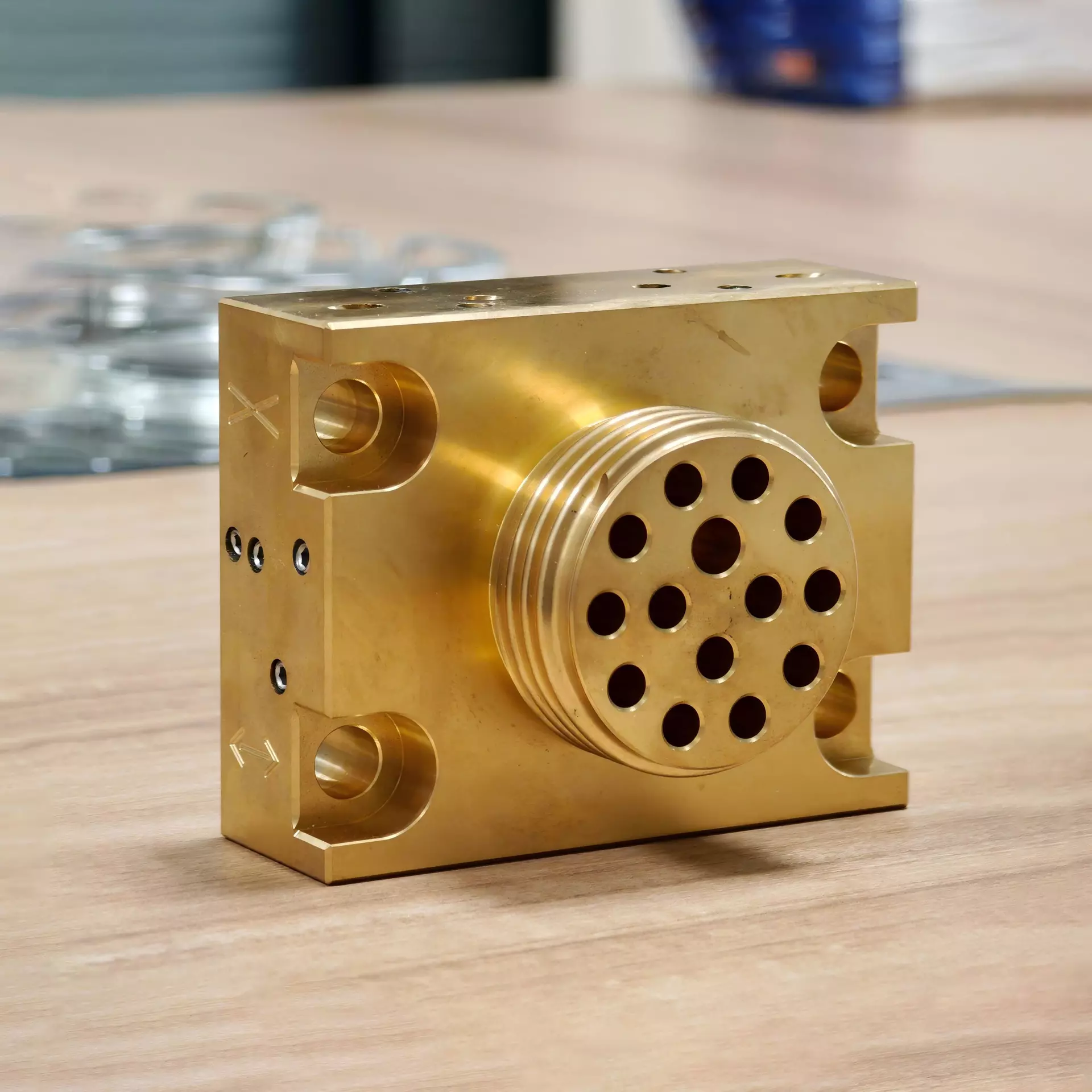

Индивидуальная прецизионная обработка нержавеющей стали с ЧПУ / Латунные детали гидравлического регулирующего клапана
Продукты
Последние новости
Качество обусловлено строгим мастерством
Гидравлический регулирующий клапан, как «сердце» гидравлической системы, от его производительности напрямую зависит точность и стабильность работы строительной техники, оборудования промышленной автоматизации и других устройств. Опираясь на преимущества глобального кластера точного механического производства в Дунгуане и следуя высшим международным производственным стандартам, мы создали полный процесс и высокий уровень-прецизионная производственная система от выбора сырья до доставки продукции, гарантирующая стабильную и надежную работу каждого гидравлического регулирующего клапана в экстремальных условиях.
Закупка сырья и предварительная подготовка-лечение: создание прочной основы для качества
1. Строгие критерии выбора материала. Мы точно подбираем сырье в зависимости от сценариев применения и требований к производительности гидравлического регулирующего клапана: выбирайте материалы из нержавеющей стали 430F или ковкого чугуна, чтобы гарантировать, что корпус клапана имеет высокую прочность и высокую плотность, способный выдерживать давление выше 700 бар.
Сердечник клапана и втулка клапана: используйте нержавеющую сталь, легированную сталь и т. д. для защиты от износа.-устойчивый и коррозионностойкий-устойчивые материалы, гарантирующие, что сердечник клапана может гибко перемещаться внутри отверстия корпуса клапана в течение длительного времени, при этом зазор строго контролируется в пределах 0,005. - 0,035 мм. Уплотнительные компоненты: используйте импортные-Высококачественная резина и композитные материалы, способные адаптироваться к экстремальным температурным диапазонам. -от 50℃ до +100 ℃, обеспечивая ноль-герметичность уплотнения.
