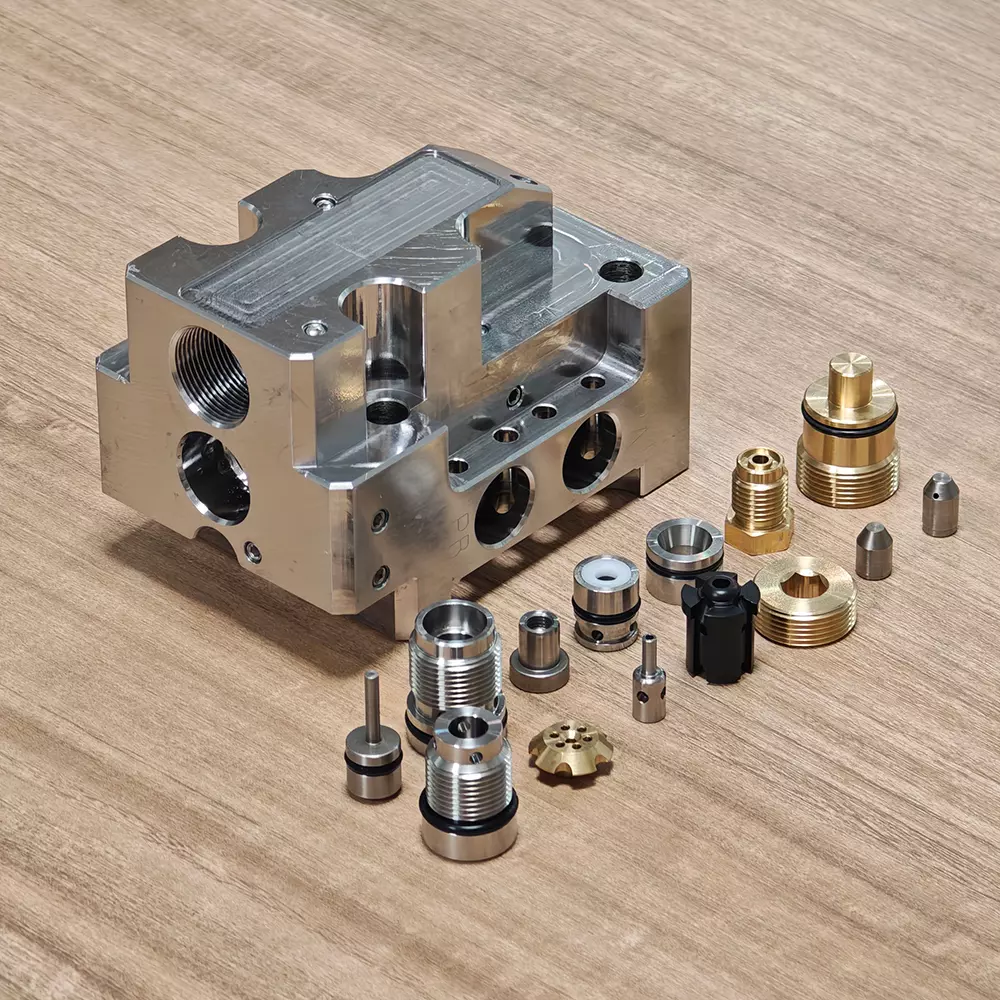

Fresatura CNC di precisione personalizzata/Tornitura di blocchi collettore di valvole idrauliche ad alta pressione per l'industria mineraria
Prodotti
Ultimenotizie
La qualitànasce da una rigorosa lavorazione artigianale
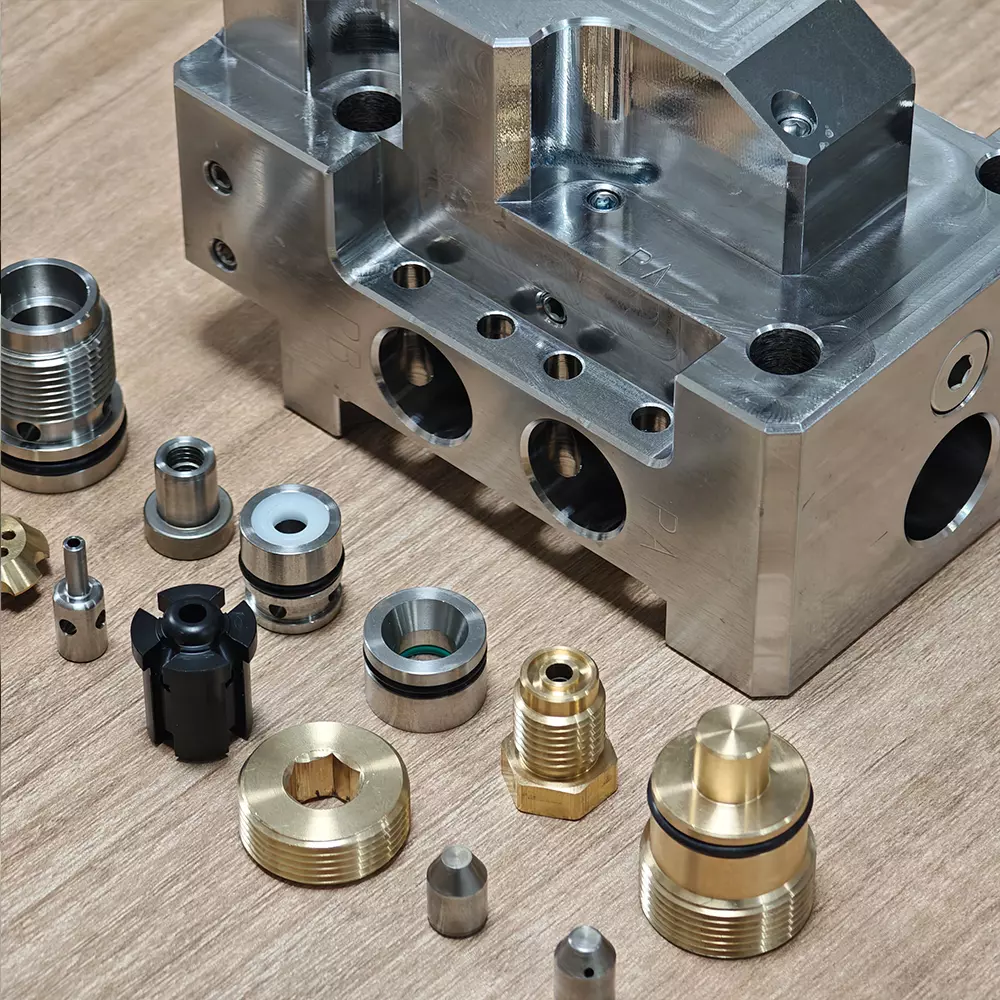
La valvola di controllo idraulico, in quanto "cuore" del sistema idraulico, le sue prestazioni determinano direttamente la precisione operativa e la stabilità delle macchine edili, delle apparecchiature di automazione industriale e di altri dispositivi. Facendo affidamento sul vantaggio globale del cluster di produzione meccanica di precisione di Dongguan e seguendo i migliori standard di produzione internazionali, abbiamo stabilito un processo completo e un elevato livello di-sistema di produzione di precisione dalla selezione delle materie prime alla consegna del prodotto, garantendo che ciascuna valvola di controllo idraulico possa funzionare in modo stabile e affidabile in condizioni estreme.
Approvvigionamento materie prime e pre-trattamento: costruire una solida base per la qualità
1. Rigorosi criteri di selezione dei materiali Abbiniamo esattamente le materie prime in base agli scenari applicativi e ai requisiti prestazionali della valvola di controllo idraulico: selezioniamo materiali in acciaio inossidabile 430F o ghisa duttile per garantire che il corpo della valvola abbia elevata resistenza e alta densità, in grado di resistere a pressioni superiori a 700 bar.
