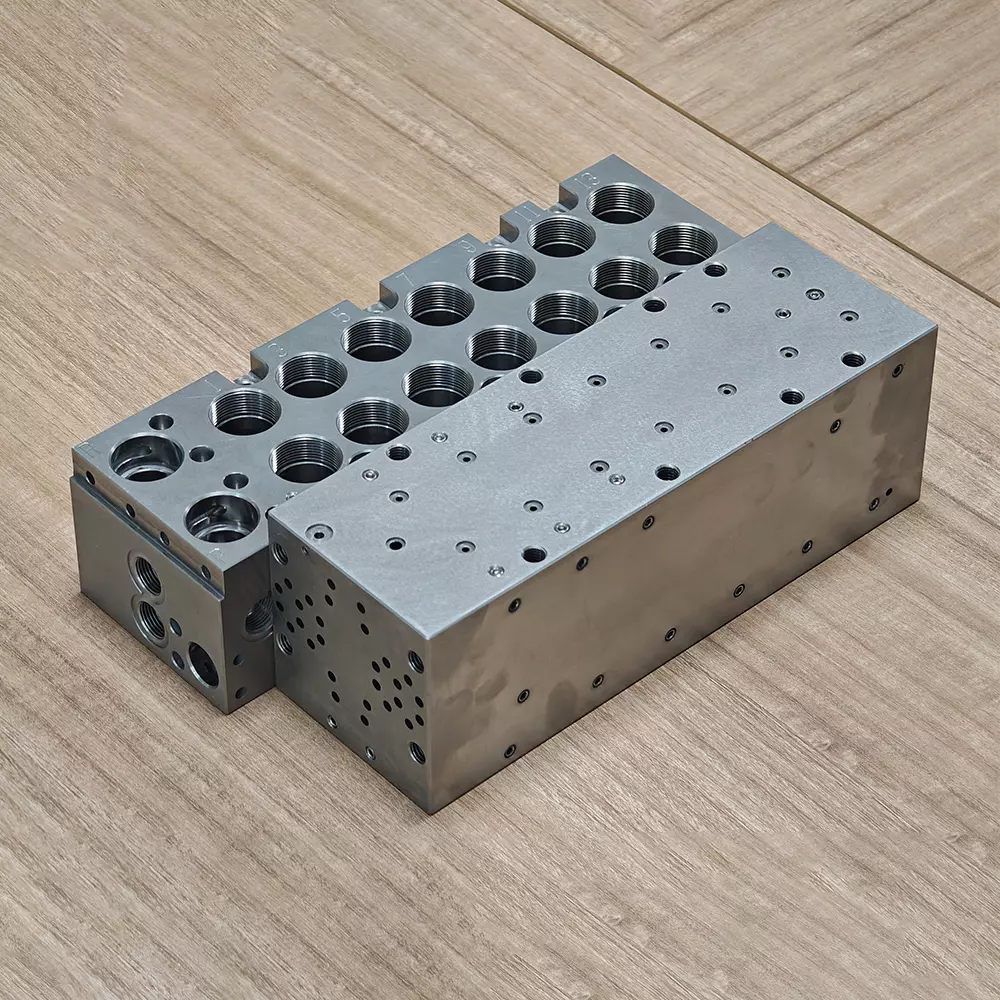

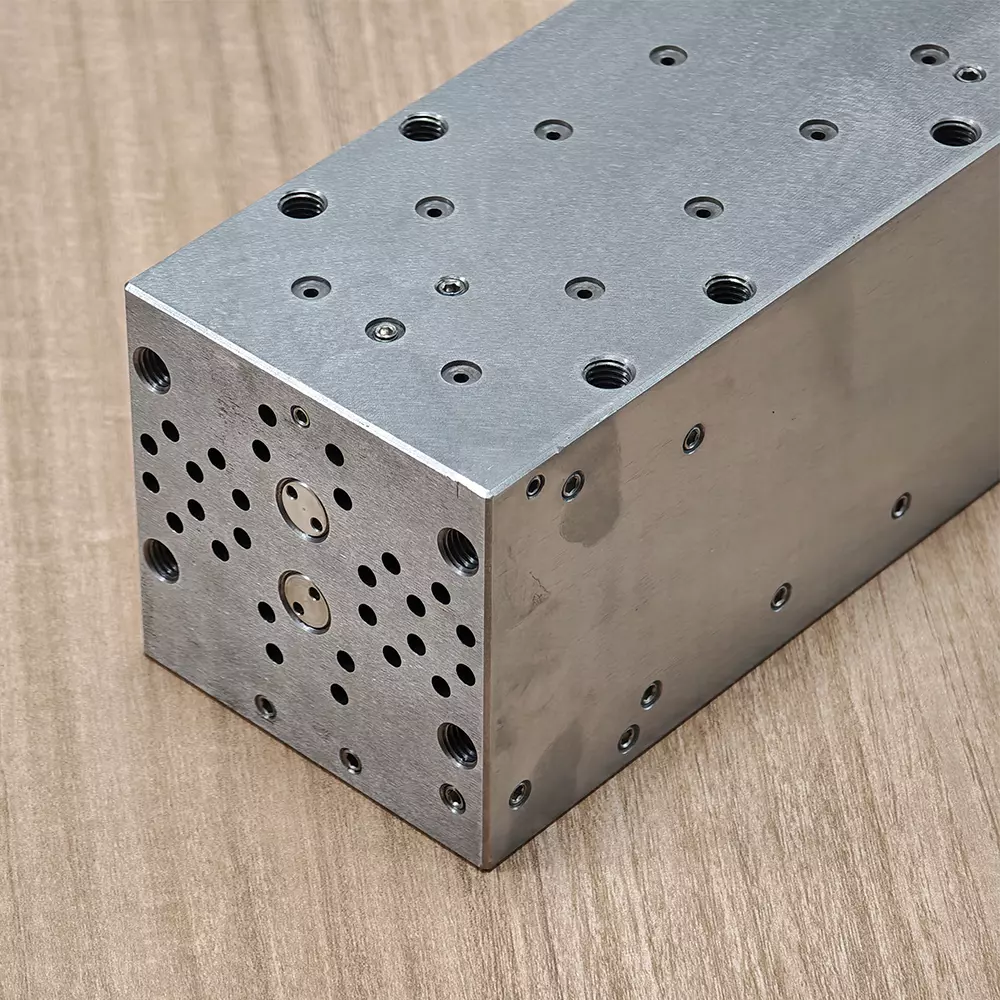
Colector de válvula de control de alta presión de bloque de válvula hidráulica mecanizado CNC personalizado para soportes hidráulicos de minas de carbón
