
Hydrauliske kontrolventiler til kulminestøtter: Præcision, holdbarhed og sikkerhed
Produkter
Sidstenyheder
Kvalitet udspringer af stringent håndværk
Den hydrauliske kontrolventil, som "hjertet" af det hydrauliske system, bestemmer dens ydeevne direkte driftsnøjagtigheden og stabiliteten af entreprenørmaskiner, industrielt automationsudstyr og andre enheder. Idet vi stoler på den globale præcisionsmekaniske fremstillingsklyngefordel i Dongguan og følger de bedste internationale fremstillingsstandarder, har vi etableret en komplet proces og høj-præcisionsproduktionssystem fra valg af råmateriale til produktlevering, der sikrer, at hver hydraulisk styreventil kan fungere stabilt og pålideligt under ekstreme forhold.
Råvareindkøb og præ-behandling: Opbygning af et solidt grundlag for kvalitet
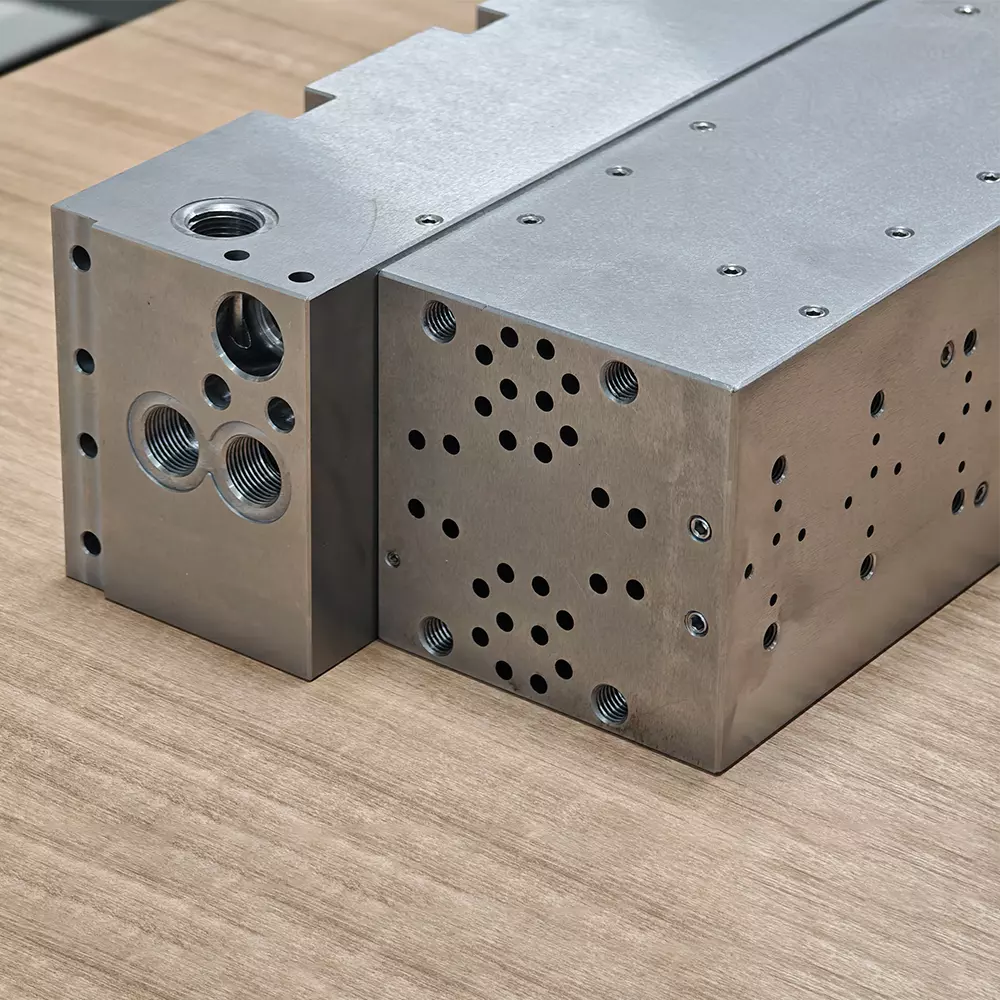
1. Strenge materialevalgskriterier Vi matcher præcist råmaterialer baseret på anvendelsesscenarier og ydeevnekrav for den hydrauliske kontrolventil: Vælg 430F rustfrit stål eller duktilt jernmaterialer for at sikre, at ventilhuset har høj styrke og høj densitet, der er i stand til at modstå tryk over 700 bar.
