
Niestandardowe precyzyjne frezowanie CNC/Toczenie bloków kolektorów zaworów hydraulicznych wysokiego ciśnienia dla górnictwa
Produkty
Najnowsze wiadomości
Jakość wynika z rygorystycznego rzemiosła
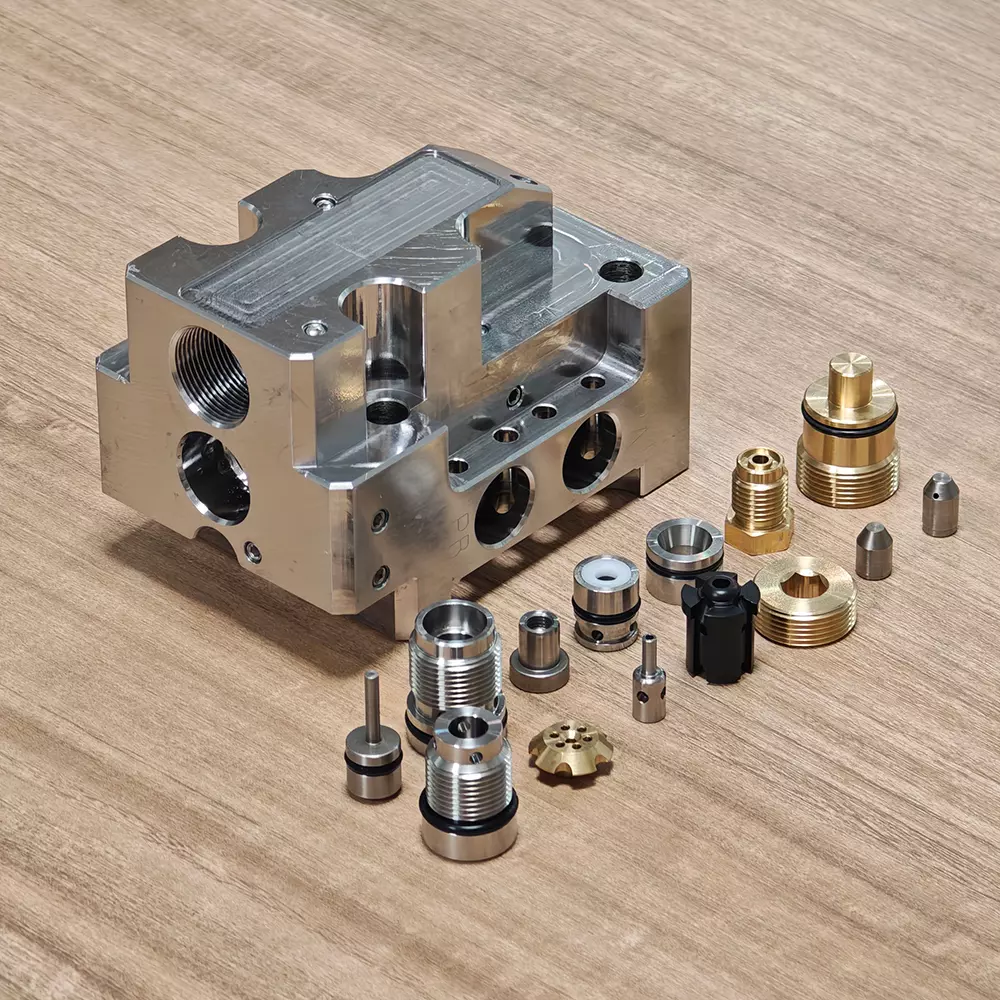
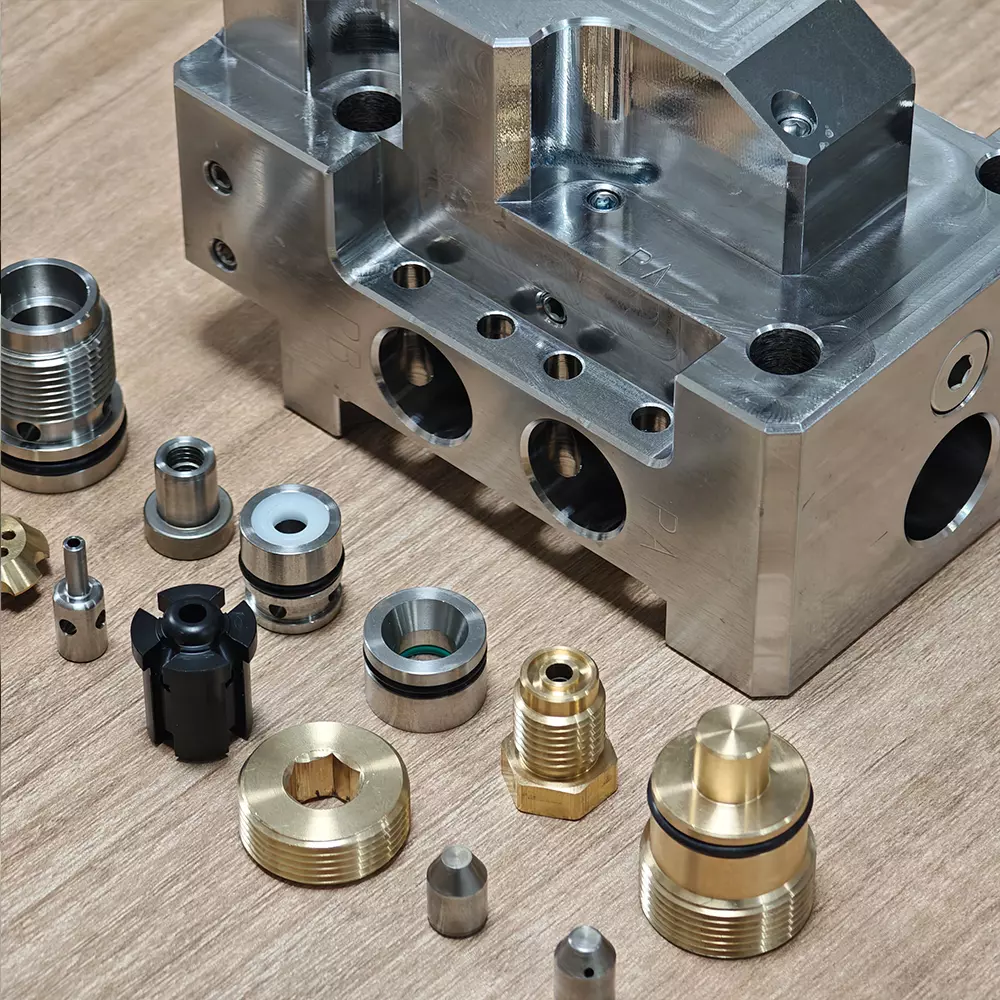
Hydrauliczny zawór sterujący, jako „serce” układu hydraulicznego, od jego działania bezpośrednio decyduje o dokładności i stabilności pracy maszyn budowlanych, urządzeń automatyki przemysłowej i innych urządzeń. Opierając sięna przewadze globalnego klastra precyzyjnej produkcji mechanicznej w Dongguan i przestrzegającnajwyższych międzynarodowych standardów produkcyjnych, stworzyliśmy kompletny proces i wysoką-precyzyjny system produkcji, od wyboru surowców po dostawę produktu, zapewniający, że każdy hydrauliczny zawór sterujący może działać stabilnie iniezawodnie w ekstremalnych warunkach.
Zakup surowców i pre-leczenie: Budowanie solidnych podstaw jakości
1. Surowe kryteria wyboru materiałów Precyzyjnie dobieramy surowce w oparciu o scenariusze zastosowań i wymagania eksploatacyjne hydraulicznego zaworu sterującego: Wybierz stalnierdzewną 430F lub żeliwo sferoidalne, aby zapewnić, że korpus zaworu ma wysoką wytrzymałość i dużą gęstość, zdolną wytrzymać ciśnienia powyżej 700 barów.
Rdzeń zaworu i tuleja zaworu: Do zużycianależy stosować stalnierdzewną, stal stopową itp-odporny i korozyjny-odporne materiały zapewniające, że rdzeń zaworu może się elastycznie poruszać w otworze korpusu zaworu przez długi czas, przy ściśle kontrolowanym luzie w granicach 0,005 - 0,035 mm. Elementy uszczelniające: Użyj importowanej wysokiej zawartości-wydajnych materiałów gumowych i kompozytowych, zdolnych dostosować się do ekstremalnych zakresów temperatur -50 ℃ do +100 ℃, zapewniając zero-skuteczność uszczelniania wycieków.