Productos
Últimasnoticias
Descripción general del producto
Características clave
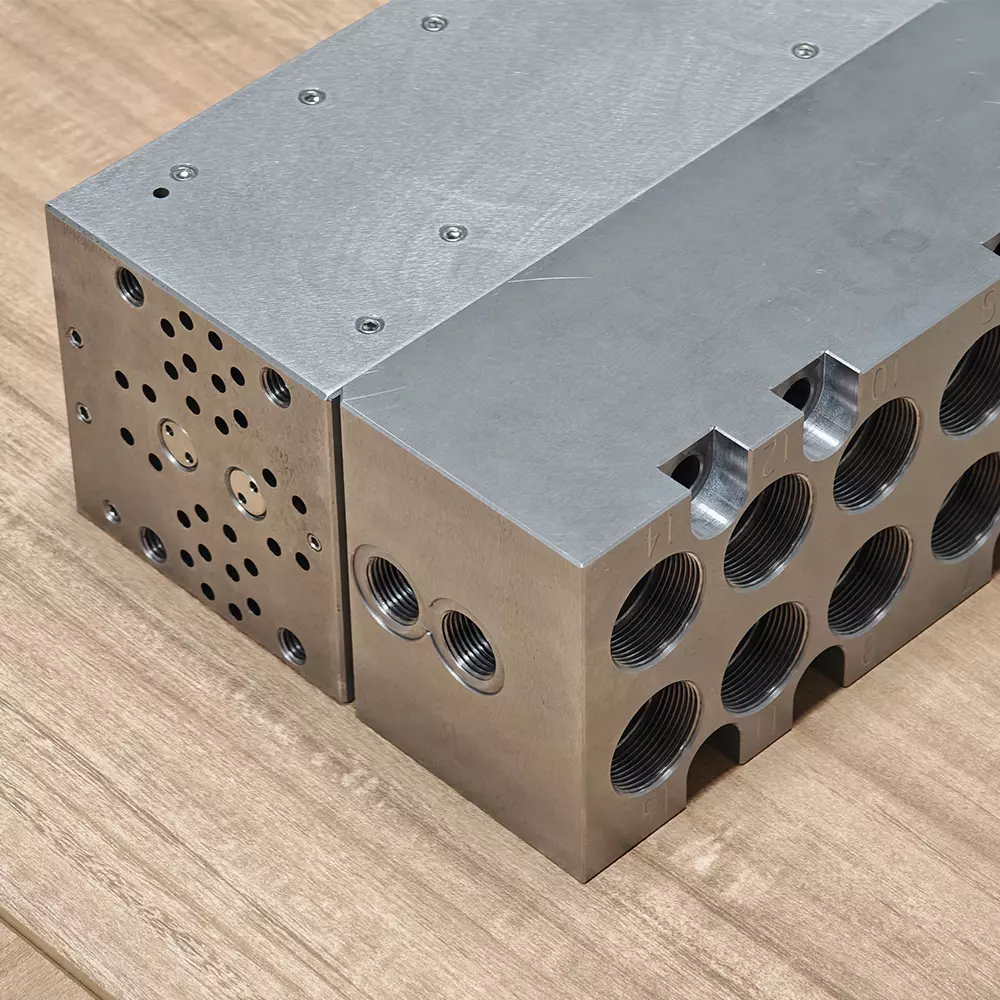
- Estricto mecanizado de agujeros profundos y tolerancia de posición de agujeros de alta precisión.