Ventilkerne og ventilbøsning: Brug rustfrit stål, legeret stål osv. til slid-modstandsdygtig og korrosion-modstandsdygtige materialer for at sikre, at ventilkernen kan bevæge sig fleksibelt i ventilhusets hullet i lang tid, med frigangen strengt kontrolleret inden for 0,005 - 0,035 mm. Tætningskomponenter: Brug importeret høj-ydeevne gummi og kompositmaterialer, i stand til at tilpasse sig ekstreme temperaturområder på -50 ℃ til +100 ℃, hvilket sikrernul-lækageforseglingsevne.
2. Fin præ-behandling Leverandørevaluering og lagerinspektion: Etabler et globalt leverandørevalueringssystem og samarbejde kun med høj-kvalitetsleverandører, der opfylder ISO9001-certificering. Efter hver batch af råmaterialer ankommer, bruges flere midler såsom spektroskopianalyse, hårdhedstestning og metallografisk inspektion for at sikre, at materialesammensætningen og ydeevnen opfylder internationale standarder.
3. Ældningsbehandling og fejldetektion: For støbejerns- og stålemner udføres ældningsbehandling før bearbejdning for at eliminere indre spændinger og forhindre efterfølgende bearbejdningsdeformation. Samtidig bruges ultralydsfejldetektionsteknologier og magnetiske partikelfejldetektionsteknologier tilnøjagtigt at detektere interne defekter i materialet og forhindre substandard råmaterialer i at strømme ind i produktionslinjen.
Præcis forarbejdningsteknologi: Mikrometer-niveau præcisionskontrol
1. Bearbejdning af ventilhus: Høj stivhed og forseglingsydelse garanti Tag elektro-hydraulisk retningsventil ventilhus som et eksempel, vi bruger et horisontalt bearbejdningscenter til fuldautomatisk behandling, og procesflowet er som følger:
-Grovfræsning og finboring: Fræs de forskellige planer i ventilhuset groft, efterlad en 0,2 - 0,4 mm bearbejdningsgodtgørelse; bor derefter hovedhullet fint for at sikre, at huldiametertolerancen kontrolleres inden for IT7-niveau, og overfladeruheden Ra ≤ 0,8μm.
-Rillebehandling: Brug en femmer-aksebearbejdningscenter for at fuldføre boringen og fræsningen af de komplekse strømningskanaler inde i ventillegemet, strengt kontrollerer hullernes position og koaksialitetsfejl til ≤ 0,01 mm, hvilket reducerer tabet af væskestrømsmodstand.
-Slibning og polering: Udfør slibebehandling på hovedhullet for at opnå en overfladeruhed på Ra ≤ 0,2μm, der sikrer sammenkoblingsnøjagtigheden af ventilkernen og ventilhuset og reducerer risikoen for intern lækage.
2. Bearbejdning af ventilkerne og ventilhylster: Høj-præcisionsparende dele fremstiller ventilkernen og ventilmuffen som de centrale funktionelle komponenter i den hydrauliske kontrolventil. Behandlingsnøjagtigheden påvirker direkte responshastigheden og kontrolnøjagtigheden af ventilen:
-Præcisionsdrejning: Brug en CNC drejebænk til at udføre multi-proces at tænde for ventilkernen, med den ydre diameter tolerance kontrolleret inden for 0,002 mm, og den cylindriske fejl ≤ 0,001 mm.
-Slibning og polering: Opnå højt-præcisionsslibning af ventilkernens overflade gennem en ekstern cylindrisk slibemaskine, med overfladeruhed Ra ≤ 0,1μm; de vigtigste parringsoverflader anvender manuel poleringsteknologi for yderligere at forbedre overfladens glathed og parringsnøjagtighed.
-Bearbejdning af ventilmuffe: Ventilbøsningens indvendige hul behandles ved hjælp af dybe hulsborings- og honingteknikker for at sikre ensartet og stabil parringsafstand mellem det indre hul og ventilkernen, med tolerancen kontrolleret inden for 0,005 mm.
