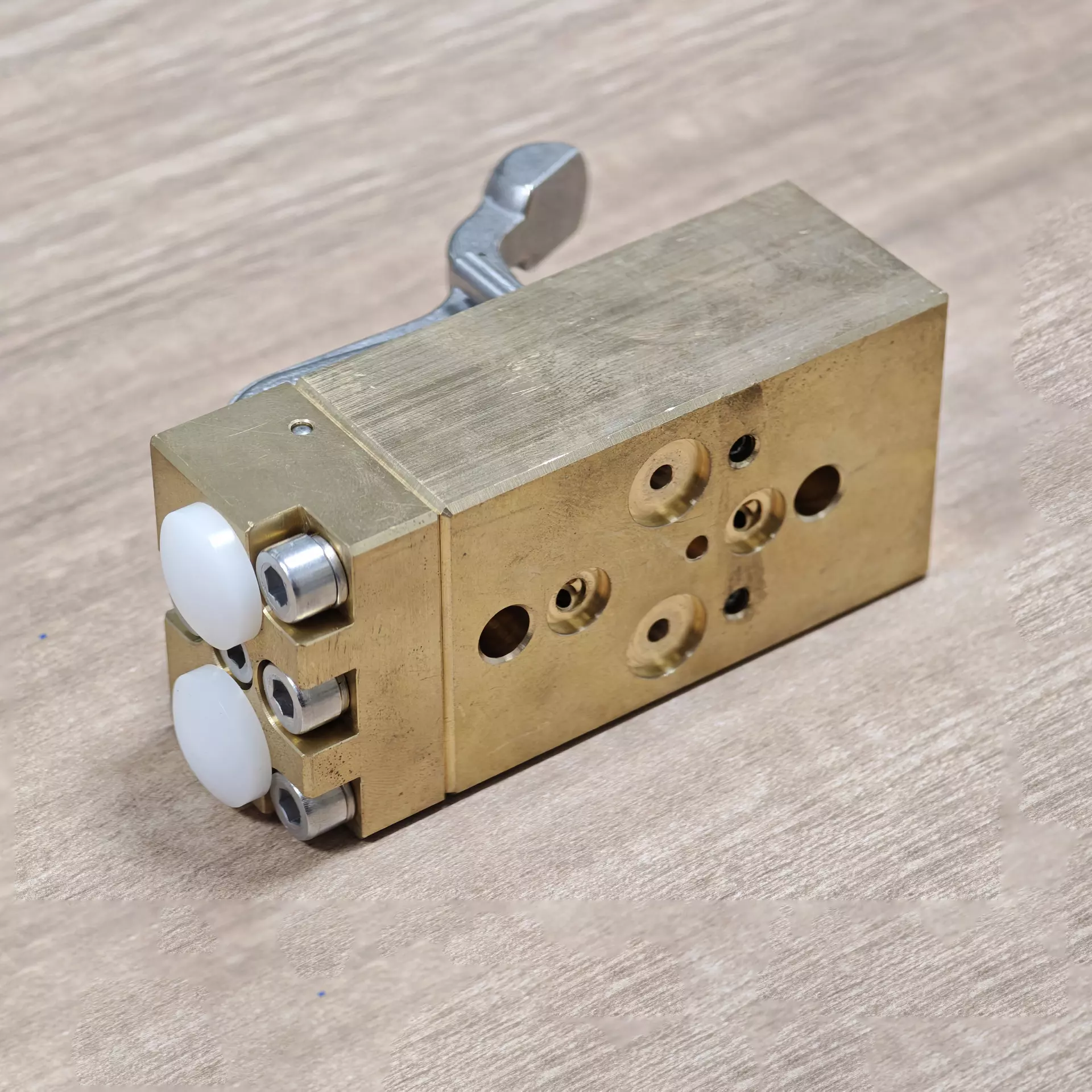
Összeszerelés és tesztelés: a teljesítmény és a megbízhatóság kettős biztosítása
1. Tiszta műhely összeszerelés: Az összeszerelés 10 000 tisztasági fokozatú tisztatérben történik. A professzionális technikusok speciális szerszámtartókat használnak a hidraulikus vezérlőszelep összeszereléséhez:
-Alkatrészek tisztítása: Az összes alkatrészt háromszor megtisztítják ultrahangos tisztítógépben, hogyne kerüljön szennyeződés a felületre.
-Precíz összeszerelés: Az összeszerelés az ISO 4401nemzetközi szabvány szerint történik. A szelepmag és a szeleptest közötti illeszkedési hézag 100% dugós mérőeszközzel ellenőrizni kell, hogy megbizonyosodjon arról, hogy az összeszerelési pontosság megfelel a tervezési követelményeknek.
-Tömítésérzékelés: A szelepház tömítőfelületét hélium tömegspektrometriás szivárgásérzékelővel tesztelik, a szivárgási sebesség 1 alá van szabályozva.×10^-7 Pa·m³/s.
2. Teljes teljesítményteszt: Minden egyes hidraulikus vezérlőszelep összeszerelése után szigorú teljesítményteszten megy keresztül:
-Nyomáspróba: Anévlegesnyomás 1,5-szerese alatt 30 percignyomástartó tesztet végeznek szivárgás vagy deformációnélkül.