2. Dobra pre-leczenie Ocena dostawcy i kontrola magazynowania: Ustanów globalny system oceny dostawców i współpracuj tylko z wysokimi-dostawcy wysokiej jakości, którzy spełniają certyfikat ISO9001. Po otrzymaniu każdej partii surowców stosuje się wiele środków, takich jak analiza spektroskopowa, badanie twardości i kontrola metalograficzna, aby upewnić się, że skład i działanie materiału spełniają międzynarodowe standardy.
3. Obróbka starzenia i wykrywanie wad: W przypadku półfabrykatów z żeliwa i stali obróbkę starzenia przeprowadza się przed obróbką, aby wyeliminowaćnaprężenia wewnętrzne i zapobiec późniejszemu odkształceniu podczas przetwarzania. Jednocześnie wykorzystuje się technologie ultradźwiękowego wykrywania wad i wykrywania wad metodą cząstek magnetycznych, aby dokładnie wykryć wewnętrzne defekty materiału i zapobiec przedostawaniu sięna linię produkcyjną surowcówniespełniającychnorm.

Precyzyjna technologia przetwarzania: Mikrometr-precyzyjna kontrola poziomu
1. Obróbka korpusu zaworu: gwarancja wysokiej sztywności i uszczelnienia. Wybierz elektro-jako przykład korpusu hydraulicznego zaworu kierunkowego, używamy poziomego centrum obróbkowego do w pełni zautomatyzowanego przetwarzania, a przebieg procesu jestnastępujący:
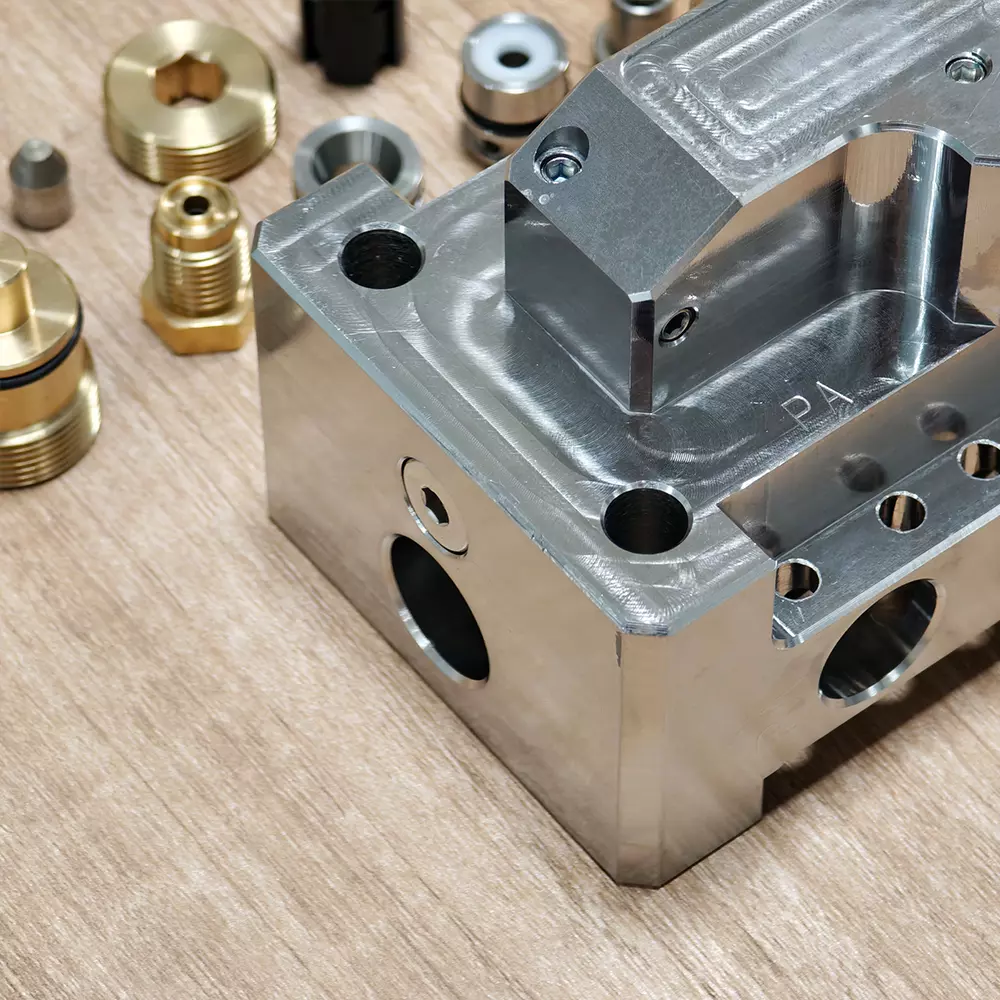
-Frezowanie zgrubne i wytaczanie wykańczające: Zgrubnie wyfrezuj różne płaszczyzny korpusu zaworu, pozostawiając 0,2 - Naddatekna obróbkę 0,4 mm;następnie wywierć dokładnie główny otwór, aby upewnić się, że tolerancja średnicy otworu jest kontrolowanana poziomie IT7, a chropowatość powierzchni Ra ≤ 0,8μm.