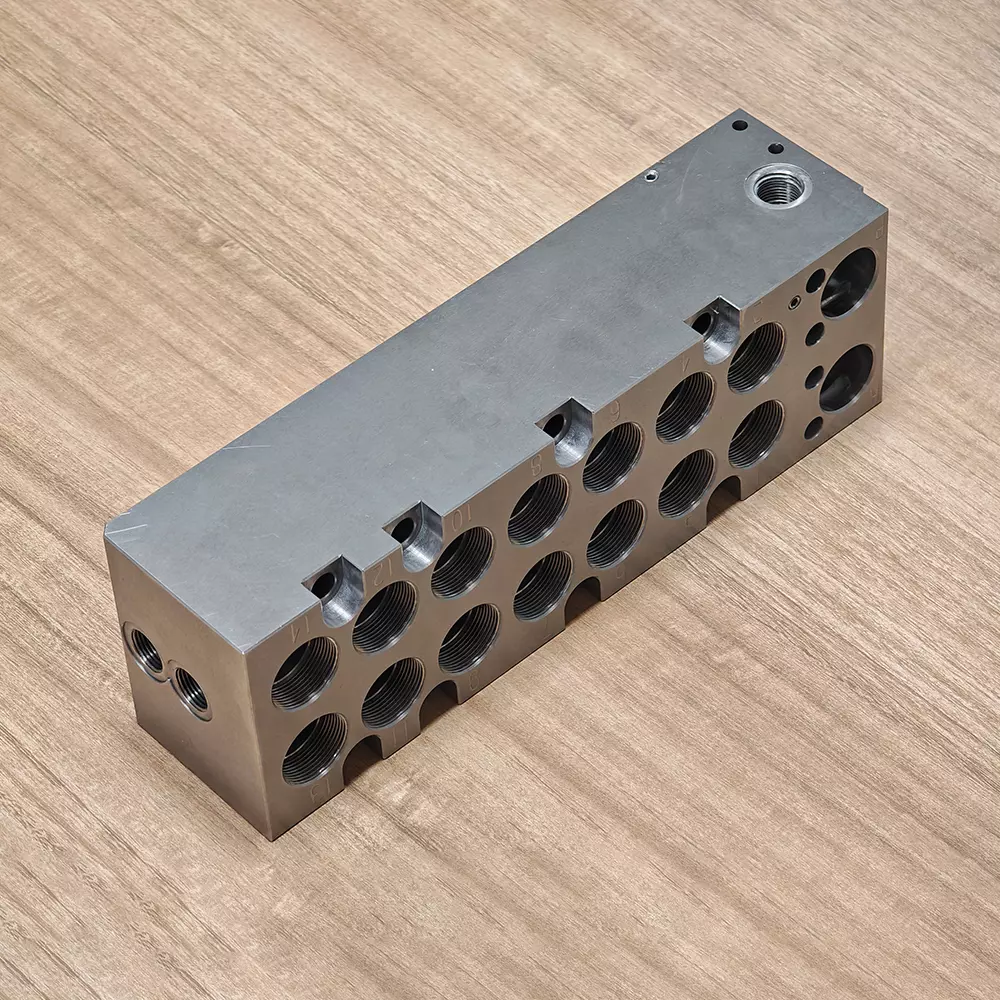
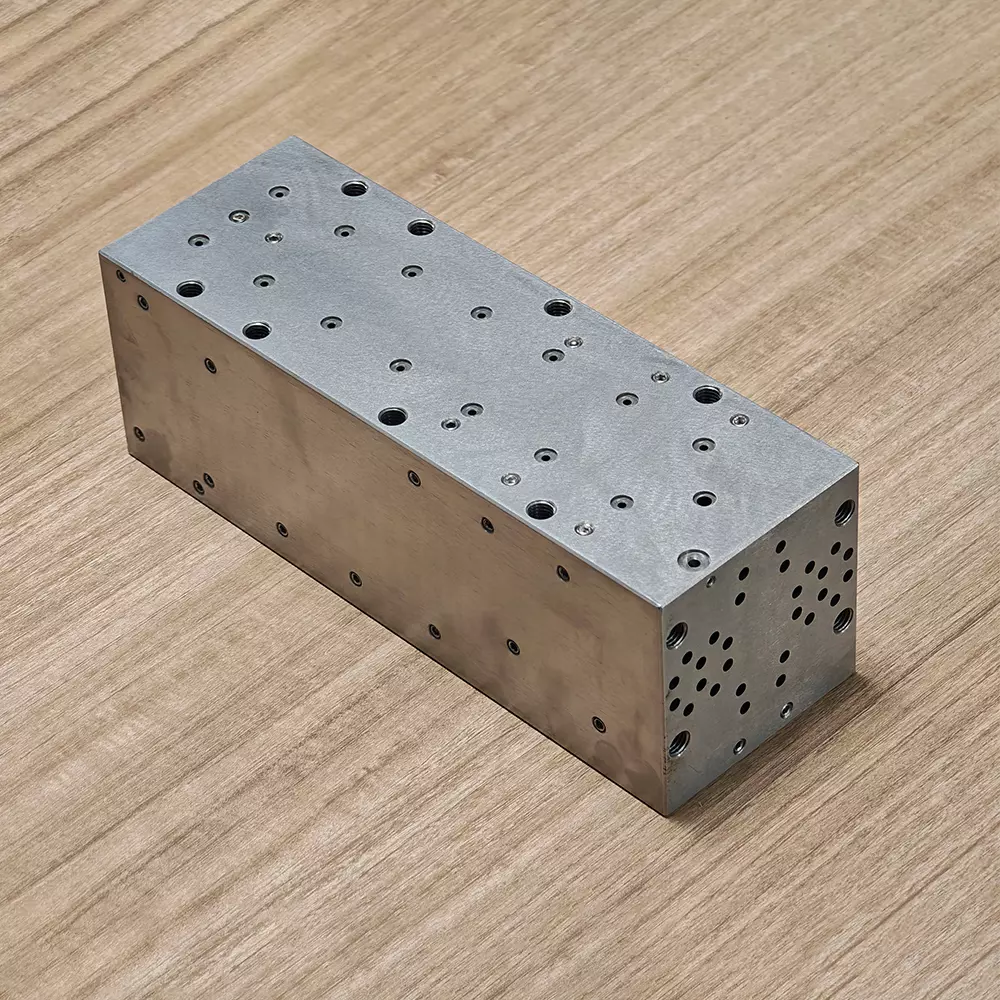
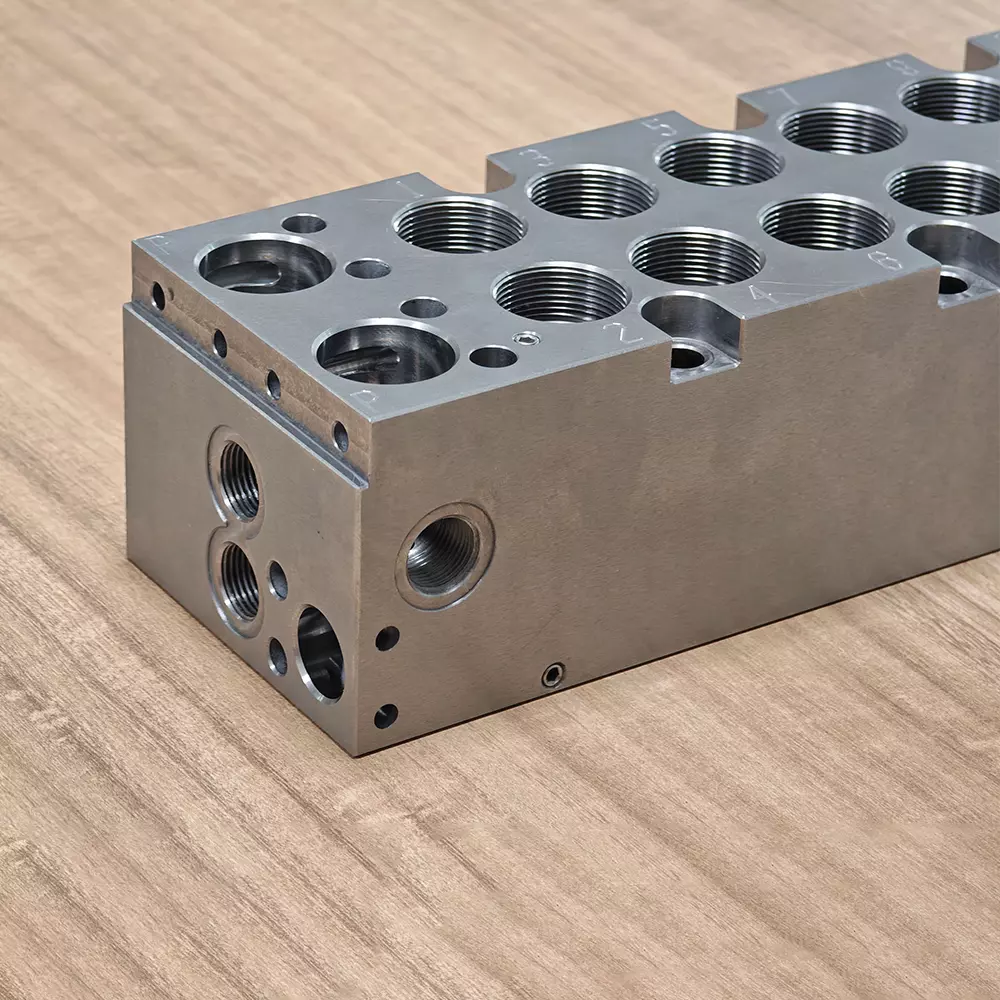
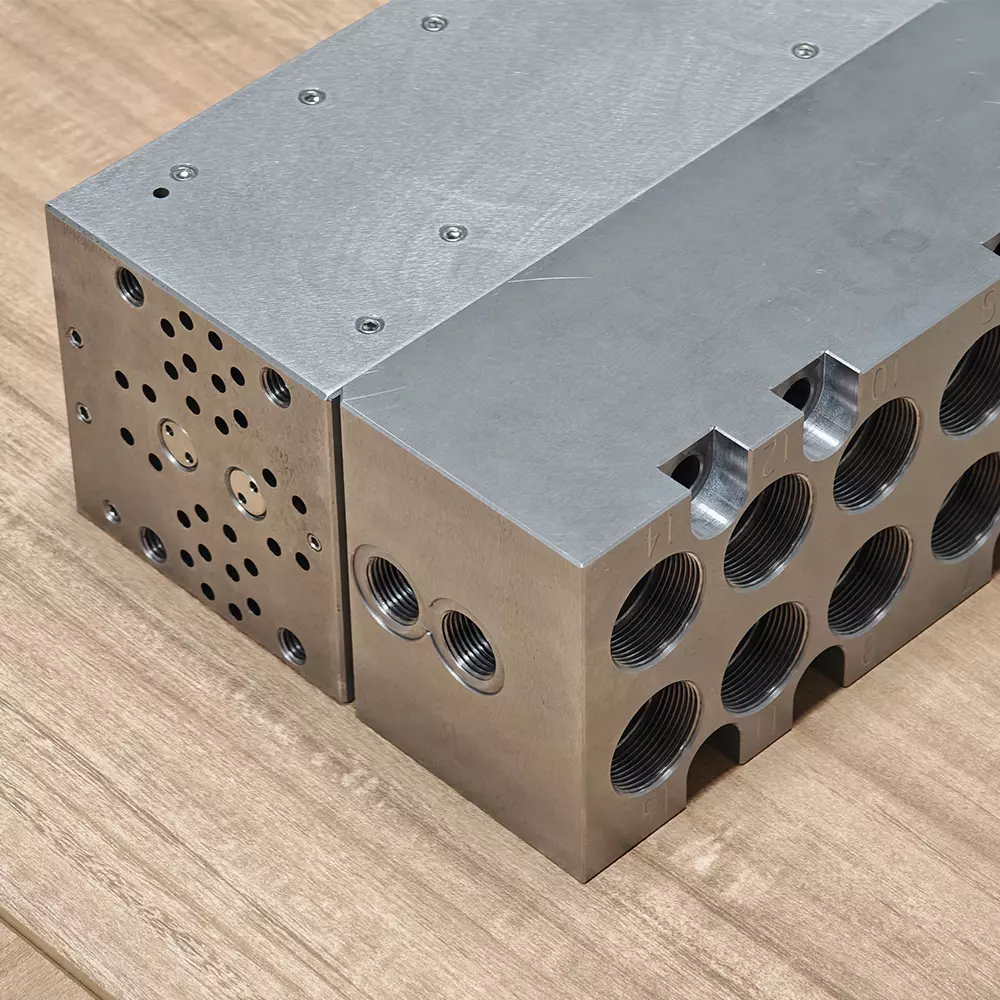
