
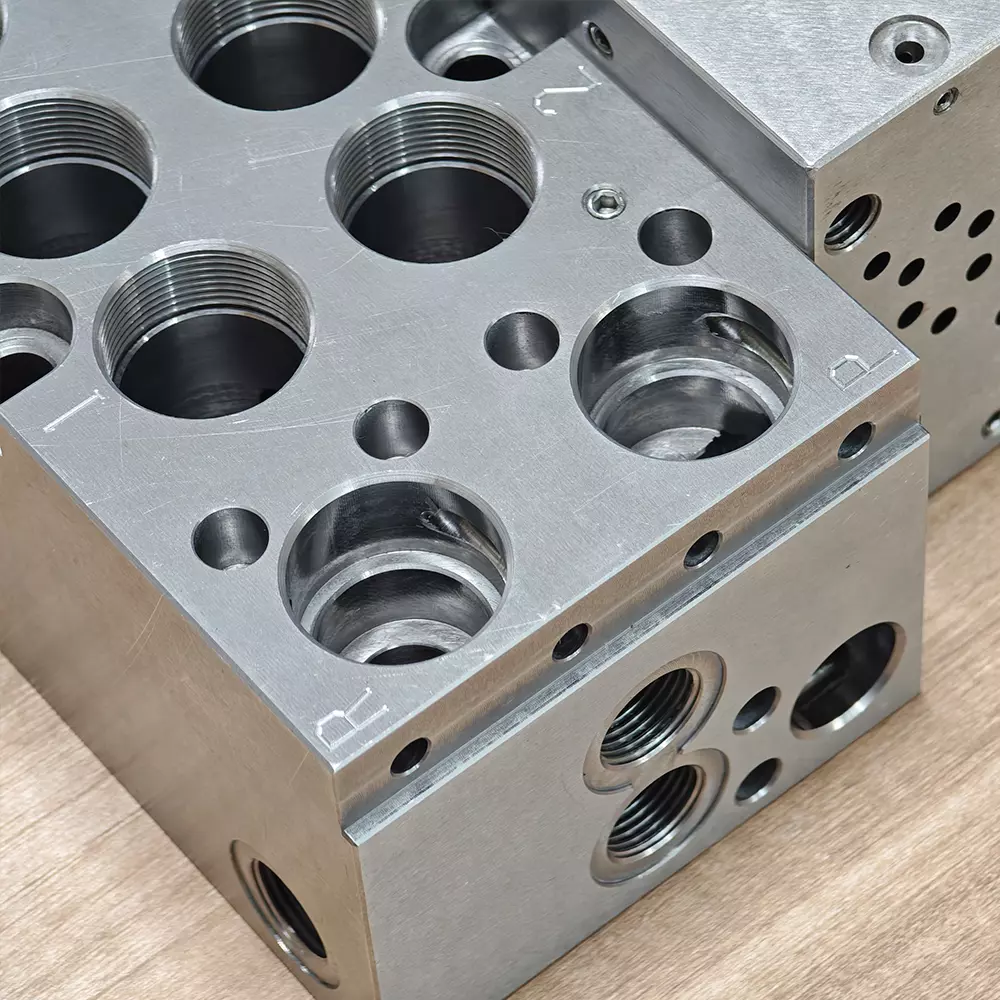
Aangepaste precisie CNC-bewerking van roestvrij staal / Messing hydraulische regelkleponderdelen
Producten
Laatstenieuws
Kwaliteit komt voort uitnauwgezet vakmanschap
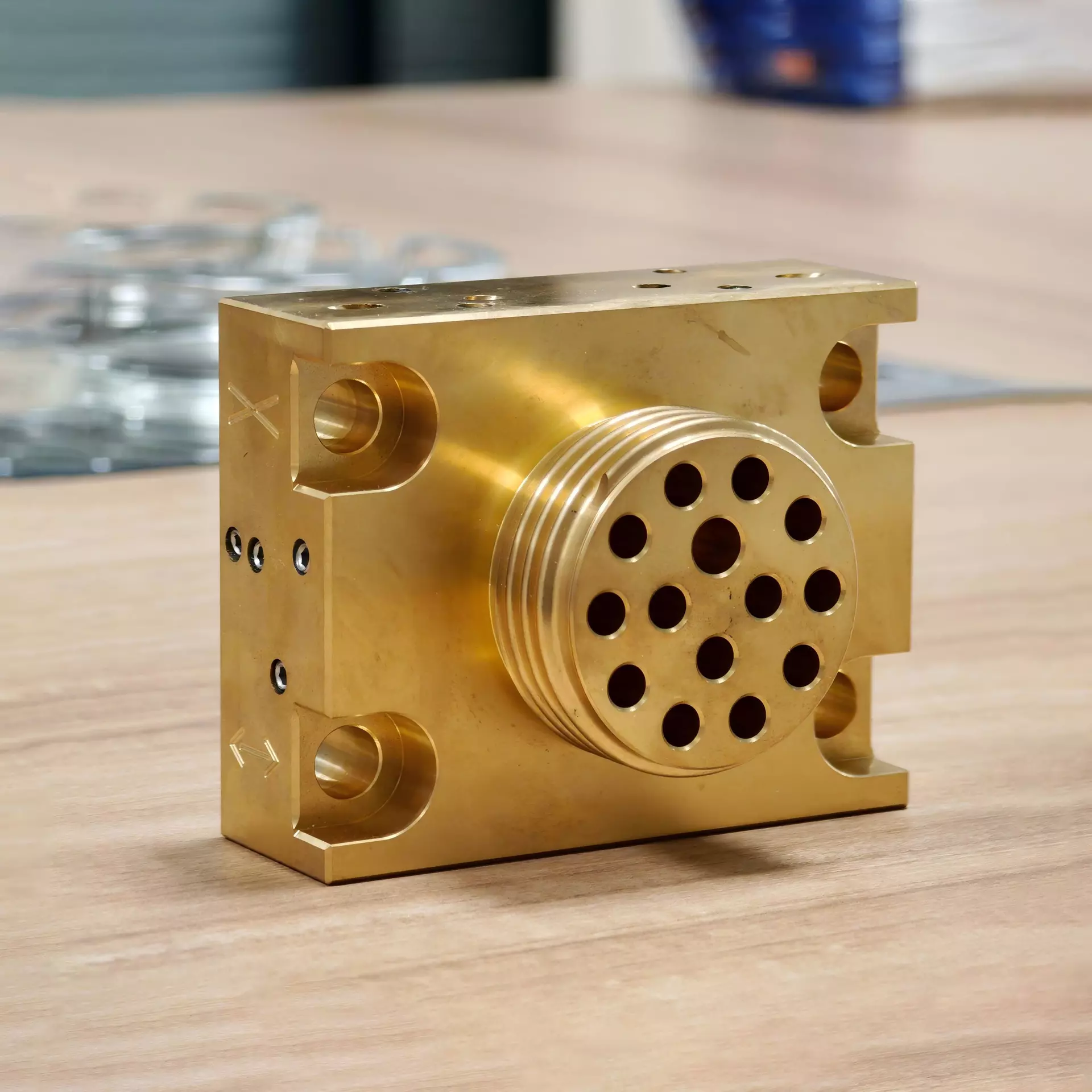
De hydraulische regelklep, als het "hart" van het hydraulische systeem, bepaalt zijn prestaties rechtstreeks de operationelenauwkeurigheid en stabiliteit van bouwmachines, industriële automatiseringsapparatuur en andere apparaten. Vertrouwend op het wereldwijde voordeel van de precisiemechanische productiecluster in Dongguan, en volgens de hoogste internationale productienormen, hebben we een compleet proces en hoge kwaliteit ontwikkeld-precisieproductiesysteem, van de selectie van grondstoffen tot de levering van het product, waardoor ervoor wordt gezorgd dat elke hydraulische regelklep onder extreme omstandigheden stabiel en betrouwbaar kan werken.
Inkoop van grondstoffen en pre-behandeling: Het bouwen van een solide basis voor kwaliteit
1. Strenge materiaalselectiecriteria We stemmen grondstoffennauwkeurig af op basis van de toepassingsscenario's en prestatie-eisen van de hydraulische regelklep: Selecteer 430F roestvrij staal ofnodulair gietijzer om ervoor te zorgen dat het kleplichaam een hoge sterkte en hoge dichtheid heeft en in staat is om drukken boven 700 bar te weerstaan.
Klepkern en klephuls: Gebruik roestvrij staal, gelegeerd staal, enz. voor slijtage-bestendig en corrosie-resistente materialen om ervoor te zorgen dat de klepkern lange tijd flexibel in het kleplichaamgat kan bewegen, waarbij de speling strikt wordt gecontroleerd binnen 0,005 - 0,035 mm. Afdichtingscomponenten: gebruik geïmporteerd hoog-hoogwaardige rubber- en composietmaterialen, die zich kunnen aanpassen aan extreme temperatuurbereiken -50℃ tot +100℃, waardoornul wordt gegarandeerd-lekkage afdichtingsprestaties.
2. Fijne pre-behandeling Leveranciersevaluatie en opslaginspectie: Zet een wereldwijd leveranciersevaluatiesysteem op en werk alleen samen met high-kwaliteitsleveranciers die voldoen aan de ISO9001-certificering. Nadat elke partij grondstoffen arriveert, worden meerdere middelen zoals spectroscopieanalyse, hardheidstesten en metallografische inspectie gebruikt om ervoor te zorgen dat de materiaalsamenstelling en prestaties voldoen aan internationalenormen.