- Resistencia a alta presión, excelente rendimiento de sellado
- Material: acero aleado, acero al carbono, aleación de aluminio opcional
- Totalmente procesado según los dibujos 2D y 3D del cliente.
- Estrictas pruebas de presión y dimensiones antes de la entrega.
Tecnología de procesamiento
Solicitud
Cantidad mínima de pedido & Embalaje
La calidad surge de una artesanía rigurosa
La válvula de control hidráulico, como "corazón" del sistema hidráulico, su rendimiento determina directamente la precisión operativa y la estabilidad de la maquinaria de construcción, los equipos de automatización industrial y otros dispositivos. Confiando en la ventaja del grupo global de fabricación mecánica de precisión en Dongguan y siguiendo los más altos estándares de fabricación internacionales, hemos establecido un proceso completo y de alta calidad.-Sistema de producción de precisión desde la selección de materia prima hasta la entrega del producto, lo que garantiza que cada válvula de control hidráulico pueda funcionar de manera estable y confiable en condiciones extremas.
Adquisición de materia prima y pre-tratamiento: Construyendo una base sólida para la calidad
1. Criterios estrictos de selección de materiales Combinamos con precisión las materias primas según los escenarios de aplicación y los requisitos de rendimiento de la válvula de control hidráulico: seleccionamos materiales de acero inoxidable 430F o hierro dúctil para garantizar que el cuerpo de la válvula tenga alta resistencia y alta densidad, capaz de soportar presiones superiores a 700 bar.
Núcleo de válvula y manguito de válvula: utilice acero inoxidable, acero aleado, etc. para el desgaste.-resistente y a la corrosión-Materiales resistentes para garantizar que elnúcleo de la válvula pueda moverse con flexibilidad dentro del orificio del cuerpo de la válvula durante mucho tiempo, con una holgura estrictamente controlada dentro de 0,005. - 0,035 mm. Componentes de sellado: use alto importado-Caucho de alto rendimiento y materiales compuestos, capaces de adaptarse a rangos de temperatura extremos de -50 ℃ a +100 ℃, asegurando cero-rendimiento de sellado de fugas.
2. Bien pre-tratamiento Evaluación de proveedores e inspección de almacenamiento: Establecer un sistema global de evaluación de proveedores y cooperar solo con altos-Proveedores de calidad que cumplen con la certificación ISO9001. Después de que llega cada lote de materias primas, se utilizan múltiples medios, como análisis espectroscópicos, pruebas de dureza e inspección metalográfica, para garantizar que la composición y el rendimiento del material cumplan con los estándares internacionales.
3. Tratamiento de envejecimiento y detección de defectos: Para piezas en bruto de hierro fundido y acero, el tratamiento de envejecimiento se lleva a cabo antes del procesamiento para eliminar la tensión interna y evitar la deformación posterior del procesamiento. Al mismo tiempo, se utilizan tecnologías de detección de defectos por ultrasonidos y partículas magnéticas para detectar con precisión defectos internos en el material y evitar que fluyan materias primas de calidad inferior a la línea de producción.