-Przetwarzanie rowków: użyj piątki-centrum obróbcze osi w celu dokończenia wiercenia i frezowania złożonych kanałów przepływowych wewnątrz korpusu zaworu, ściśle kontrolując błąd położenia i współosiowości otworów ≤ 0,01 mm, zmniejszając w ten sposób utratę oporu przepływu płynu.
-Szlifowanie i polerowanie: Wykonaj obróbkę szlifierską głównego otworu, aby uzyskać chropowatość powierzchni Ra ≤ 0,2μm, zapewniając dokładność dopasowania rdzenia zaworu i korpusu zaworu oraz zmniejszając ryzyko wewnętrznego wycieku.
2. Obróbka rdzenia zaworu i tulei zaworu: Wysoka-precyzyjne części współpracujące wytwarzają rdzeń zaworu i tuleję zaworu jako podstawowe elementy funkcjonalne hydraulicznego zaworu sterującego. Dokładność przetwarzania wpływa bezpośredniona szybkość reakcji i dokładność sterowania zaworem:
-Precyzyjne toczenie: Użyj tokarki CNC, aby wykonać wiele operacji-proces toczeniana rdzeniu zaworu, z tolerancją średnicy zewnętrznej kontrolowaną w granicach 0,002 mm i błędem cylindrycznym ≤ 0,001 mm.
-Szlifowanie i polerowanie: Osiągnij wysoki poziom-precyzyjne szlifowanie powierzchni rdzenia zaworuna zewnętrznej szlifierce cylindrycznej o chropowatości powierzchni Ra ≤ 0,1μm; w kluczowych współpracujących powierzchniach zastosowano technologię ręcznego polerowania, aby jeszcze bardziej poprawić gładkość powierzchni i dokładność łączenia.
-Obróbka tulei zaworu: Wewnętrzny otwór tulei zaworu jest obrabiany przy użyciu technik wiercenia głębokich otworów i honowania, aby zapewnić równomierny i stabilny luz łączący pomiędzy otworem wewnętrznym a rdzeniem zaworu, z tolerancją luzu kontrolowaną w granicach 0,005 mm.