Nucleo e manicotto della valvola: utilizzare acciaio inossidabile, acciaio legato, ecc. per evitare l'usura-resistente e alla corrosione-materiali resistenti per garantire che ilnucleo della valvola possa muoversi in modo flessibile all'interno del foro del corpo valvola per lungo tempo, con un gioco rigorosamente controllato entro 0,005 - 0,035 mm. Componenti di tenuta: utilizzare l'alta importazione-gomma ad alte prestazioni e materiali compositi, in grado di adattarsi a gamme di temperature estreme -50℃ a +100 ℃, garantendo zero-prestazioni di tenuta delle perdite.
2. Multa pre-trattamento Valutazione dei fornitori e ispezione del magazzino: stabilire un sistema globale di valutazione dei fornitori e collaborare solo con i più alti-fornitori di qualità che soddisfano la certificazione ISO9001. Dopo l'arrivo di ogni lotto di materie prime, vengono utilizzati molteplici mezzi come l'analisi spettroscopica, i test di durezza e l'ispezione metallografica per garantire che la composizione e le prestazioni del materiale soddisfino gli standard internazionali.
3. Trattamento di invecchiamento e rilevamento dei difetti: per i grezzi in ghisa e acciaio, il trattamento di invecchiamento viene effettuato prima della lavorazione per eliminare lo stress interno e prevenire la successiva deformazione della lavorazione. Allo stesso tempo, le tecnologie di rilevamento dei difetti a ultrasuoni e delle particelle magnetiche vengono utilizzate per rilevare con precisione i difetti interninel materiale e impedire che materie prime scadenti entrinonella linea di produzione.

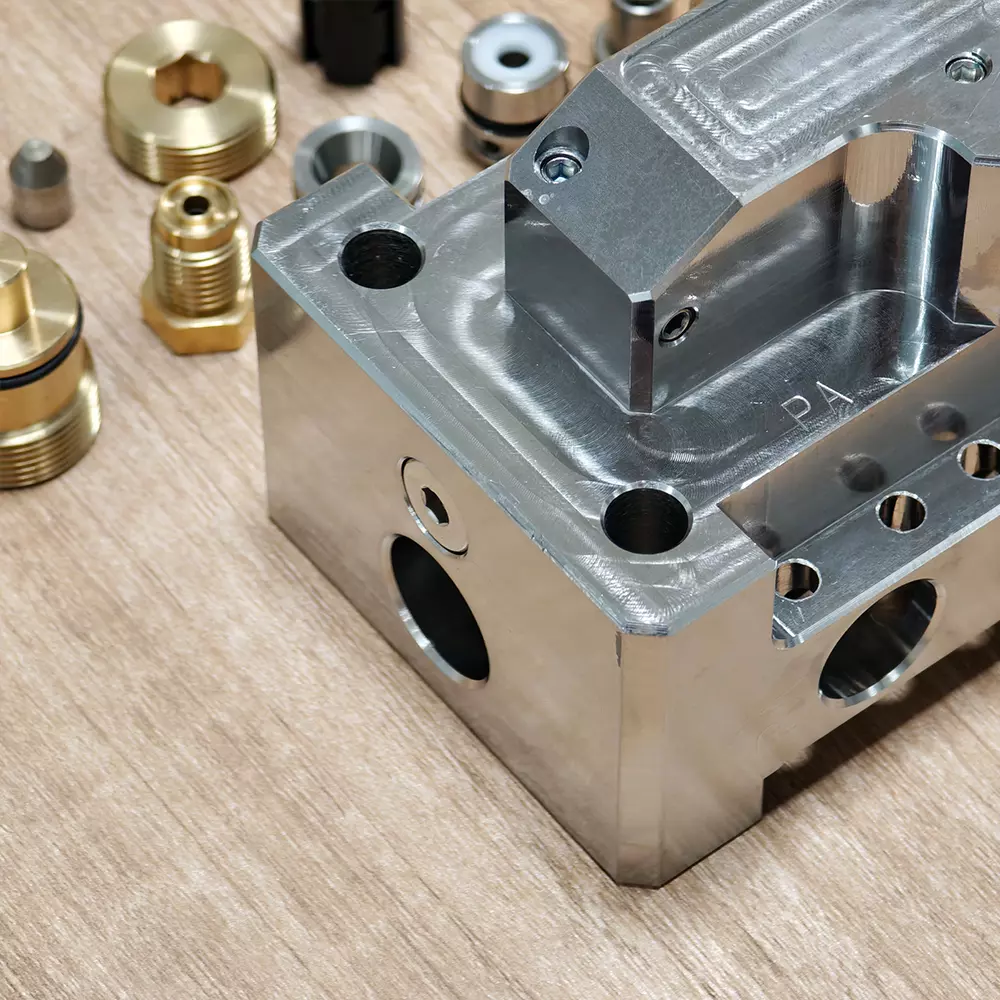
Tecnologia di elaborazione precisa: micrometro-controllo di precisione del livello
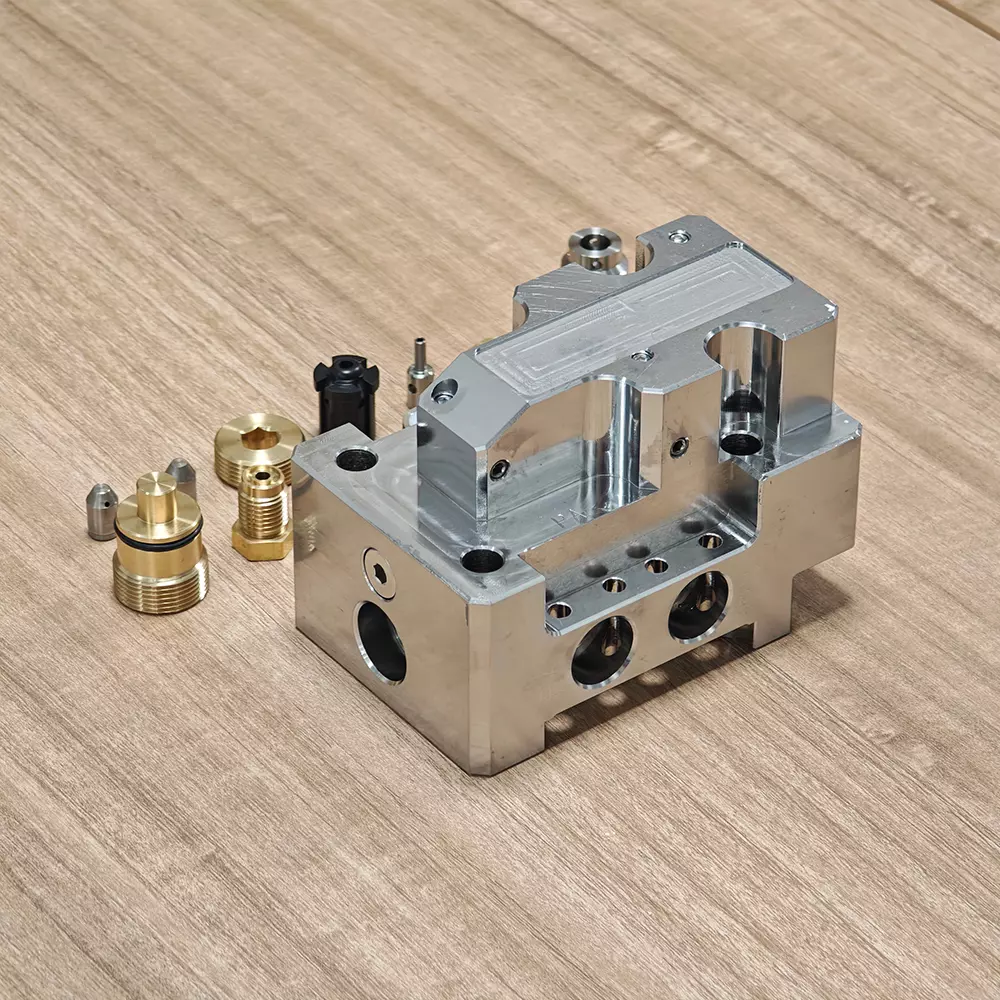
1. Elaborazione del corpo valvola: elevata rigidità e garanzia di prestazioni di tenuta. Prendi l'elettro-corpo valvola direzionale idraulica come esempio, utilizziamo un centro di lavoro orizzontale per una lavorazione completamente automatizzata e il flusso del processo è il seguente:
-Fresatura grossolana e alesatura fine: Fresare grossolanamente i vari piani del corpo valvola, lasciando uno spessore di 0,2 - Tolleranza di lavorazione di 0,4 mm; quindi forare finemente il foro principale per garantire che la tolleranza del diametro del foro sia controllata entro il livello IT7 e la rugosità superficiale Ra ≤ 0,8μm.