2. Хорошо предварительно-обработка Оценка поставщиков и проверка складских помещений: Создайте глобальную систему оценки поставщиков и сотрудничайте только с-качественные поставщики, соответствующие сертификации ISO9001. После прибытия каждой партии сырья используются различные методы, такие как спектроскопический анализ, испытание на твердость и металлографический контроль, чтобы убедиться, что состав материала и его характеристики соответствуют международным стандартам.
3. Обработка старением и дефектоскопия. Для чугунных и стальных заготовок перед обработкой проводится обработка старением, чтобы устранить внутренние напряжения и предотвратить последующую деформацию при обработке. В то же время технологии ультразвуковой дефектоскопии и магнитопорошковой дефектоскопии используются для точного обнаружения внутренних дефектов материала и предотвращения попадания некондиционного сырья на производственную линию.
Технология точной обработки: микрометр-точный контроль уровня
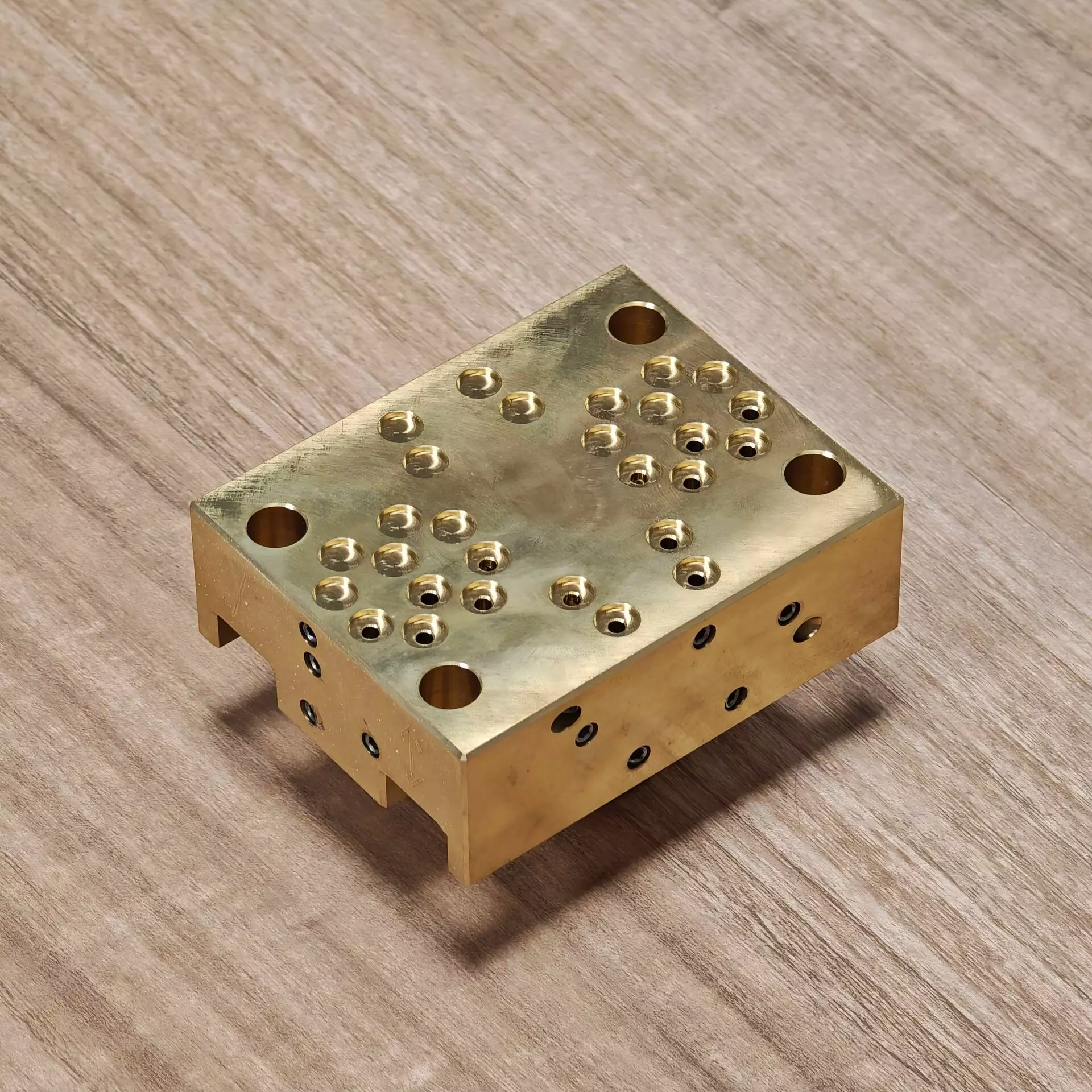
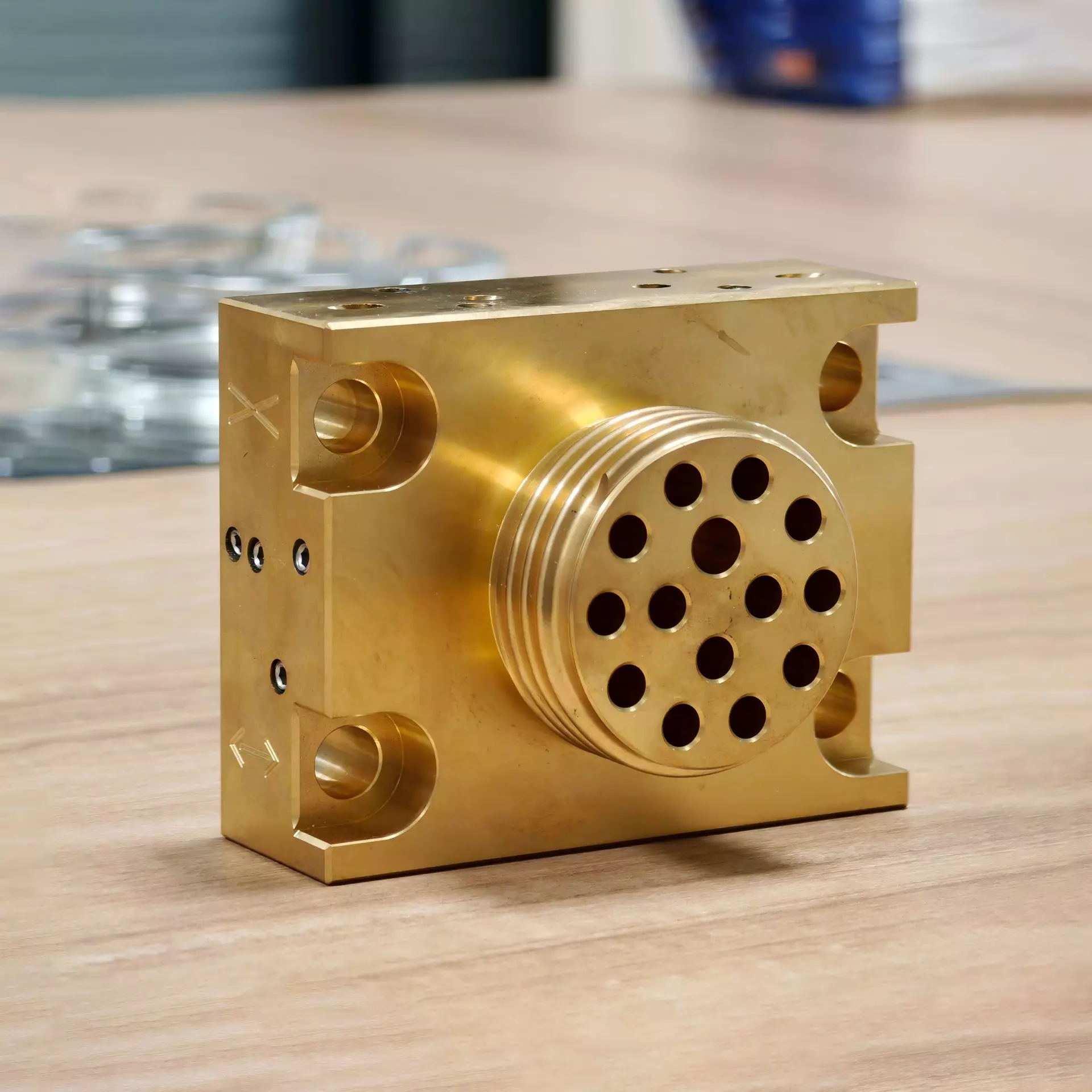
1. Обработка корпуса клапана: гарантия высокой жесткости и герметичности. Возьмите электро-В качестве примера корпуса гидрораспределителя мы используем горизонтальный обрабатывающий центр для полностью автоматизированной обработки, и технологический процесс выглядит следующим образом:
-Грубое фрезерование и чистовое растачивание: грубо отфрезеруйте различные плоскости корпуса клапана, оставив припуск 0,2. - припуск на обработку 0,4 мм; затем просверлите основное отверстие, чтобы обеспечить контроль допуска диаметра отверстия в пределах уровня IT7 и шероховатости поверхности Ra. ≤ 0,8μм.
-Обработка грува: используйте пятерку-Осевой обрабатывающий центр для завершения сверления и фрезерования сложных каналов потока внутри корпуса клапана, строго контролируя положение и погрешность соосности отверстий, чтобы ≤ 0,01 мм, тем самым уменьшая потерю сопротивления потоку жидкости.
-Шлифование и полировка: выполните шлифовку основного отверстия для достижения шероховатости поверхности Ra. ≤ 0,2μм, что обеспечивает точность сопряжения сердечника клапана и корпуса клапана, а также снижает риск внутренней утечки.
2. Обработка сердечника клапана и втулки клапана: высокая-Прецизионные сопрягаемые детали производят сердечник клапана и втулку клапана как основные функциональные компоненты гидравлического регулирующего клапана. Точность обработки напрямую влияет на скорость срабатывания и точность управления клапаном:
-Прецизионная токарная обработка: используйте токарный станок с ЧПУ для выполнения нескольких операций.-процесс включения сердечника клапана с допуском на внешний диаметр, контролируемым в пределах 0,002 мм, и цилиндрической погрешностью ≤ 0,001 мм.