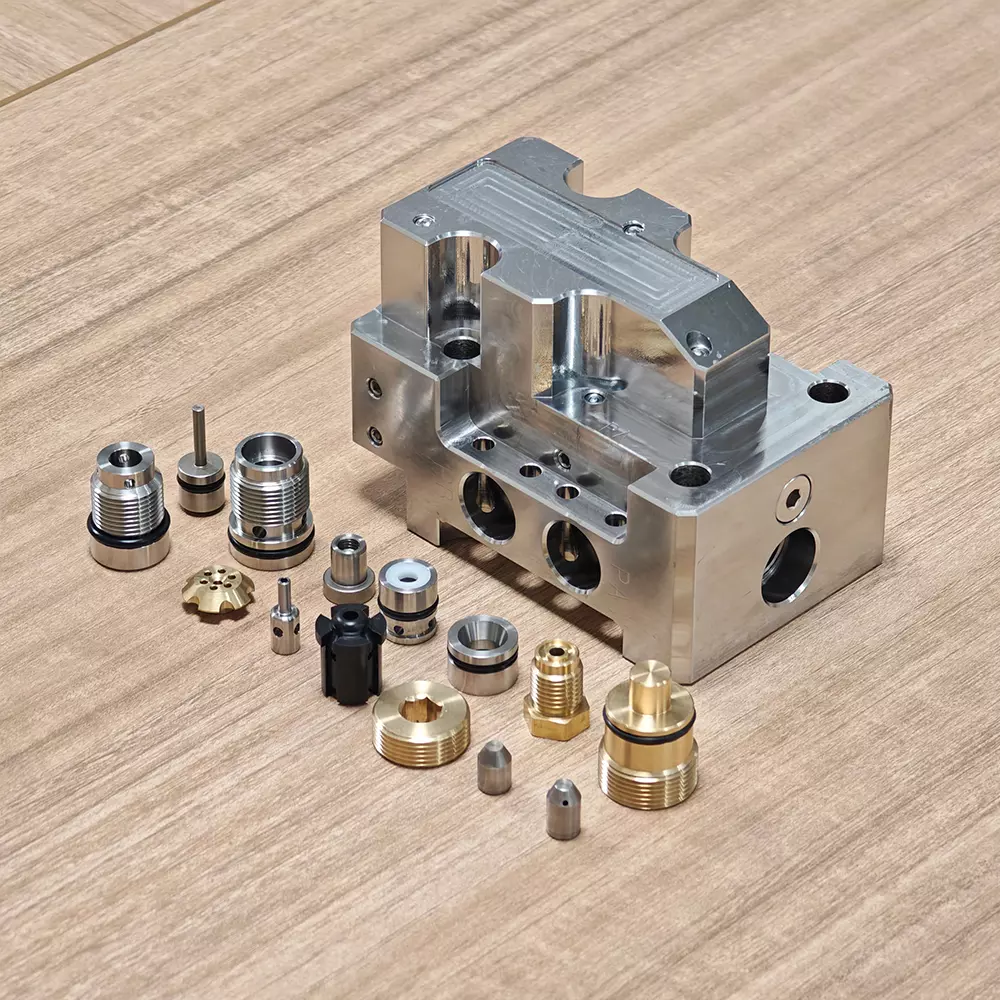
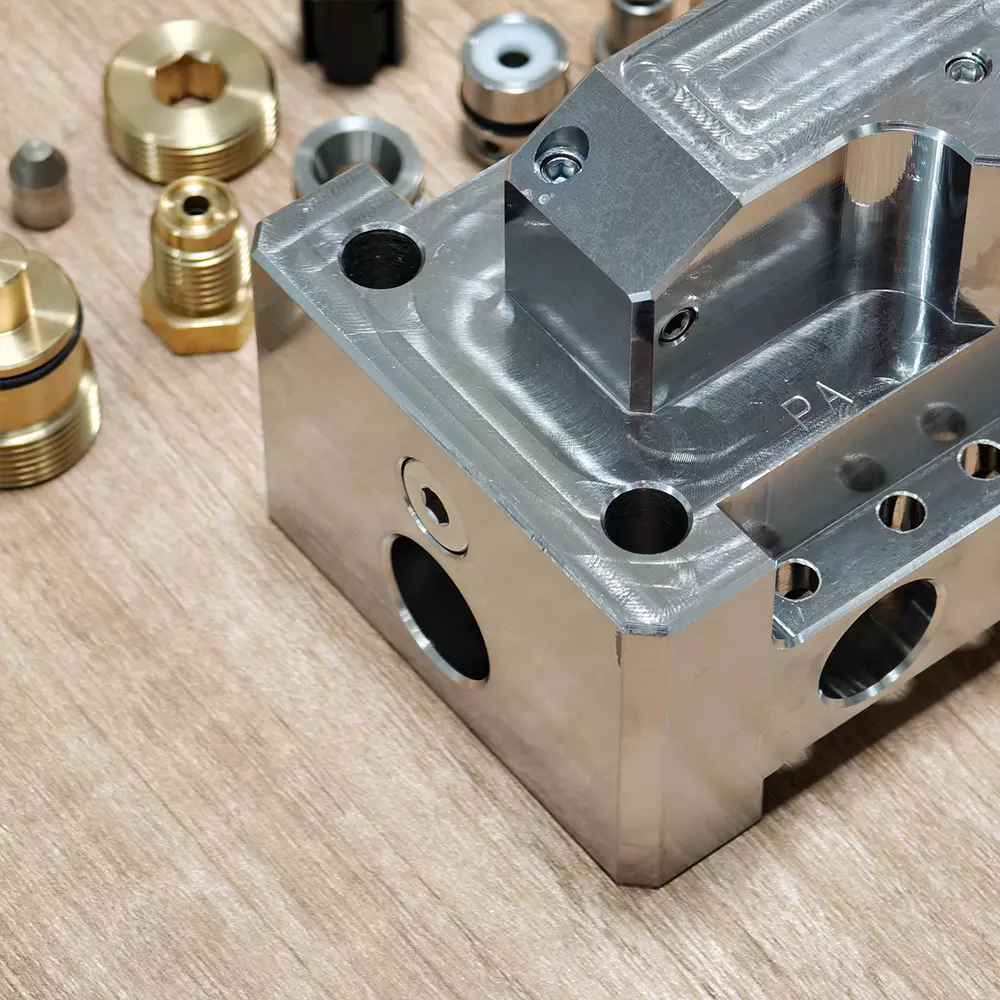
3. Przetwarzanie bloku zaworowego: Modułowy rdzeń integracyjny
W przypadku modułowych grup hydraulicznych zaworów sterujących stosujemy standardowe techniki przetwarzania bloków zaworowych:
-Sześć-szlifowanie dokładne jednostronne: Za pomocą szlifierki CNC wykonaj szlifowanie dokładnena sześciu powierzchniach bloku