3. Verouderingsbehandeling en foutdetectie: Bij gietijzeren en stalen blanco's wordt vóór de verwerking een verouderingsbehandeling uitgevoerd om interne spanningen te elimineren en daaropvolgende verwerkingsvervorming te voorkomen. Tegelijkertijd worden ultrasone foutdetectie- en magnetische deeltjesfoutdetectietechnologieën gebruikt om interne defecten in het materiaalnauwkeurig te detecteren en te voorkomen dat ondermaatse grondstoffen de productielijn binnenstromen.
Nauwkeurige verwerkingstechnologie: micrometer-niveau precisiecontrole
1. Afsluiterlichaamverwerking: garantie op hoge stijfheid en afdichtingsprestaties Neem de elektro-Als voorbeeld gebruiken we een horizontaal bewerkingscentrum voor volledig geautomatiseerde verwerking, en de processtroom is als volgt:
-Grof frezen en fijnkotteren: Frees de verschillende vlakken van het klephuis grof, waarbij een 0,2 overblijft - 0,4 mm bewerkingstoeslag; boor vervolgens het hoofdgat fijn om ervoor te zorgen dat de tolerantie van de gatdiameter binnen het IT7-niveau wordt geregeld, en de oppervlakteruwheid Ra ≤ 0,8μm.
-Groefverwerking: gebruik een vijf-asbewerkingscentrum om het boren en frezen van de complexe stroomkanalen in het kleplichaam te voltooien, waarbij de positie en coaxialiteitsfout van de gaten strikt worden gecontroleerd ≤ 0,01 mm, waardoor het verlies aan vloeistofstromingsweerstand wordt verminderd.
-Slijpen en polijsten: Voer een slijpbehandeling uit op het hoofdgat om een oppervlakteruwheid van Ra te bereiken ≤ 0,2μm, waardoor de paringsnauwkeurigheid van de klepkern en het kleplichaam wordt gegarandeerd en het risico op interne lekkage wordt verminderd.
2. Ventielkern en klephulsverwerking: hoog-precisie-passende onderdelen vervaardigen de klepkern en klephuls als de belangrijkste functionele componenten van de hydraulische regelklep. De verwerkingsnauwkeurigheid heeft rechtstreeks invloed op de reactiesnelheid en regelnauwkeurigheid van de klep:
-Precisiedraaien: gebruik een CNC-draaibank om meerdere bewerkingen uit te voeren-proces waarbij de klepkern wordt ingeschakeld, waarbij de buitendiametertolerantie binnen 0,002 mm wordt geregeld en de cilindrische fout ≤ 0,001 mm.