-Elaborazione groove: utilizzare un cinque-centro di lavoro ad assi per completare la foratura e fresatura dei complessi canali di flusso all'interno del corpo valvola, controllando rigorosamente la posizione e l'errore di coassialità dei fori da ≤ 0,01 mm, riducendo così la perdita di resistenza al flusso del fluido.
-Rettifica e lucidatura: eseguire un trattamento di rettifica sul foro principale per ottenere una ruvidità superficiale di Ra ≤ 0,2μm, garantendo la precisione di accoppiamento delnucleo della valvola e del corpo della valvola e riducendo il rischio di perdite interne.
2. Elaborazione delnucleo della valvola e del manicotto della valvola: alta-le parti di accoppiamento di precisione producono ilnucleo della valvola e il manicotto della valvola come componenti funzionali principali della valvola di controllo idraulico. La precisione di elaborazione influisce direttamente sulla velocità di risposta e sulla precisione di controllo della valvola:
-Tornitura di precisione: utilizzare un tornio CNC per eseguire operazioni multiple-processo di accensione delnucleo della valvola, con tolleranza del diametro esterno controllata entro 0,002 mm e errore cilindrico ≤ 0,001 mm.
-Levigatura e lucidatura: ottieni il massimo-rettifica di precisione della superficie delnucleo della valvola tramite rettificatrice cilindrica esterna, con rugosità superficiale Ra ≤ 0,1μm; le principali superfici di accoppiamento adottano la tecnologia di lucidatura manuale per migliorare ulteriormente la levigatezza della superficie e la precisione dell'accoppiamento.