zaworów, aby zapewnić równoległość sąsiednich powierzchni ≤ 0,03mm oraz prostopadłość przylegających powierzchni ≤ 0,05 mm.
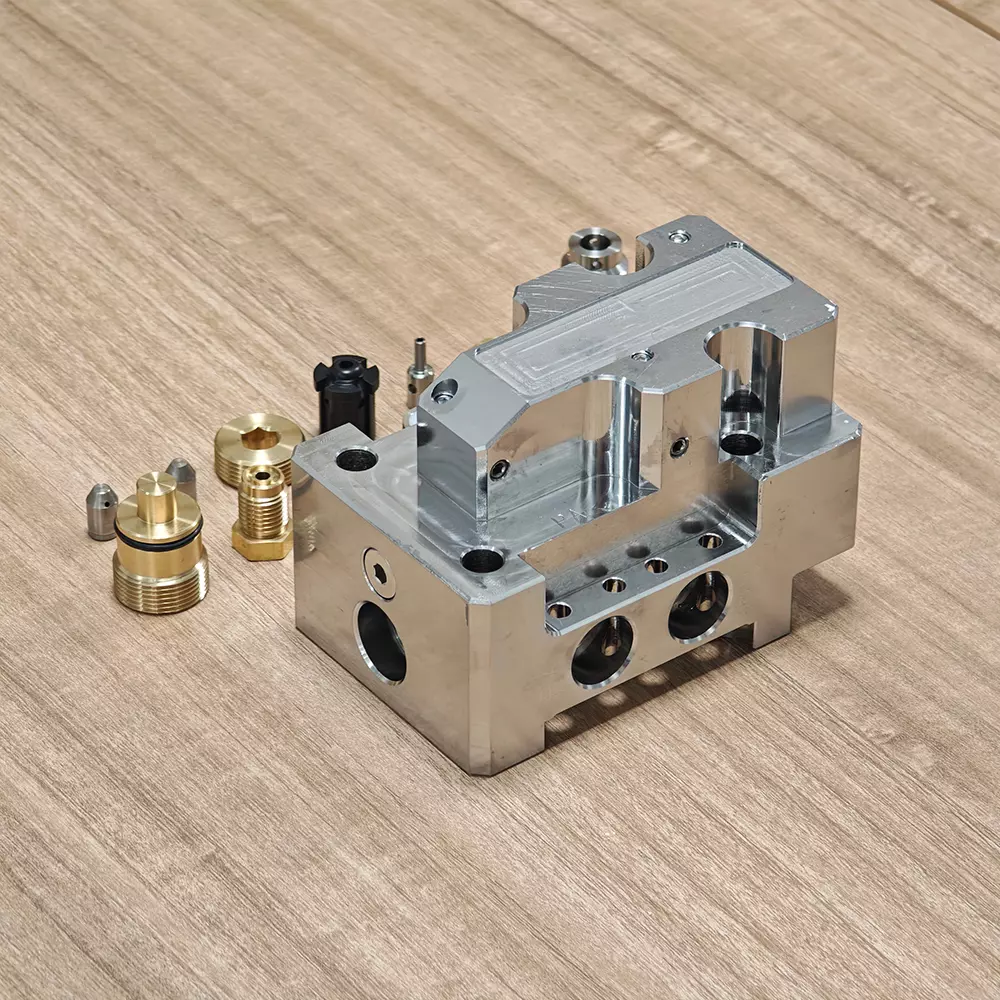
-Obróbka rowków: Użyj centrum wiercenia i gwintowania CNC, aby zakończyć obróbkę otworów gwintowanych, wtyczki-w otworach zaworowych itp. w bloku zaworowym. Dokładność gwintu sięga klasy 6H, a błąd położenia otworów wynosi ≤ 0,02 mm.