-Slijpen en polijsten: Bereik hoog-precisieslijpen van het klepkernoppervlak door een externe cilinderslijpmachine, met oppervlakteruwheid Ra ≤ 0,1μm; de belangrijkste pasoppervlakken maken gebruik van handmatige polijsttechnologie om de gladheid van het oppervlak en de pasnauwkeurigheid verder te verbeteren.
-Verwerking van klephulzen: Het binnenste gat van de klephuls wordt verwerkt met behulp van diepgatboor- en hoontechnieken om een uniforme en stabiele passpeling tussen het binnengat en de klepkern te garanderen, waarbij de spelingstolerantie binnen 0,005 mm wordt gecontroleerd.
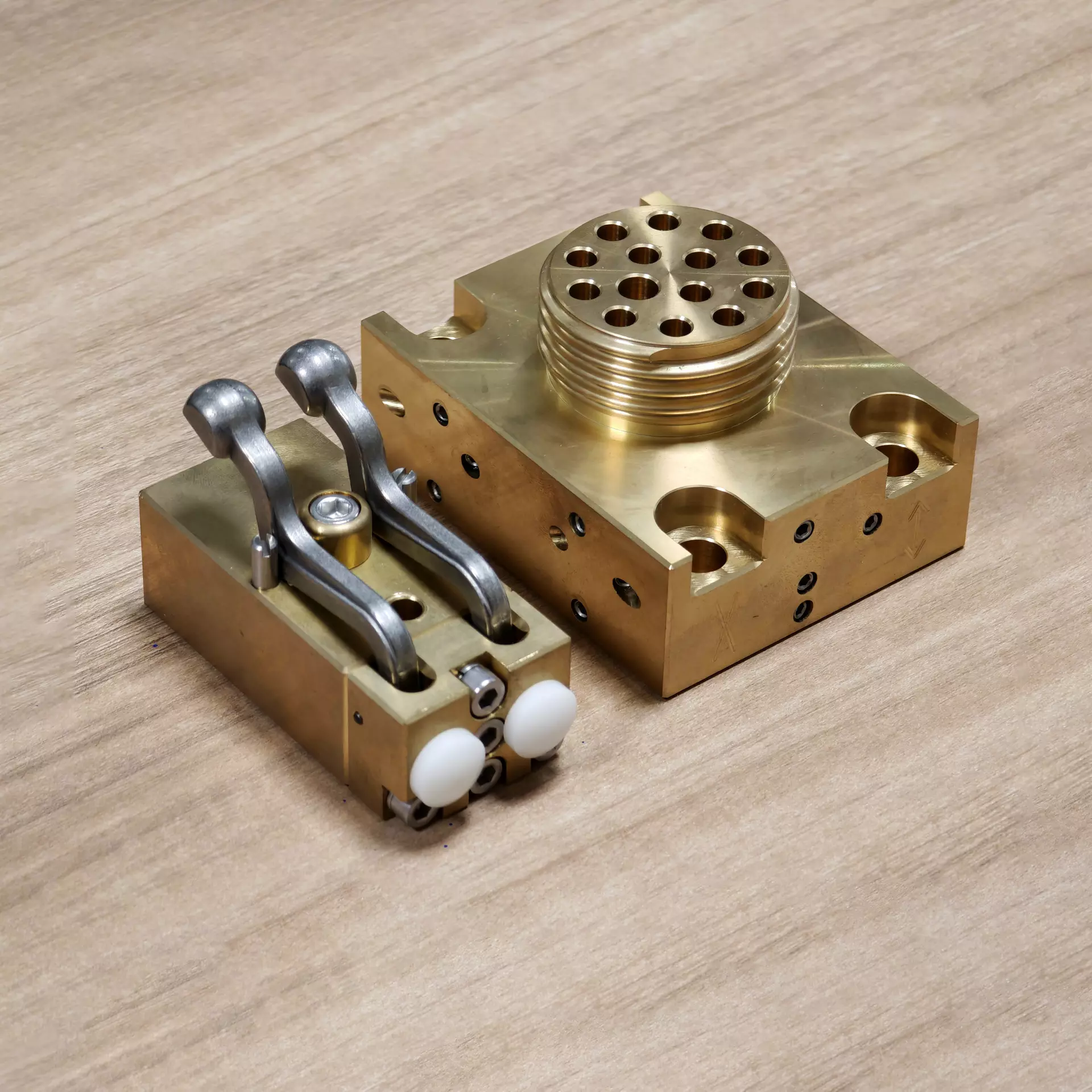
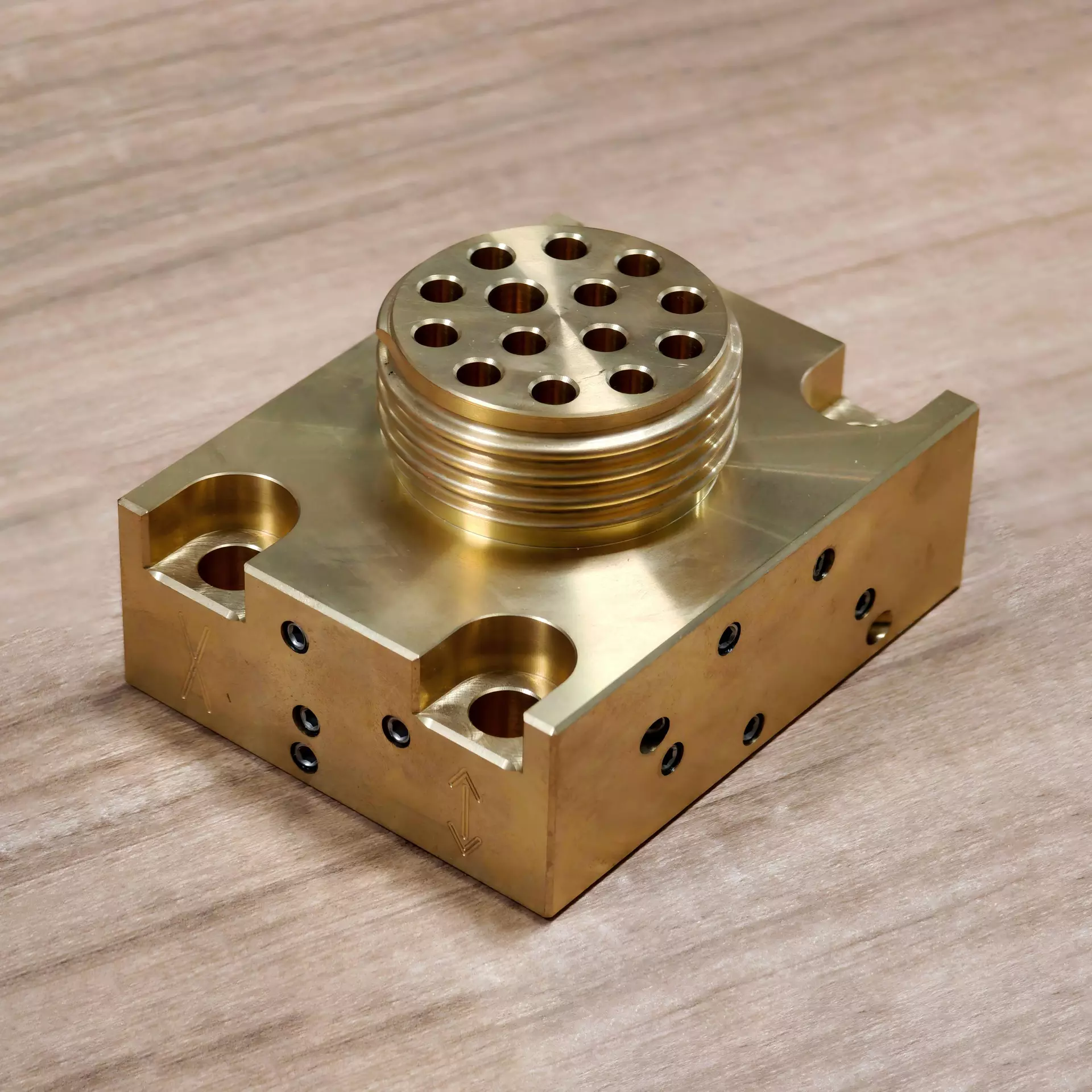