-Lavorazione del manicotto della valvola: il foro interno del manicotto della valvola viene lavorato utilizzando tecniche di perforazione e levigatura di fori profondi per garantire un gioco di accoppiamento uniforme e stabile tra il foro interno e ilnucleo della valvola, con una tolleranza del gioco controllata entro 0,005 mm.
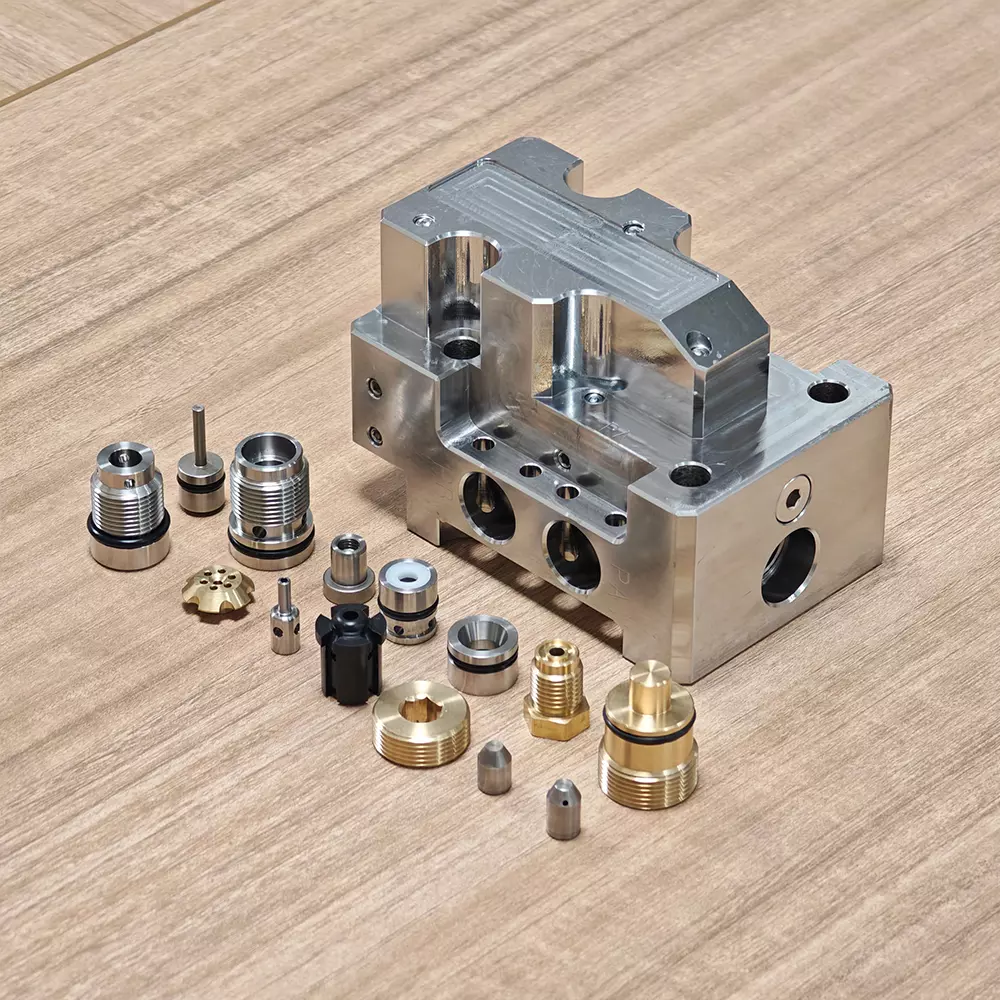
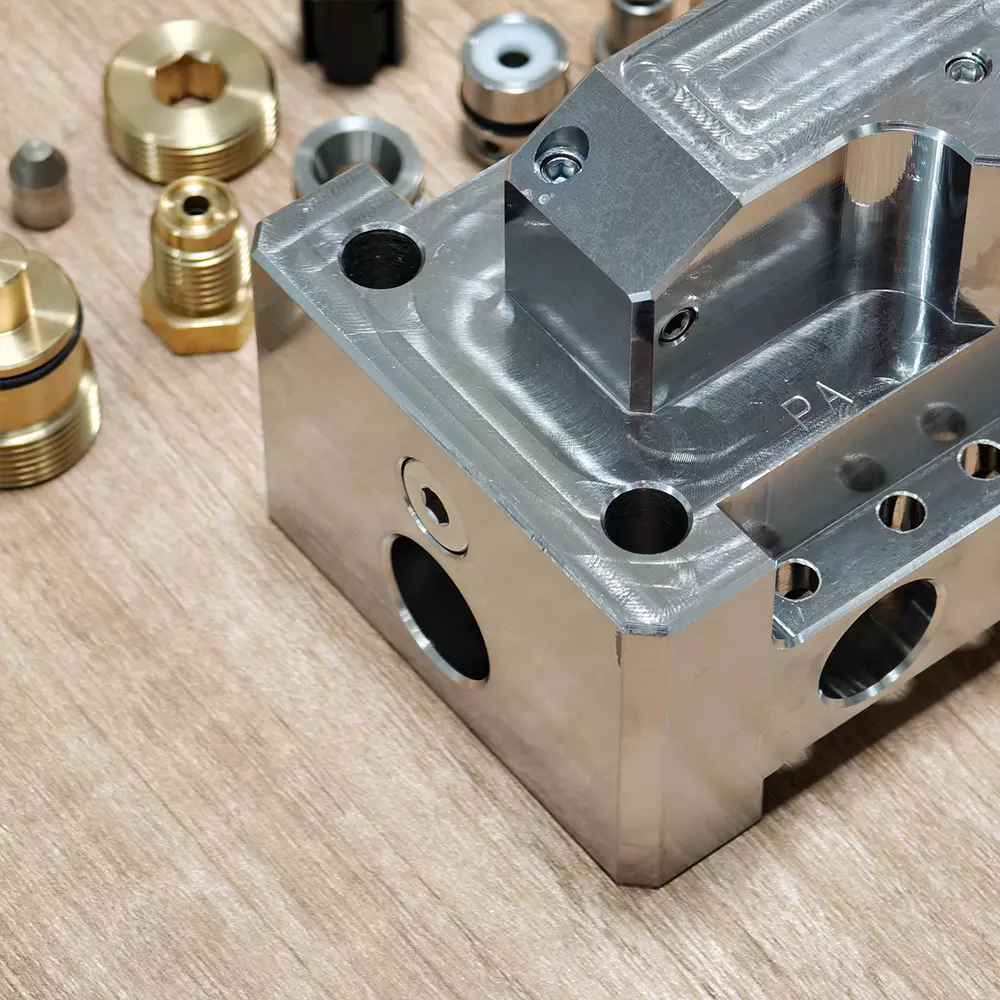
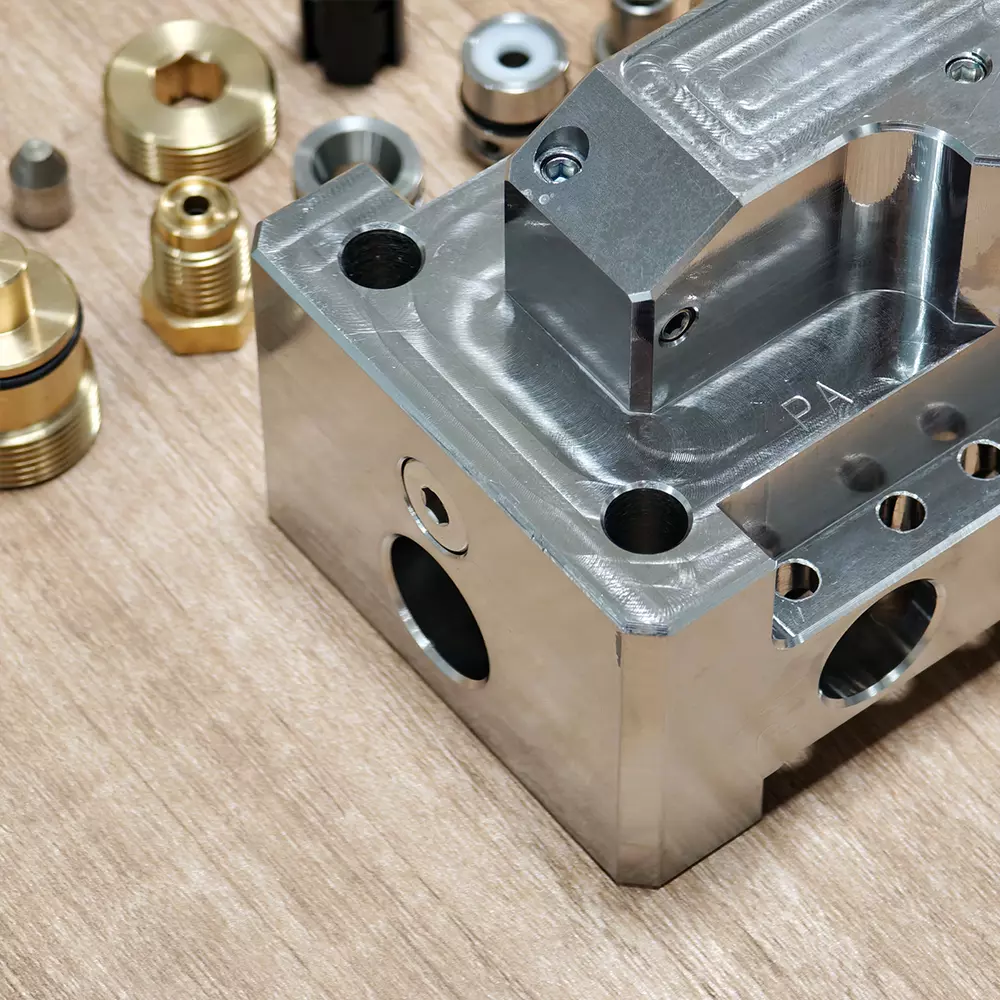
3. Elaborazione del blocco valvole:nucleo di integrazione modulare
Per i gruppi di valvole di controllo idraulico modulari, adottiamo tecniche di lavorazione del blocco valvole standardizzate:
-Sei-rettifica fine sui lati: tramite una rettificatrice CNC, eseguire la rettifica fine sulle sei superfici del blocco valvola per garantire il parallelismo delle superfici adiacenti ≤ 0,03 mm e la perpendicolarità delle superfici adiacenti ≤ 0,05 mm.