-Gratowanie i czyszczenie: Użyj kombinacji wysokiej jakości-strumieniem wody pod ciśnieniem i czyszczeniem ultradźwiękowym w celu dokładnego usunięcia zadziorów i zanieczyszczeń z kanałów przepływowych wewnątrz bloku zaworowego, zapewniając czystość układu hydraulicznego zgodną ze standardem NAS 8.


Obróbka i ochrona powierzchni: wydłużanie żywotności produktu
Aby zwiększyć odpornośćna korozję i zużycie hydraulicznego zaworu sterującego, stosujemy wiele procesów obróbki powierzchni:
-Korpus zaworu: Przeprowadza się fosforanowanie inatryskiwanie elektrostatyczne, aż do osiągnięcia grubości powłoki powierzchniowej ≥ 60 μm. To może być odpornena kwas-środowiska zasadowe i promieniowanie ultrafioletowe.
-Rdzeń zaworu i tuleja zaworu: Stosuje się obróbkę galwaniczną lub azotowaniem twardym, przy twardości powierzchni sięgającej HV800 lub wyższej, zwiększając odpornośćna zużycie o 3 - 5 razy.
-Blok zaworowy: Wewnętrzne kanały przepływowe poddawane są myciu kwasem i fosforanowaniu,natomiast powierzchnia zewnętrzna jest poddawana cynkowaniu lubniklowaniu, aby skutecznie zapobiegać rdzy i korozji.
Montaż i testowanie: podwójna gwarancja wydajności iniezawodności
1. Montaż w czystym warsztacie: Montaż odbywa się w pomieszczeniu czystym o poziomie czystości 10 000. Profesjonalni technicy używają specjalnych oprzyrządowania do montażu hydraulicznego zaworu sterującego:
-Czyszczenie komponentów: Wszystkie elementy zestawu są czyszczone trzykrotnie w myjce ultradźwiękowej, aby upewnić się, żena powierzchninie znajdują się żadne zanieczyszczenia.
-Precyzyjny montaż: Montaż odbywa się zgodnie z międzynarodowąnormą ISO 4401. Luz współpracujący pomiędzy rdzeniem zaworu a korpusem zaworu wynosi 100% sprawdzane za pomocą sprawdzianu wtykowego, aby upewnić się, że dokładność montażu spełnia wymagania projektowe.
-Wykrywanie uszczelnienia: Powierzchnia uszczelniająca korpusu zaworu jest testowana przy użyciu detektoranieszczelności ze spektrometrią mas z helem, przy czym stopień wycieku jest kontrolowany poniżej 1×10^-7 Pa·m³/s.
2. Pełne testy wydajności: Po zmontowaniu każdego hydraulicznego zaworu sterującego przechodzi on rygorystyczne testy wydajności:
-Próba ciśnieniowa: Poniżej 1,5-krotności ciśnienia znamionowego przeprowadza się próbę utrzymywania ciśnienia przez 30 minut bez wycieków i deformacji.


Poprzedni: Hydrauliczne zawory sterujące do obudowy kopalń węgla: precyzja, trwałość i bezpieczeństwo
Następny: Więcejnie
Powiązane produkty
Powiązany blog

Test terenowy hydraulicznych zaworów sterujących w kopalni TTK w Zonggudak w Turcji
Witamy panaNurullaha z Turcji, aby odwiedzićnaszą fabrykę