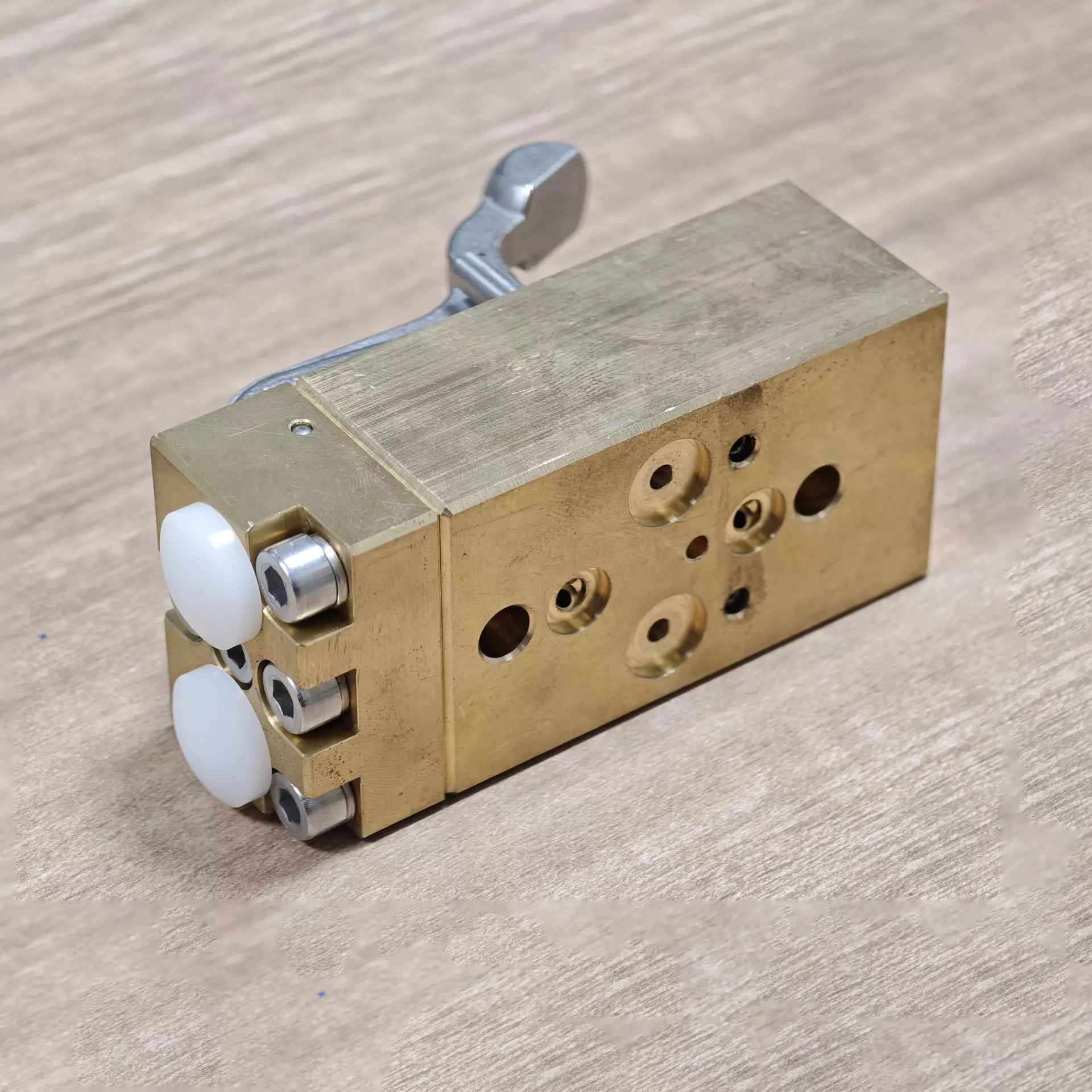
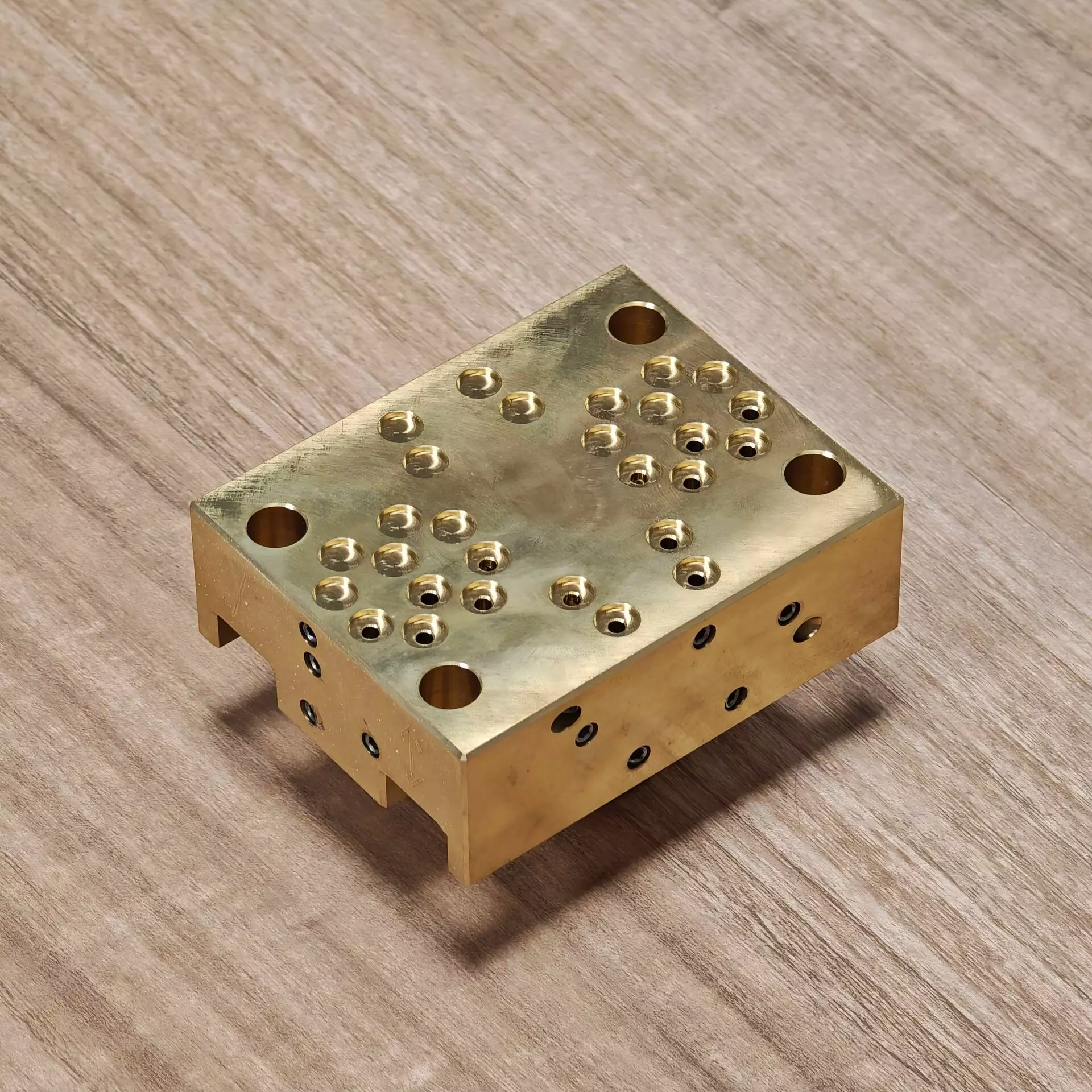
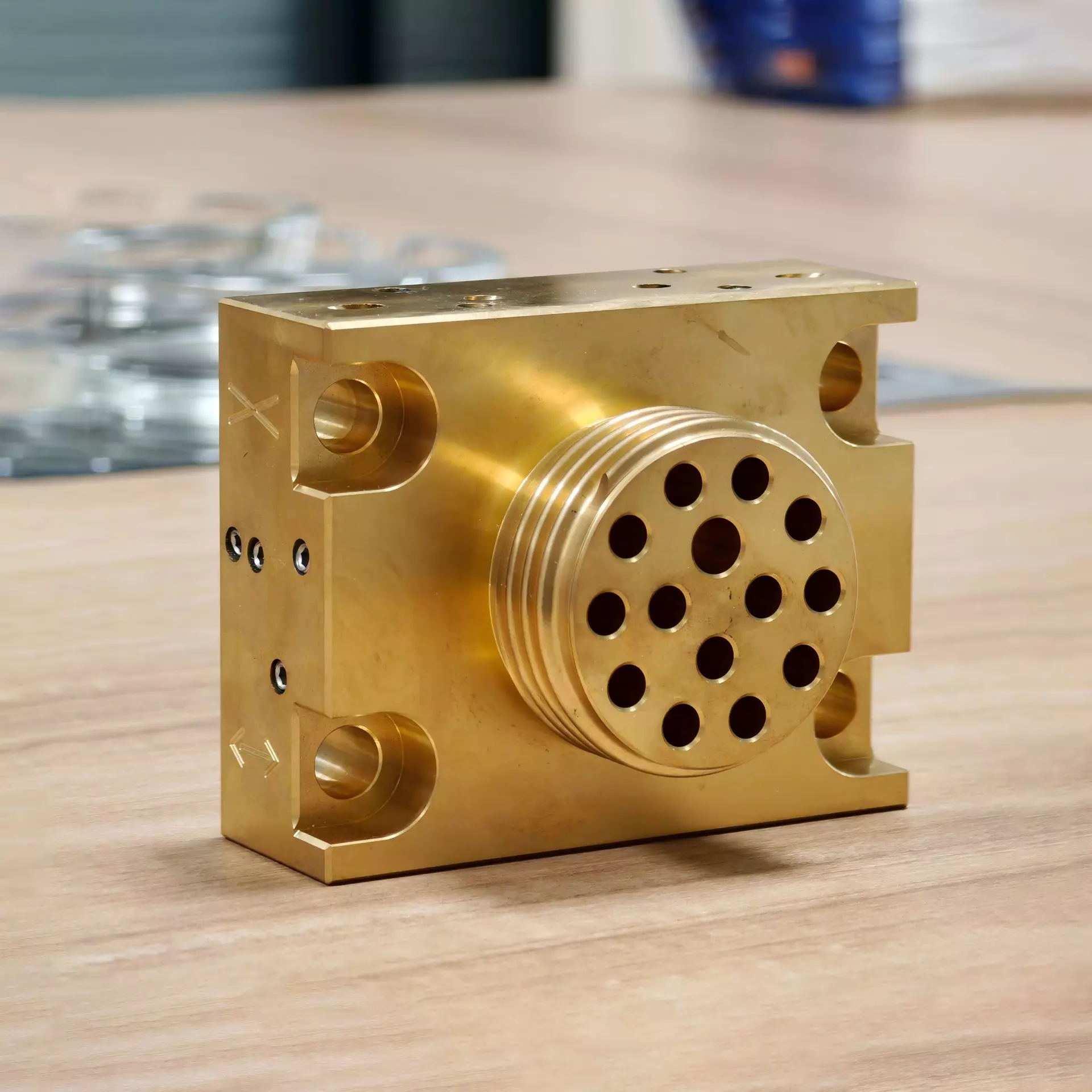
3. Afsluiterblokverwerking: modulaire integratiekern
Voor modulaire hydraulische regelklepgroepen gebruiken we gestandaardiseerde verwerkingstechnieken voor kleppenblokken:
-Zes-dubbelzijdig fijnslijpen: Voer via een CNC-slijpmachine fijnslijpen uit op de zes oppervlakken van het kleppenblok om de parallelliteit van aangrenzende oppervlakken te garanderen ≤ 0,03 mm en de loodrechtheid van aangrenzende oppervlakken ≤ 0,05 mm.