-Шлифование и полировка: Достигайте высоких результатов-прецизионное шлифование поверхности стержня клапана на наружно-круглошлифовальном станке, с шероховатостью поверхности Ra ≤ 0,1μм; Ключевые сопрягаемые поверхности используют технологию ручной полировки для дальнейшего улучшения гладкости поверхности и точности сопряжения.
-Обработка втулки клапана: внутреннее отверстие втулки клапана обрабатывается с использованием методов глубокого сверления и хонингования, чтобы обеспечить равномерный и стабильный зазор между внутренним отверстием и сердечником клапана, при этом допуск на зазор контролируется в пределах 0,005 мм.
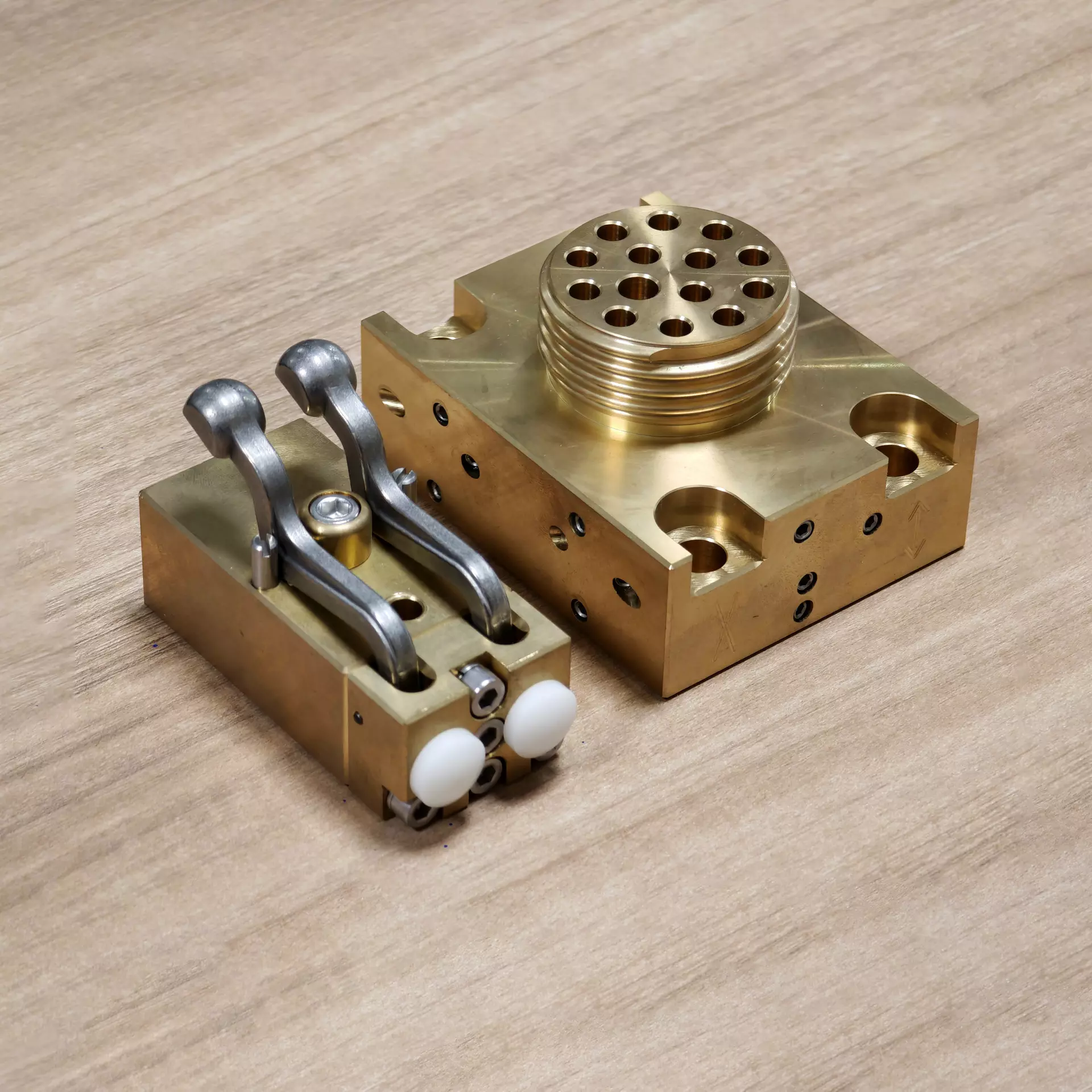
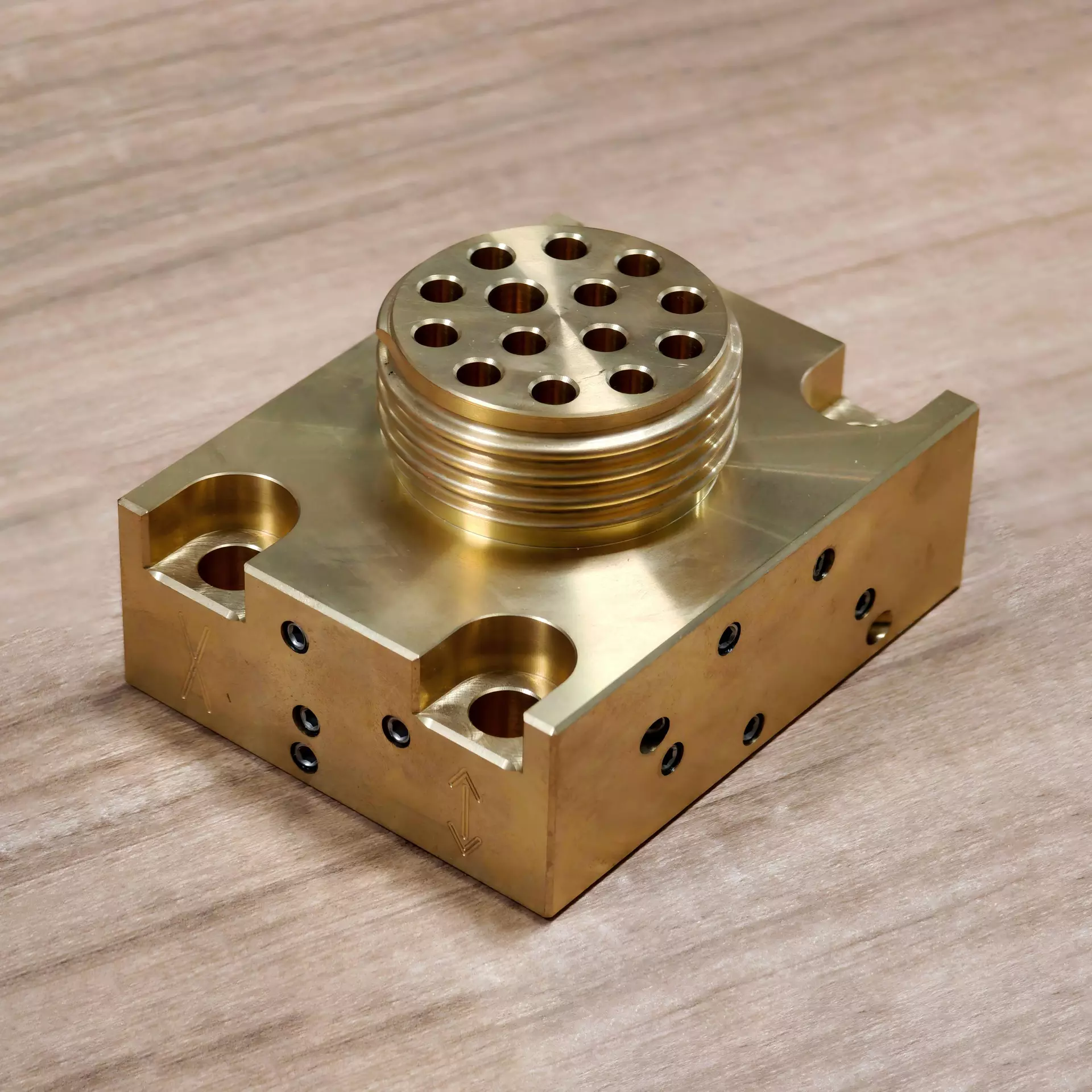
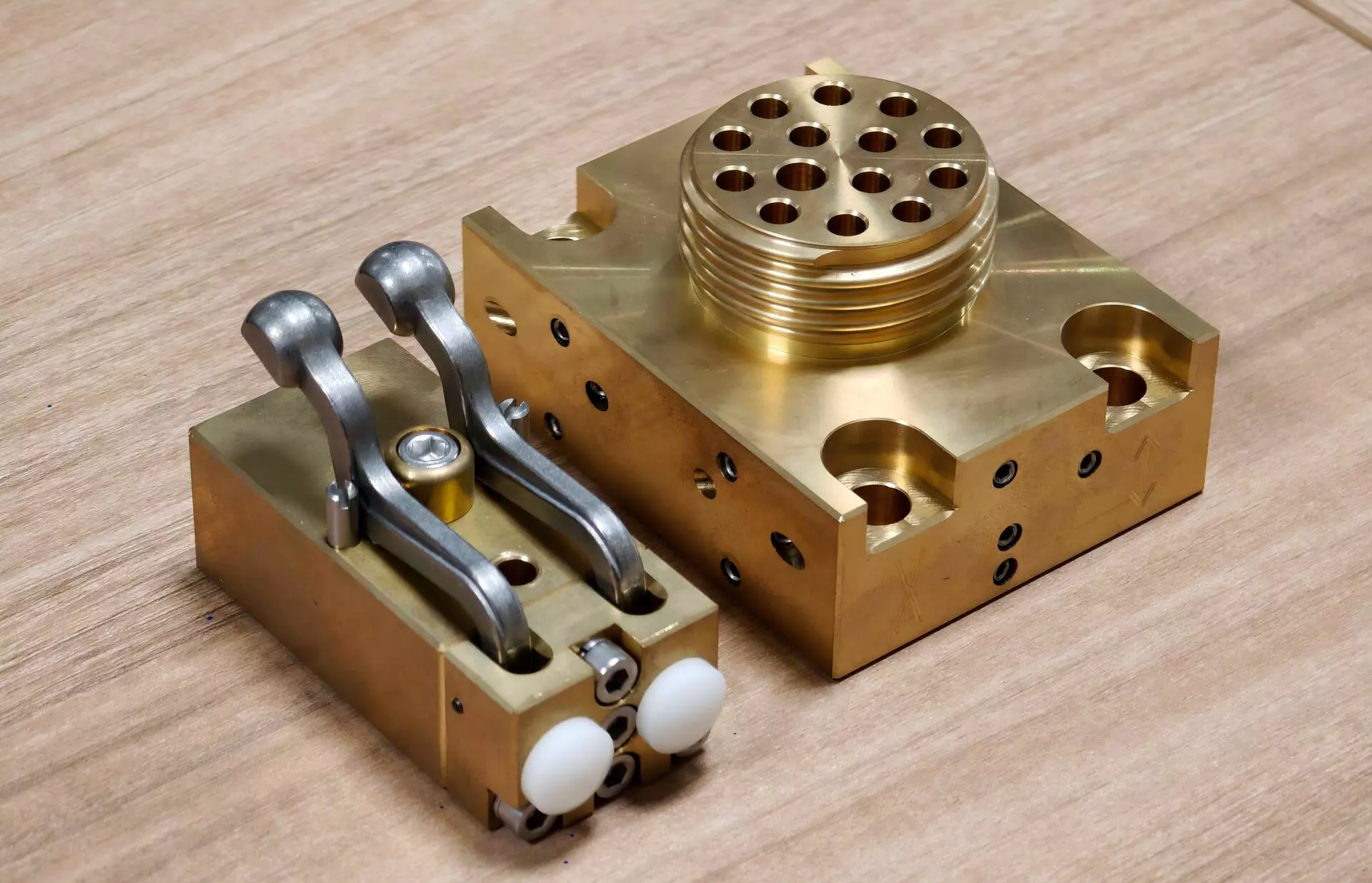
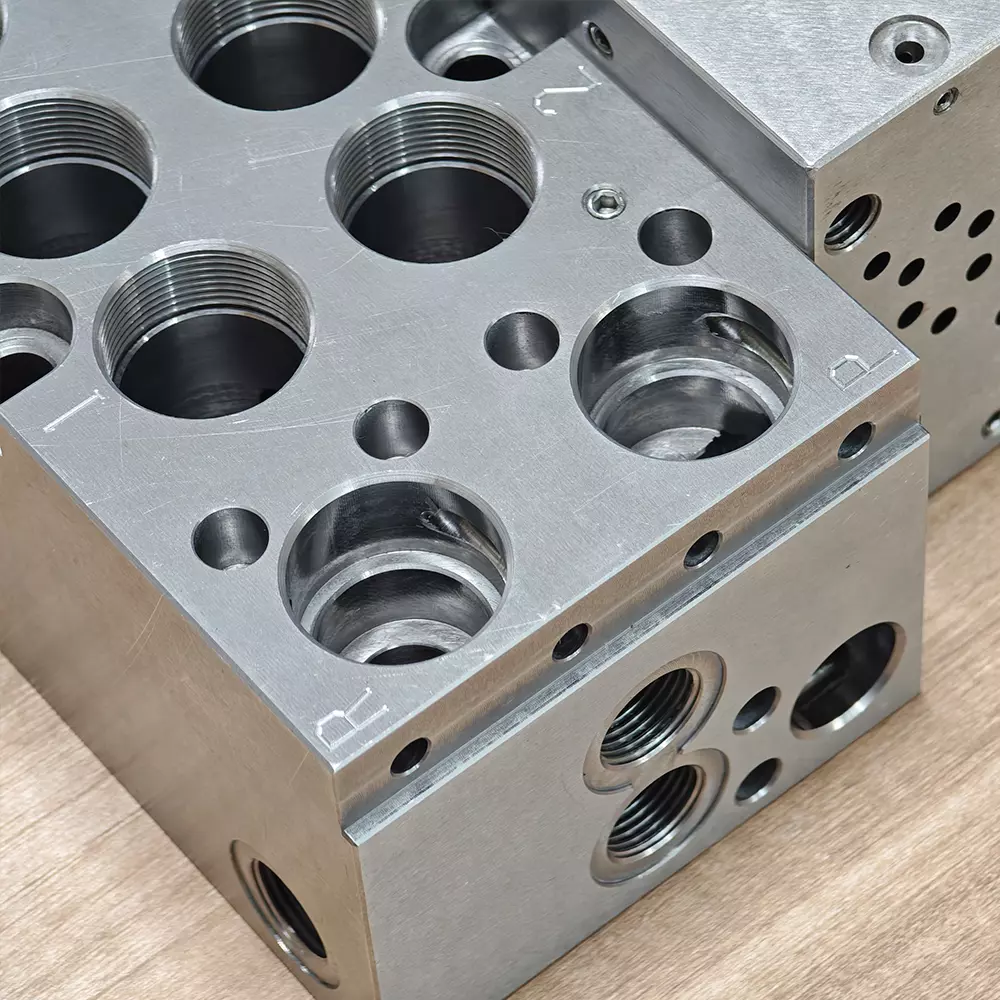
3. Обработка блока клапанов: модульное ядро интеграции.
Для модульных групп гидравлических регулирующих клапанов мы применяем стандартизированные методы обработки блоков клапанов:
-Шесть-двусторонняя тонкая шлифовка: с помощью шлифовального станка с ЧПУ выполните тонкую шлифовку шести поверхностей блока клапанов, чтобы обеспечить параллельность соседних поверхностей. ≤ 0,03 мм и перпендикулярность соседних поверхностей ≤ 0,05 мм.