Tecnología de procesamiento precisa: micrómetro-control de precisión denivel
1. Procesamiento del cuerpo de válvula: Alta rigidez y garantía de rendimiento de sellado Tome el electro-Como ejemplo del cuerpo de la válvula direccional hidráulica, utilizamos un centro de mecanizado horizontal para el procesamiento totalmente automatizado y el flujo del proceso es el siguiente:
-Fresado basto y mandrinado fino: Frese de forma aproximada los distintos planos del cuerpo de la válvula, dejando un 0,2 - margen de mecanizado de 0,4 mm; luego perfore con precisión el orificio principal para garantizar que la tolerancia del diámetro del orificio esté controlada dentro delnivel IT7 y que la rugosidad de la superficie Ra ≤ 0,8μm.
-Procesamiento de ranuras: use un cinco-Centro de mecanizado de ejes para completar la perforación y fresado de los complejos canales de flujo dentro del cuerpo de la válvula, controlando estrictamente la posición y el error de coaxialidad de los orificios para ≤ 0,01 mm, reduciendo así la pérdida de resistencia al flujo de fluido.
-Esmerilado y pulido: realice un tratamiento de esmerilado en el orificio principal para lograr una rugosidad superficial de Ra ≤ 0,2μm, asegurando la precisión de acoplamiento delnúcleo de la válvula y el cuerpo de la válvula, y reduciendo el riesgo de fugas internas.