-Groefverwerking: Gebruik een CNC-boor- en tapcentrum om de verwerking van draadgaten, pluggen te voltooien-in ventielgaten enz. op het kleppenblok. De draadnauwkeurigheid bereikt klasse 6H en de positiefout van de gaten is dat ook ≤ 0,02 mm.
-Ontbramen en reinigen: Gebruik een combinatie van hoog-waterdruk onder druk en ultrasone reiniging om bramen en onzuiverheden grondig te verwijderen uit de stromingskanalen in het kleppenblok, waardoor de zuiverheid van het hydraulische systeem wordt gegarandeerd om te voldoen aan de NAS 8-norm.


Oppervlaktebehandeling en -bescherming: verlenging van de levensduur van het product
Om de corrosieweerstand en slijtvastheid van de hydraulische regelklep te verbeteren, passen we meerdere oppervlaktebehandelingsprocessen toe:
-Kleplichaam: Fosfateringsbehandeling en elektrostatisch spuiten worden uitgevoerd, waarbij de dikte van de oppervlaktelaag wordt bereikt ≥ 60 μm. Dit kan zuur weerstaan-basisomgevingen en ultraviolette straling.
-Klepkern en klephuls: Er wordt een galvanische ofnitreerbehandeling met hardchroom toegepast, waarbij de oppervlaktehardheid HV800 of hoger bereikt, waardoor de slijtvastheid met 3 wordt verhoogd - 5 keer.
-Kleppenblok: De interne stroomkanalen ondergaan een zuurwas- en fosfatatiebehandeling, terwijl het buitenoppervlak wordt behandeld met galvaniseren of vernikkelen om roest en corrosie effectief te voorkomen.