-Обработка канавок: используйте центр сверления и нарезания резьбы с ЧПУ для завершения обработки резьбовых отверстий, заглушек.-в отверстиях клапанов и т.п. на блоке клапанов. Точность резьбы достигает класса 6Н, а погрешность положения отверстий составляет ≤ 0,02 мм.
-Удаление заусенцев и очистка: используйте комбинацию высокоэффективных-струя воды под давлением и ультразвуковая очистка для тщательного удаления заусенцев и загрязнений из каналов потока внутри блока клапанов, обеспечивая чистоту гидравлической системы в соответствии со стандартом NAS 8.


Обработка и защита поверхности: продление срока службы продукта
Для повышения коррозионной стойкости и износостойкости гидравлического регулирующего клапана мы применяем несколько процессов обработки поверхности:
-Корпус клапана: Проводится фосфатирование и электростатическое напыление, толщина поверхностного покрытия достигает ≥ 60 μм. Это может противостоять кислоте-базовые среды и ультрафиолетовое излучение.
-Сердечник клапана и втулка клапана: применяется гальваническое покрытие твердым хромом или азотирование, при этом твердость поверхности достигает HV800 или выше, что увеличивает износостойкость на 3. - 5 раз.
-Блок клапанов: внутренние каналы потока подвергаются кислотной промывке и фосфатированию, а наружная поверхность подвергается гальванизации или никелированию для эффективного предотвращения ржавчины и коррозии.
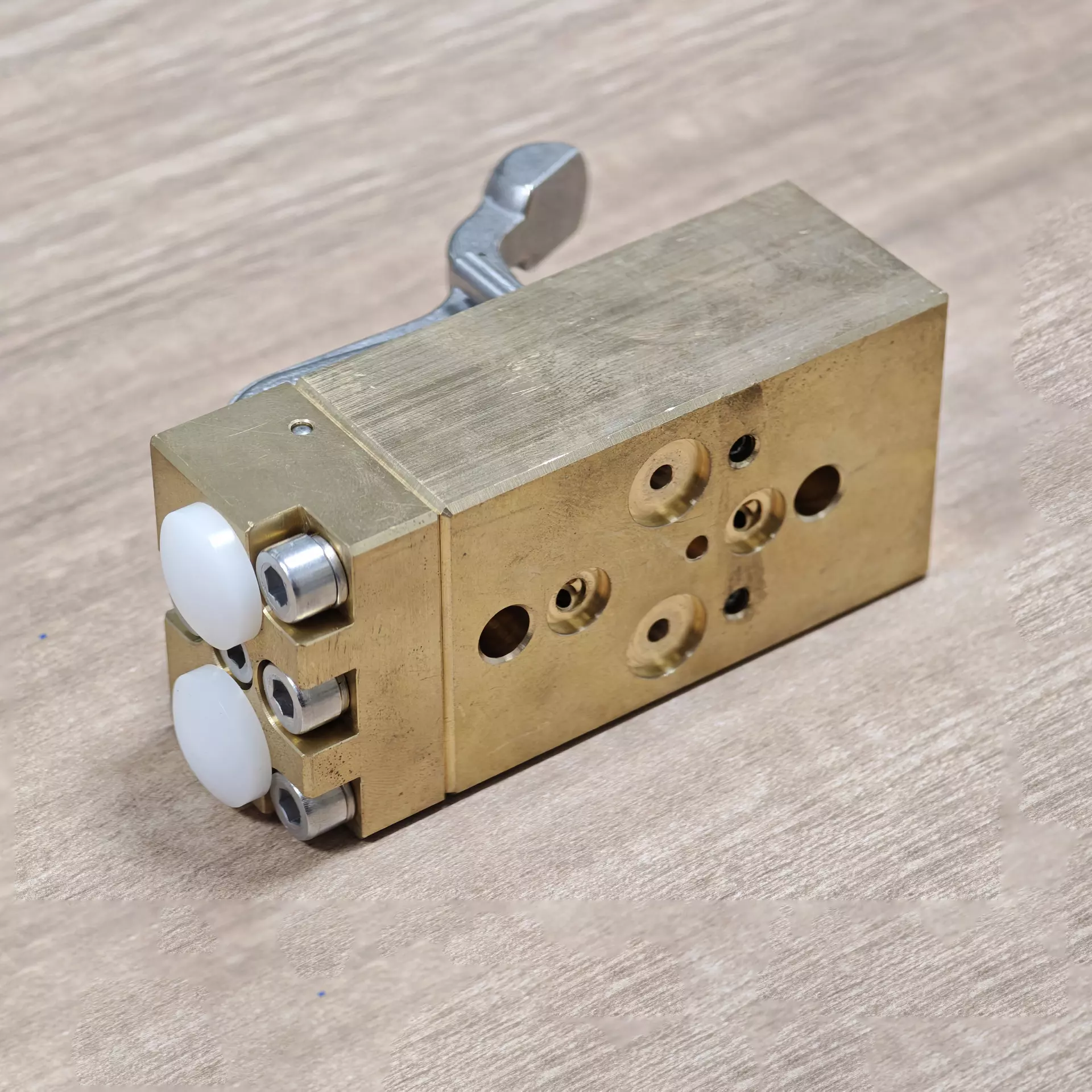
Сборка и тестирование: двойная гарантия производительности и надежности
1. Сборка в чистом цеху. Сборка проводится в чистом помещении с уровнем чистоты 10 000. Профессиональные специалисты используют специальные приспособления для сборки гидравлического регулирующего клапана:
-Очистка компонентов: все компоненты сборки трижды очищаются в машине ультразвуковой очистки, чтобы на поверхности не было загрязнений.