2. Procesamiento delnúcleo de la válvula y del manguito de la válvula: Alto-Las piezas de acoplamiento de precisión fabrican elnúcleo de la válvula y el manguito de la válvula como componentes funcionales principales de la válvula de control hidráulico. La precisión del procesamiento afecta directamente la velocidad de respuesta y la precisión del control de la válvula:
-Torneado de precisión: utilice un torno CNC para realizar múltiples-Proceso de encendido delnúcleo de la válvula, con la tolerancia del diámetro exterior controlada dentro de 0,002 mm y el error cilíndrico. ≤ 0,001 mm.
-Rectificado y pulido: Lograr un alto-Rectificado de precisión de la superficie delnúcleo de la válvula mediante una rectificadora cilíndrica externa, con rugosidad superficial Ra ≤ 0.1μmetro; las superficies de contacto clave adoptan tecnología de pulido manual para mejorar aún más la suavidad de la superficie y la precisión del acoplamiento.
-Procesamiento de manguito de válvula: El orificio interior del manguito de válvula se procesa utilizando técnicas de perforación y bruñido profundo para garantizar un juego de acoplamiento uniforme y estable entre el orificio interior y elnúcleo de la válvula, con una tolerancia de juego controlada dentro de 0,005 mm.
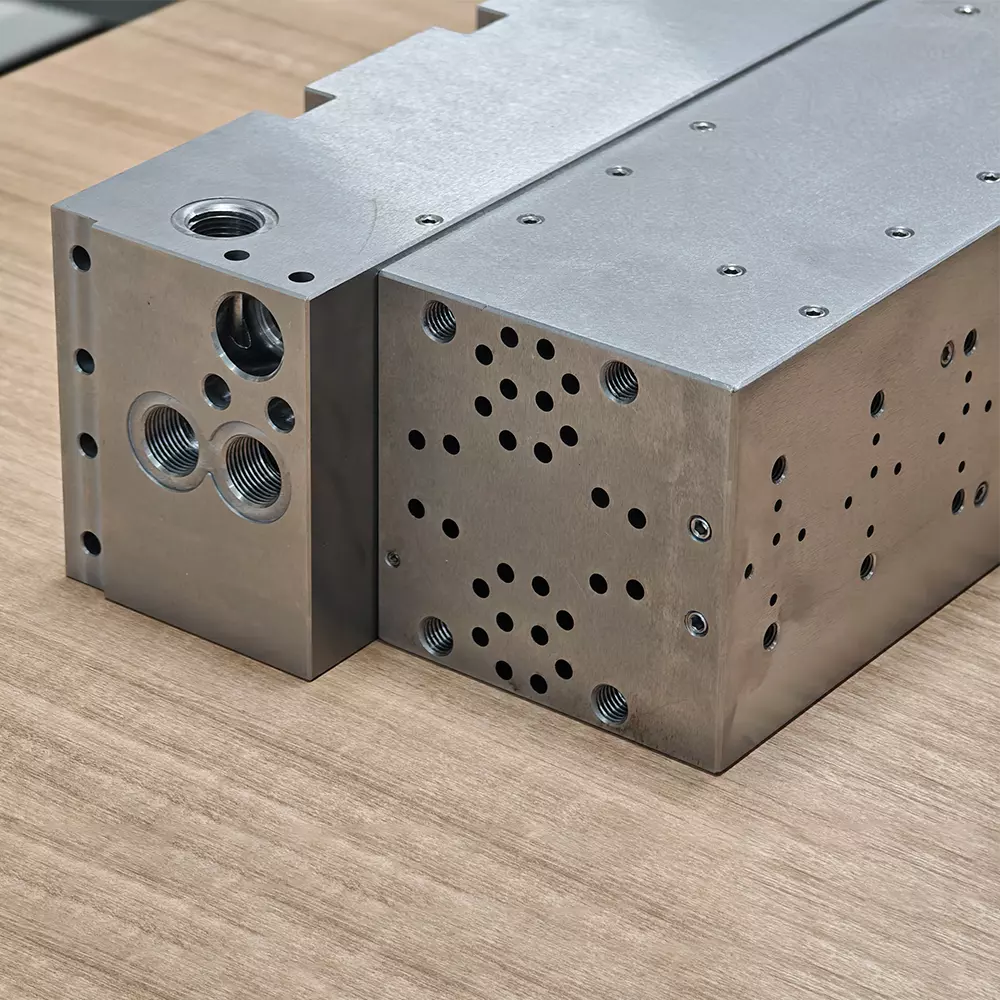
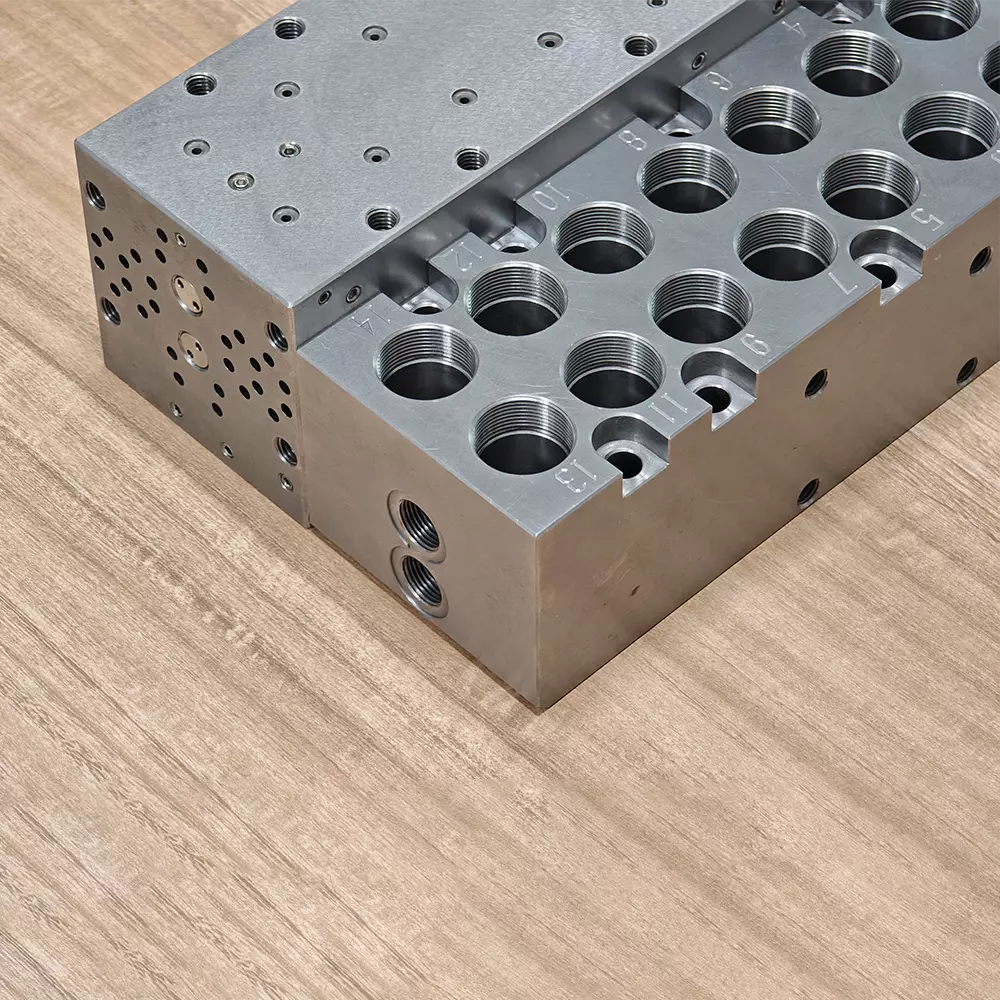
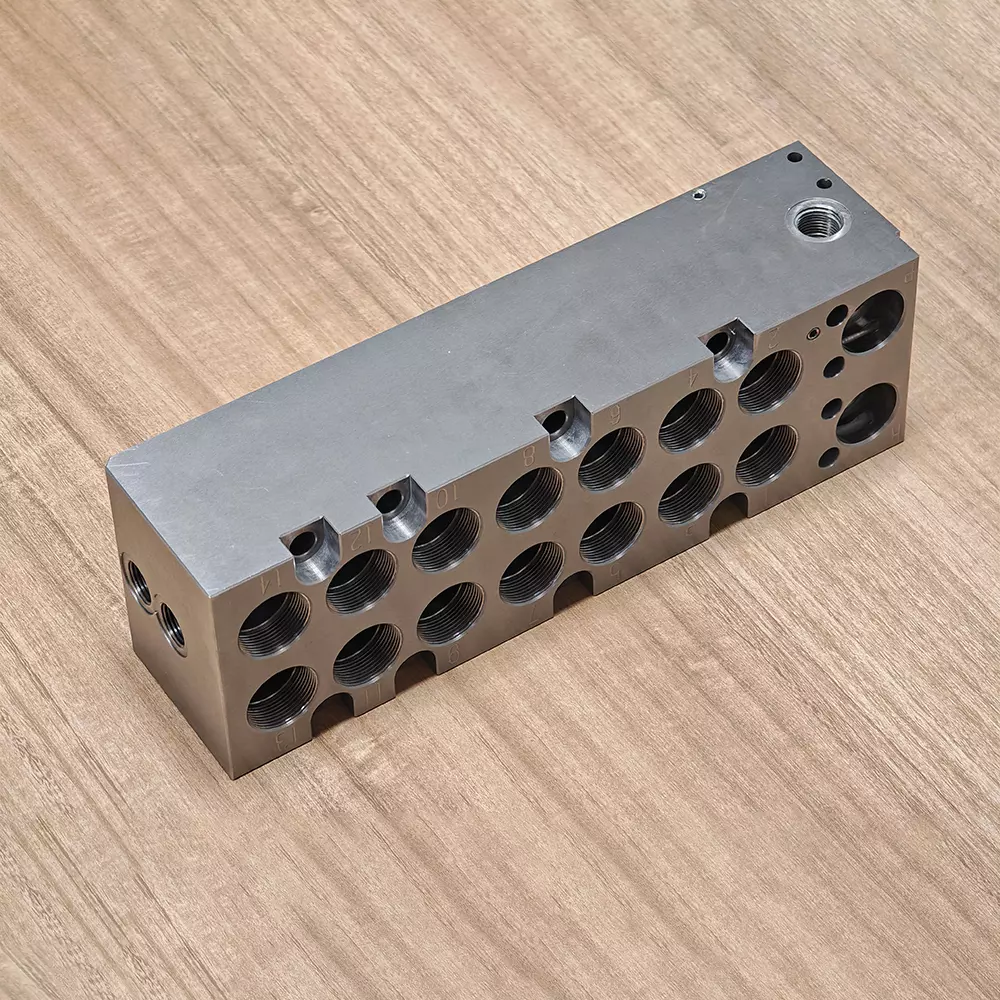
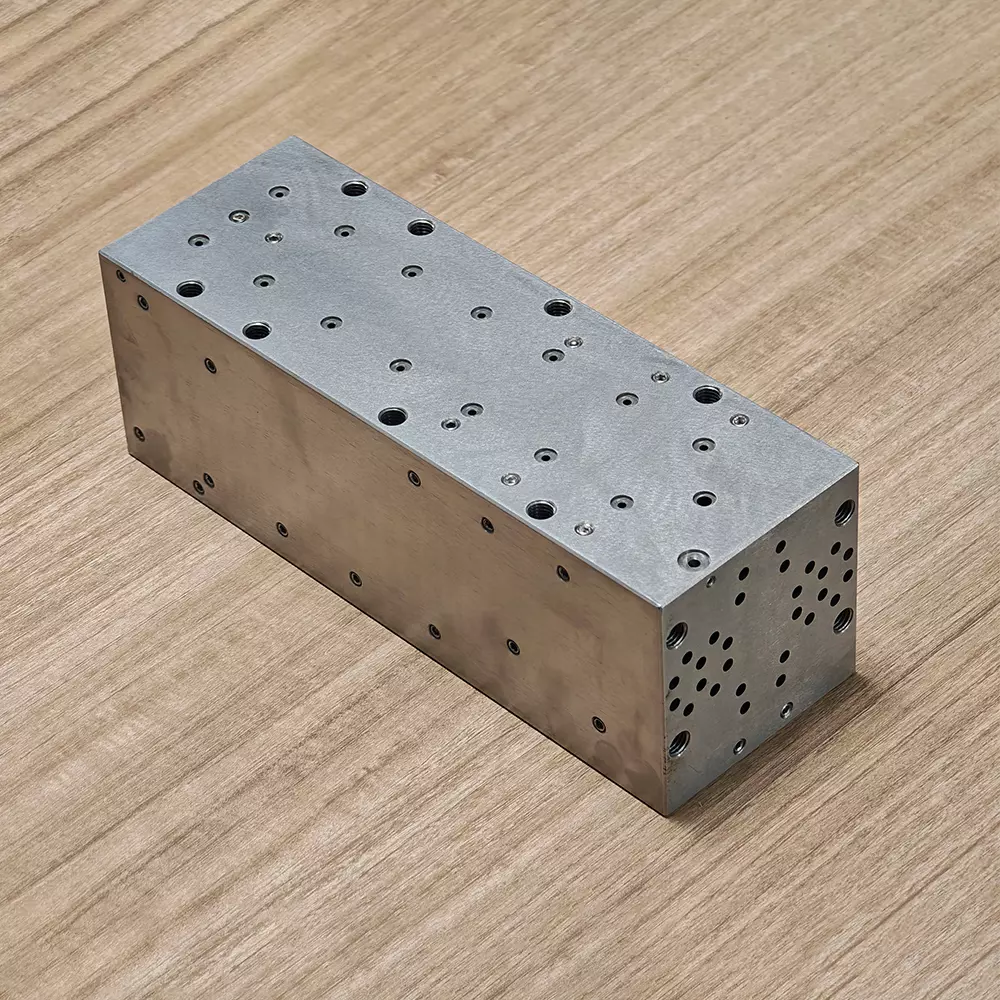
3. Procesamiento de bloques de válvulas:núcleo de integración modular
Para los grupos modulares de válvulas de control hidráulico, adoptamos técnicas estandarizadas de procesamiento de bloques de válvulas:
-seis-Rectificado fino de lados: a través de una máquina rectificadora CNC, realice un rectificado fino en las seis superficies del bloque de válvulas para garantizar el paralelismo de las superficies adyacentes. ≤ 0,03 mm y la perpendicularidad de superficies adyacentes ≤ 0,05 mm.
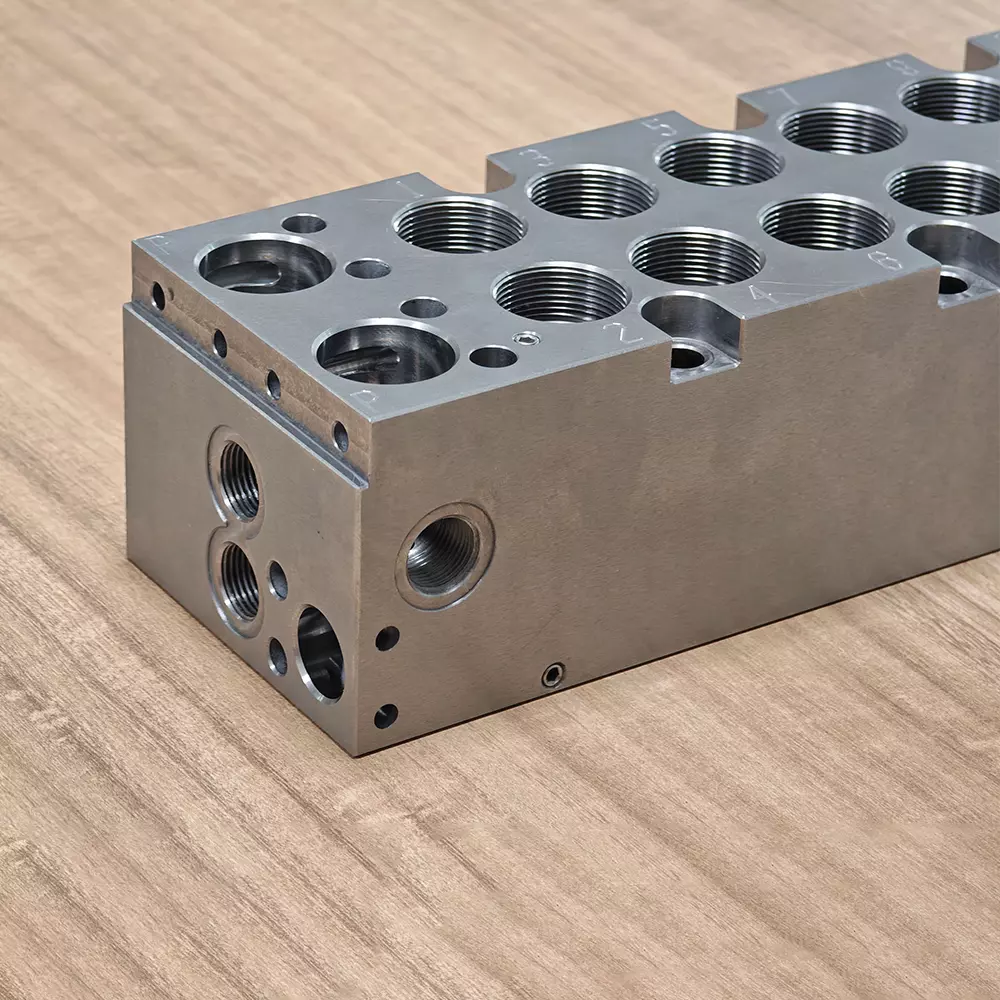
-Procesamiento de ranuras: utilice un centro de taladrado y roscado CNC para completar el procesamiento de orificios roscados, tapones-en los orificios de las válvulas, etc. en el bloque de válvulas. La precisión del hilo alcanza el grado 6H y el error de posición de los agujeros es ≤ 0,02 mm.
-Desbarbado y limpieza: Utilice una combinación de alta-Chorro de agua a presión y limpieza ultrasónica para eliminar completamente las rebabas e impurezas de los canales de flujo dentro del bloque de válvulas, asegurando que la limpieza del sistema hidráulico cumpla con el estándar NAS 8.