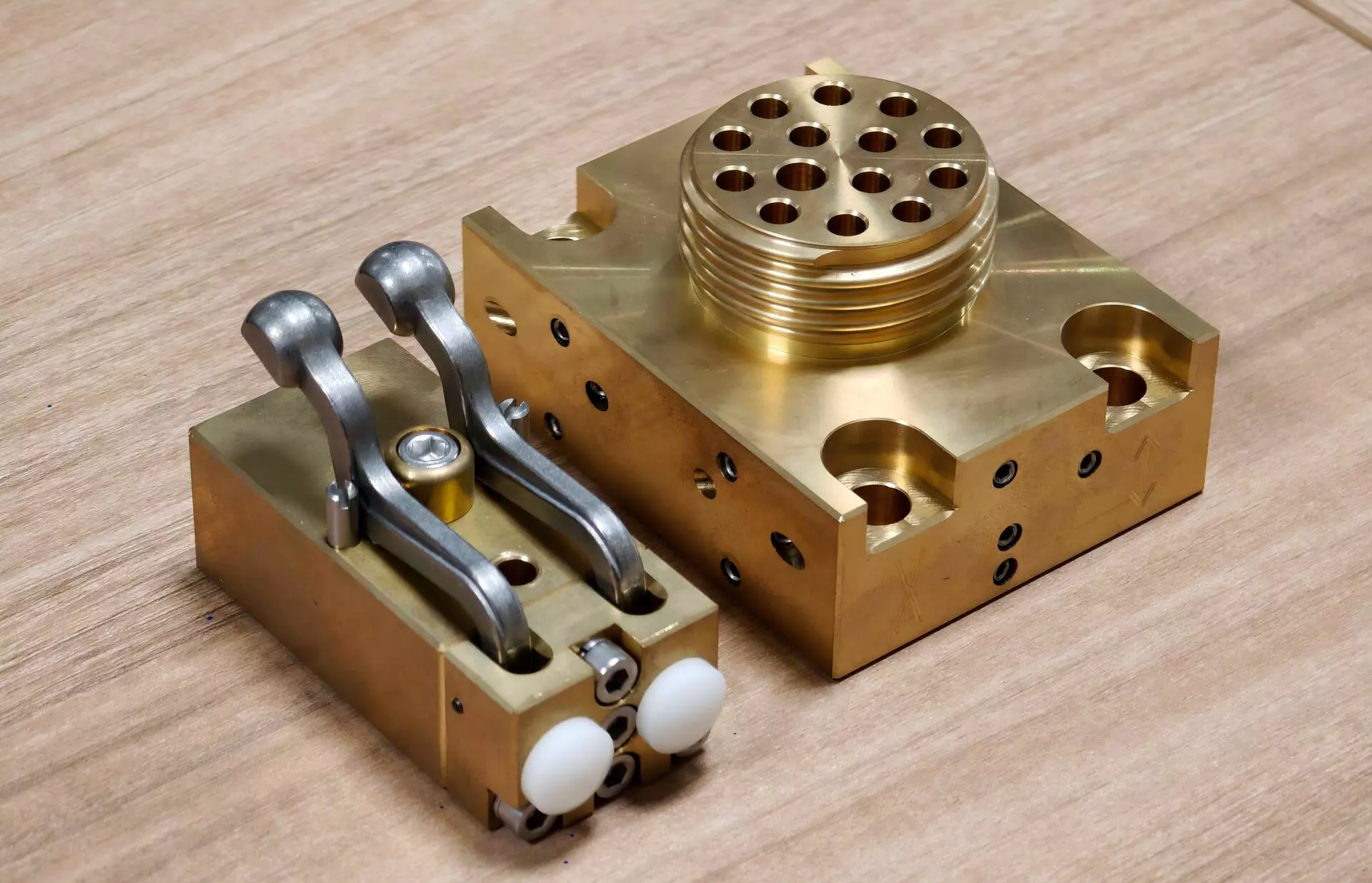
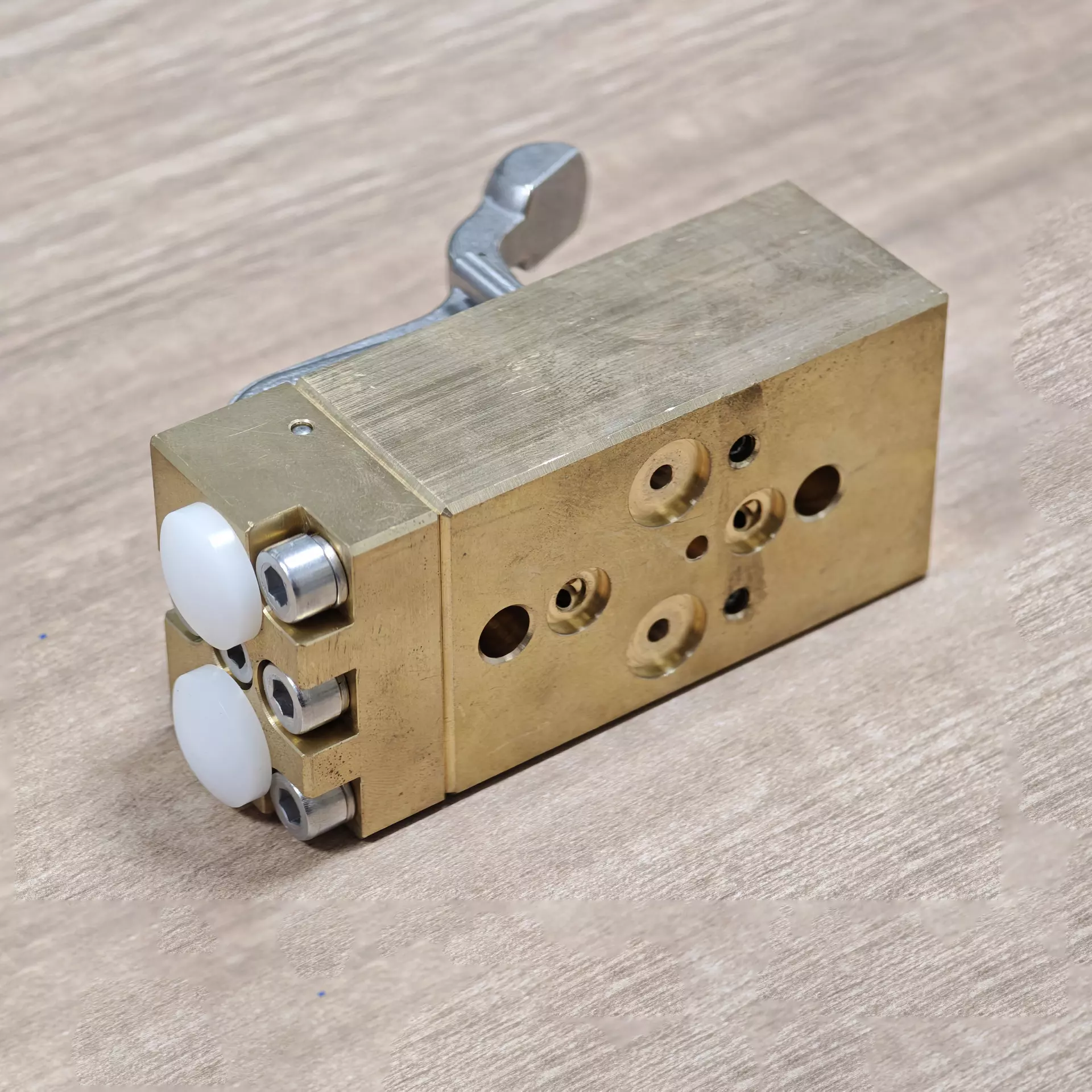
Montage en testen: dubbele zekerheid van prestaties en betrouwbaarheid
1. Schone werkplaatsmontage: De montage wordt uitgevoerd in een cleanroom met een reinheidsniveau van 10.000. Professionele technici gebruiken speciale gereedschapsbevestigingen om de hydraulische regelklep te monteren:
-Componentenreiniging: Alle montagecomponenten worden driemaal gereinigd in een ultrasone reinigingsmachine om ervoor te zorgen dat er geen onzuiverheden op het oppervlak aanwezig zijn.