-Точная сборка: Сборка осуществляется в соответствии с международным стандартом ISO 4401. Сопрягаемый зазор между сердечником клапана и корпусом клапана составляет 100.% проверяются с помощью калибра-пробки, чтобы убедиться, что точность сборки соответствует проектным требованиям.
-Обнаружение уплотнения: Уплотняющая поверхность корпуса клапана проверяется с помощью течеискателя гелиевой масс-спектрометрии, при этом скорость утечки контролируется ниже 1.×10^-7 Па·м³/с.
2. Полное тестирование производительности: После сборки каждого гидравлического регулирующего клапана он проходит строгие эксплуатационные испытания:
-Испытание давлением: при давлении, превышающем номинальное в 1,5 раза, испытание на выдерживание давления проводится в течение 30 минут без утечек или деформации.
1、Клиенты предоставляют чертежи или образцы
Клиенты предоставляют чертежи (формат: CAD.PDF.STP) или образцы. Следующая информация на карте ясна и понятна: объем обработки, материал, точность и допуск, обработка поверхности и особые требования. Пожалуйста, отправьте чертежи в почтовый ящик.
2、Оценить предложение
После того как служба поддержки клиентов получает чертежи и образцы, она передает их в технический отдел для серьезной оценки. Если возникнут какие-либо вопросы, они свяжутся с вами как можно скорее и будут ждать нашего ответа и отзывов по информации о котировках.
3、Время котировки
Время предложения: в течение 24 часов, за исключением особых обстоятельств, мы ответим клиенту после получения чертежей или образцов.
4、Подписать контракт
Проведите переговоры с клиентом, чтобы подтвердить содержание предложения по запчастям и позиций заказа, а также подтвердить оплату и безопасность оплаты необходимых деталей. Мы обещаем сделать все возможное, чтобы предоставить клиентам лучший план обработки. Цена – не единственный фактор в нашем сервисе. Качество, доставка и после-Служба продаж одинаково важны.
5、Подробности услуги
Сотрудники службы поддержки клиентов уделят внимание контакту и оперативно сообщат о ходе обработки деталей и требованиях к упаковке клиента в процессе доставки.
6、Контроль качества
После обработки детали доставляются в отдел качества для комплексной проверки и отгрузки.
7、Приемка поставки
Организуйте вопросы логистики и доставки, а также подтвердите информацию о грузополучателе или компании-получателе перед доставкой и завершите оплату в это время.
8、После-служба продаж
После того, как детали будут изготовлены, клиент оперативно оставит отзыв и получит информацию. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с продавцом и после-Сотрудники отдела продаж вовремя, мы разберемся с ними как можно скорее, чтобы клиенты могли быть уверены и с нетерпением ждали новых возможностей для сотрудничества. Спасибо.
Три теплых совета
1. О доставке
Дата производства: клиенты и мерчендайзеры будут следить за всем процессом. Если дата доставки изменится, пожалуйста, свяжитесь с клиентом и обсудите его за день заранее.
Логистическая доставка: из-за большого веса механических изделий способ доставки должен быть согласован обеими сторонами. Я также надеюсь, что клиенты смогут понять и согласиться с фактическим продуктом заготовки.
2. О стоимости доставки
Перевозку несет клиент. Сотрудники службы поддержки клиентов и ведения делового учета сообщат клиенту информацию о фактической стоимости транспортировки продукта в каждой стране./региона и четко общаться с клиентом, еще раз подтвердите информацию о заготовке, информацию о получении клиентом, а также требования к логистической упаковке и транспортировке и т. д. После того, как клиент получит продукт, перед подписанием подтвердите, что заготовка не повреждена и не отсутствуют недостающие детали. Если вы не внимательно проверите квитанцию или грузополучатель приведет к потере или упущению продукта или другим проблемам, вы будете нести ответственность за последствия, пожалуйста, обратите внимание.
3. Примерно после-продажи
Если после того, как клиент получит продукт, продукт не соответствует требованиям, наша компания сначала проанализирует, в чем проблема. Если это ошибка обработки, наша компания как можно скорее организует повторную обработку или полный возврат средств. Если чертеж клиента неправильный, если образец неправильный и товар утилизирован, это будет обсуждаться отдельно. Я считаю, что любую проблему можно удовлетворительно решить путем общения и переговоров до тех пор, пока клиент не будет удовлетворен.
Связанные продукты
Связанный блог

Добро пожаловать г -н Нурулла из Турции, чтобы посетить нашу фабрику
Сердечно приветствуем Джевел из Бангладеш и экспертов из Японии с визитом в Wanda Tech.
У нас есть своя анодированная фабрика
Приветствуем турецких клиентов, посещающих Wanda Tech
Партия высоких-Конечное оборудование с ЧПУ было введено в производство