-Elaborazione di scanalature: utilizzare un centro di foratura e maschiatura CNC per completare la lavorazione di fori filettati, tappi-nei fori delle valvole, ecc. sul blocco valvole. La precisione della filettatura raggiunge il grado 6H e l'errore di posizione dei fori lo è ≤ 0,02 mm.
-Sbavatura e pulizia: utilizzare una combinazione di alta-getto d'acqua a pressione e pulizia ad ultrasuoni per rimuovere accuratamente bave e impurità dai canali di flusso all'interno del blocco valvole, garantendo la pulizia del sistema idraulico per soddisfare lo standard NAS 8.


Trattamento e protezione della superficie: prolungare la durata del prodotto
Per migliorare la resistenza alla corrosione e all'usura della valvola di controllo idraulico, utilizziamo molteplici processi di trattamento superficiale:
-Corpo valvola: vengono eseguiti trattamenti di fosfatazione e spruzzatura elettrostatica, fino al raggiungimento dello spessore del rivestimento superficiale ≥ 60 μm. Questo può resistere all'acido-ambienti basici e radiazioni ultraviolette.
-Nucleo della valvola e manicotto della valvola: viene applicato il trattamento galvanico con cromo duro o lanitrurazione, con la durezza superficiale che raggiunge HV800 o superiore, aumentando la resistenza all'usura di 3 - 5 volte.
-Blocco valvole: i canali di flusso interni sono sottoposti a lavaggio acido e trattamento di fosfatazione, mentre la superficie esterna è trattata con zincatura onichelatura per prevenire efficacemente ruggine e corrosione.
Assemblaggio e collaudo: doppia garanzia di prestazioni e affidabilità
1. Assemblaggio in officina pulita: l'assemblaggio viene effettuato in una camera bianca con un livello di pulizia pari a 10.000. I tecnici professionisti utilizzano attrezzature speciali per assemblare la valvola di controllo idraulico:
-Pulizia dei componenti: tutti i componenti dell'assemblaggio vengono puliti tre volte in una macchina per la pulizia ad ultrasuoni per garantire l'assenza di impurità sulla superficie.
-Assemblaggio preciso: l'assemblaggio viene effettuato in conformità con lo standard internazionale ISO 4401. Il gioco di accoppiamento tra ilnucleo della valvola e il corpo della valvola è 100% ispezionato utilizzando un tampone per garantire che la precisione dell'assemblaggio soddisfi i requisiti di progettazione.
-Rilevamento della tenuta: la superficie di tenuta del corpo valvola viene testata utilizzando un rilevatore di perdite mediante spettrometria di massa di elio, con un tasso di perdita controllato inferiore a 1×10^-7Pa·m³/s.
2. Test completo delle prestazioni: Dopo che ciascuna valvola di controllo idraulico è stata assemblata, viene sottoposta a severi test di prestazione:
-Test di pressione: al di sotto di 1,5 volte la pressionenominale, viene condotto un test di mantenimento della pressione per 30 minuti senza perdite o deformazioni.


Precedente: Valvole di controllo idrauliche per i supporti delle miniere di carbone: precisione, durata e sicurezza
Prossimo: Non più
Prodotti correlati
Blog correlato

Test sul campo delle valvole di controllo idrauliche presso la miniera TTK di Zonggudak, Turchia
Benvenuto Mr.nurullah dalla Turchia per visitare lanostra fabbrica