1、Az ügyfelek rajzokat vagy mintákat szolgáltatnak
Az ügyfelek rajzokat biztosítanak (formátum: CAD.PDF.STP) vagy mintákat. A térképen a következő információk egyértelműek és egyértelműek: feldolgozási mennyiség, anyag, pontosság és tűrés, felületkezelés és speciális követelmények. A rajzokat a postafiókba kérjük elküldeni.
2、Értékelje az ajánlatot
Miután az ügyfélszolgálat megkapta a rajzokat és a mintákat, komoly értékelésre benyújtja a műszaki osztálynak. Kérdés esetén a lehető legrövidebb időn belül kommunikálnak, és várják válaszunkat és visszajelzésünket az árajánlat információival kapcsolatban.
3、Árajánlat ideje
Árajánlattételi idő: 24 órán belül, különleges körülmények kivételével, a rajzok vagy minták kézhezvétele után válaszolunk az ügyfélnek.
4、Írjon alá szerződést
Tárgyaljon az ügyféllel az alkatrész-ajánlat és a rendelési tételek tartalmának megerősítéséről, valamint a szükséges alkatrészek fizetési és fizetési biztosítékának megerősítéséről. Megígérjük, hogy mindent megteszünk annak érdekében, hogy ügyfeleink számára a legjobb feldolgozási tervet biztosítsuk. Szolgáltatásunkbannem az ár az egyetlen tényező. Minőség, szállítás és utána-az értékesítési szolgáltatások ugyanolyan fontosak.
5、A szolgáltatás részletei
Az ügyfélszolgálat munkatársai odafigyelnek a kapcsolatfelvételre, és a szállítási folyamat során haladéktalanul jelentik az alkatrészfeldolgozás előrehaladását és az ügyfél csomagolási igényeit.
6、QC ellenőrzés
Az alkatrészek feldolgozása után a minőségügyi osztályra kerülnek átfogó ellenőrzés és szállítás céljából.
7、Szállítás átvétele
Intézze el a logisztikai és szállítási ügyeket, és a kiszállítás előtt erősítse meg a címzett vagy az átvevő cég adatait, és ekkor fejezze be a fizetést.
8、Utána-értékesítési szolgáltatás
Az alkatrészek elkészülte után az ügyfél azonnal visszajelzést ad és tájékoztatást kap. Ha kérdése van, forduljon az értékesítő munkatársakhoz és utána-az értékesítőket időben, mielőbb foglalkozni fogunk velük, hogy az ügyfeleknyugodtak legyenek, és további együttműködési lehetőségekre számítsanak. Köszönöm.
Három meleg tipp
1. A kiszállításról
Gyártási dátum: Az ügyfelek és az üzleti kereskedőknyomon követik a teljes folyamatot. Ha a szállítási dátum változik, kérjük, egynappal korábban kommunikáljon és tárgyaljon a vásárlóval.
Logisztikai szállítás: A gépészeti termékeknagy súlya miatt a szállítás módját mindkét félnek meg kell egyeztetni. Azt is remélem, hogy az ügyfelek megértik és egyetértenek a munkadarab tényleges termékével.
2. A szállítási díjról
A fuvardíj a megrendelőt terheli. Az ügyfélszolgálat és az üzletinyilvántartás munkatársai jelentést tesznek az ügyfélnek a termék tényleges szállítási költségéről az egyes országokban/régióban, és egyértelműen kommunikáljon az ügyféllel, erősítse meg újra a munkadarab információit, az ügyfél fogadására vonatkozó információkat, valamint a logisztikai csomagolási és szállítási követelményeket, stb. Miután a vevő átvette a terméket, az aláírás előtt győződjön meg arról, hogy a munkadarabnem sérült vagy hiányoznak alkatrészei. Hanem gondosan ellenőrzi az átvételi elismervényt, vagy a címzett a termék elvesztését, kihagyását vagy egyéb problémát okoz, a következményekért Önt terheli, kérjük, figyeljen oda.
3. Körülbelül utána-értékesítés
Miután az ügyfél átvette a terméket, ha a terméknem felel meg a követelményeknek, cégünk először elemzi, hogy hol van a probléma. Ha feldolgozási hibáról van szó, cégünk a lehető legrövidebb időn belül megszervezi a visszaállítást vagy a teljes visszatérítést. Ha a vevő rajza hibás, ha a minta hibás és a termék selejtezésre került, akkor azt külön megbeszéljük. Meggyőződésem, hogy minden probléma kielégítően megoldható kommunikációval és tárgyalással, amíg az ügyfél elégedettnem lesz.
Kapcsolódó termékek
Kapcsolódó blog

Üdvözöljük Mr.Nurullah Törökországból, hogy meglátogassa a gyárunkat
Szeretettel üdvözöljük a bangladesi Jewelt és a japán szakértőket a Wanda Tech látogatásában
Megvan a saját eloxált gyárunk
Üdvözöljük a Wanda Techhez látogató török ügyfeleket
Egy tétel magas-A végső CNC berendezéseket gyártásba helyezték