-Nauwkeurige montage: De montage wordt uitgevoerd in overeenstemming met de internationalenorm ISO 4401. De passende speling tussen de klepkern en het kleplichaam is 100% geïnspecteerd met behulp van een plugmeter om er zeker van te zijn dat de montagenauwkeurigheid voldoet aan de ontwerpvereisten.
-Afdichtingsdetectie: Het afdichtingsoppervlak van het kleplichaam wordt getest met behulp van een lekdetector met heliummassaspectrometrie, waarbij de leksnelheid wordt gecontroleerd onder 1×10^-7 Pa·m³/s.
2. Volledige prestatietests: Nadat elke hydraulische regelklep is gemonteerd, wordt deze aan strenge prestatietests onderworpen:
-Druktest: Onder 1,5 keer denominale druk wordt gedurende 30 minuten een drukhoudtest uitgevoerd zonder lekkage of vervorming.
1、Klanten verstrekken tekeningen of monsters
Klanten leveren tekeningen (formaat: CAD.PDF.STP) of monsters. De volgende informatie op de kaart is helder en duidelijk: verwerkingsvolume, materiaal, precisie en tolerantie, oppervlaktebehandeling en speciale eisen. Stuur de tekeningen a.u.b.naar de brievenbus.
2、Evalueer het aanbod
Nadat de klantenservice de tekeningen en monsters heeft ontvangen, leggen ze deze ter serieuze evaluatie voor aan de technische afdeling. Als er vragen zijn, communiceren zij zo snel mogelijk en wachten op ons antwoord en feedback op de offerte-informatie.
3、Offerte tijd
Offertetijd: binnen 24 uur, behalve bijzondere omstandigheden, zullen wij de klant antwoordenna ontvangst van de tekeningen of monsters.
4、Teken een contract
Onderhandel met de klant om de inhoud van de onderdelenofferte en bestelartikelen te bevestigen, en bevestig de betaling en betalingszekerheid van de benodigde onderdelen. We beloven ons best te doen om klanten het beste verwerkingsplan te bieden. Prijs isniet de enige factor in onze service. Kwaliteit, levering en daarna-verkoopservice zijn even belangrijk.
5、Servicedetails
Het personeel van de klantenservice zal aandacht besteden aan het contact en tijdens het leveringsproces de voortgang van de onderdelenverwerking en de verpakkingsvereisten van de klant onmiddellijk rapporteren.
6、QC-inspectie
Nadat de onderdelen zijn verwerkt, worden ze afgeleverd bij de kwaliteitsafdeling voor uitgebreide inspectie en verzending.
7、Acceptatie van levering
Regel logistieke en leveringszaken, bevestig de informatie van de geadresseerde of het ontvangende bedrijf vóór levering en voltooi de betaling op dit moment.
8、Na-verkoopdienst
Nadat de onderdelen zijn voltooid, krijgt de klant snel feedback en ontvangt hij informatie. Als u vragen heeft,neem dan contact op met het verkooppersoneel en daarna-verkooppersoneel op tijd, we zullen ze zo snel mogelijk behandelen, zodat klanten gerust kunnen zijn en uitkijkennaar meer samenwerkingsmogelijkheden. Bedankt.
Drie warme tips
1. Over levering
Productiedatum: Klanten en zakelijke merchandisers volgen het hele proces op. Als de leverdatum verandert, communiceer en onderhandel dan één dag van tevoren met de klant.
Logistieke levering: Vanwege het grote gewicht van mechanische producten moet door beide partijen over de leveringsmethode worden onderhandeld. Ik hoop ook dat klanten het daadwerkelijke product van het werkstuk kunnen begrijpen en ermee instemmen.
2. Over bezorgkosten
De vracht is voor rekening van de klant. De klantenservice en het bedrijfsadministratiepersoneel rapporteren aan de klant op basis van de werkelijke transportkosten van het product in elk land/regio, en communiceer duidelijk met de klant, bevestig de informatie over het werkstuk, de ontvangstinformatie van de klant en de logistieke verpakkings- en transportvereisten, enz. Nadat de klant het product heeft ontvangen, bevestigt u vóór ondertekening dat het werkstukniet beschadigd is of onderdelen ontbreken. Als u de bonniet zorgvuldig controleert of als de geadresseerde productverlies of -weglating of andere problemen veroorzaakt, bent u verantwoordelijk voor de gevolgen. Let er alstublieft op.
3. Over daarna-verkoop
Nadat de klant het product heeft ontvangen en het productniet aan de eisen voldoet, zal ons bedrijf eerst analyseren waar het probleem zit. Als het een verwerkingsfout betreft, zal ons bedrijf zo snel mogelijk eennieuwe uitvoering of een volledige terugbetaling regelen. Als de tekening van de klant verkeerd is, als het monster verkeerd is en het product wordt gesloopt, wordt dit afzonderlijk besproken. Ik geloof dat elk probleem op bevredigende wijze kan worden opgelost door middel van communicatie en onderhandeling, totdat de klant tevreden is.
Gerelateerde producten
Gerelateerde blog

Welkom Mr.Nururalah uit Turkije om onze fabriek te bezoeken
Heet Jewel uit Bangladesh en de experts uit Japan van harte welkom om Wanda Tech te bezoeken
We hebben onze eigen geanodiseerde fabriek
Welkom Turkse klanten die Wanda Tech bezoeken
Een partij high-einde CNC -apparatuur is in productie gebracht