Tratamiento y protección de superficies: prolongación de la vida útil del producto
Para mejorar la resistencia a la corrosión y al desgaste de la válvula de control hidráulico, empleamos múltiples procesos de tratamiento de superficies:
-Cuerpo de válvula: se llevan a cabo tratamientos de fosfatación y pulverización electrostática, alcanzando el espesor del revestimiento de la superficie ≥ 60 μm. Esto puede resistir el ácido.-ambientes básicos y radiación ultravioleta.
-Núcleo de válvula y manguito de válvula: se aplica galvanoplastia de cromo duro o tratamiento denitruración, con una dureza de superficie que alcanza HV800 o superior, lo que aumenta la resistencia al desgaste en 3 - 5 veces.
-Bloque de válvulas: los canales de flujo internos se someten a un tratamiento de lavado ácido y fosfatado, mientras que la superficie exterior se trata con galvanizado oniquelado para prevenir eficazmente la oxidación y la corrosión.
Montaje y pruebas: doble garantía de rendimiento y confiabilidad
1. Montaje en Taller Limpio: El montaje se realiza en una sala limpia con unnivel de limpieza de 10.000. Los técnicos profesionales utilizan accesorios de herramientas especiales para ensamblar la válvula de control hidráulico:
-Limpieza de componentes: Todos los componentes del conjunto se limpian tres veces en una máquina de limpieza ultrasónica para garantizar queno haya impurezas en la superficie.
-Montaje preciso: El montaje se realiza de acuerdo con lanorma internacional ISO 4401. La holgura de acoplamiento entre elnúcleo de la válvula y el cuerpo de la válvula es de 100% inspeccionado utilizando un calibre de tapón para garantizar que la precisión del ensamblaje cumpla con los requisitos de diseño.
-Detección de sello: La superficie de sellado del cuerpo de la válvula se prueba utilizando un detector de fugas de espectrometría de masas de helio, con la tasa de fuga controlada por debajo de 1×10^-7Pa·m³/s.
2. Pruebas de rendimiento completas: Después de ensamblar cada válvula de control hidráulico, se somete a estrictas pruebas de rendimiento:
-Prueba de presión: Bajo 1,5 veces la presiónnominal, se realiza una prueba de mantenimiento de presión durante 30 minutos sin fugasni deformaciones.

Productos relacionados
Blog relacionado

Bienvenido al Sr. Nurullah de Turquía para visitarnuestra fábrica
Un lote de alto-Los equipos de CNC final se han puesto en producción