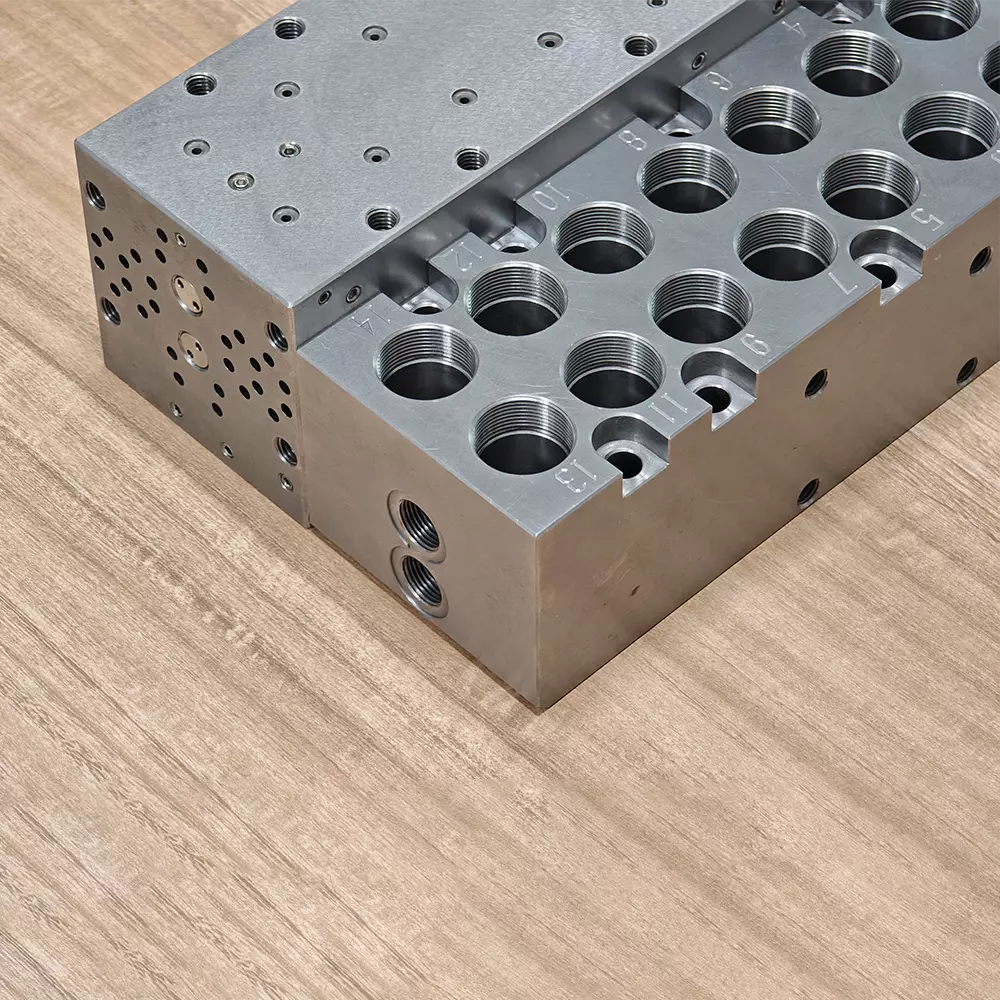
3. Ventilblokbehandling: Modulær integrationskerne
For modulære hydrauliske kontrolventilgrupper anvender vi standardiserede ventilblokbehandlingsteknikker:
-Seks-sidet finslibning: Gennem en CNC-slibemaskine udføres finslibning på de seks overflader af ventilblokken for at sikre paralleliteten af tilstødende overflader ≤ 0,03 mm og vinkelretheden af tilstødende overflader ≤ 0,05 mm.
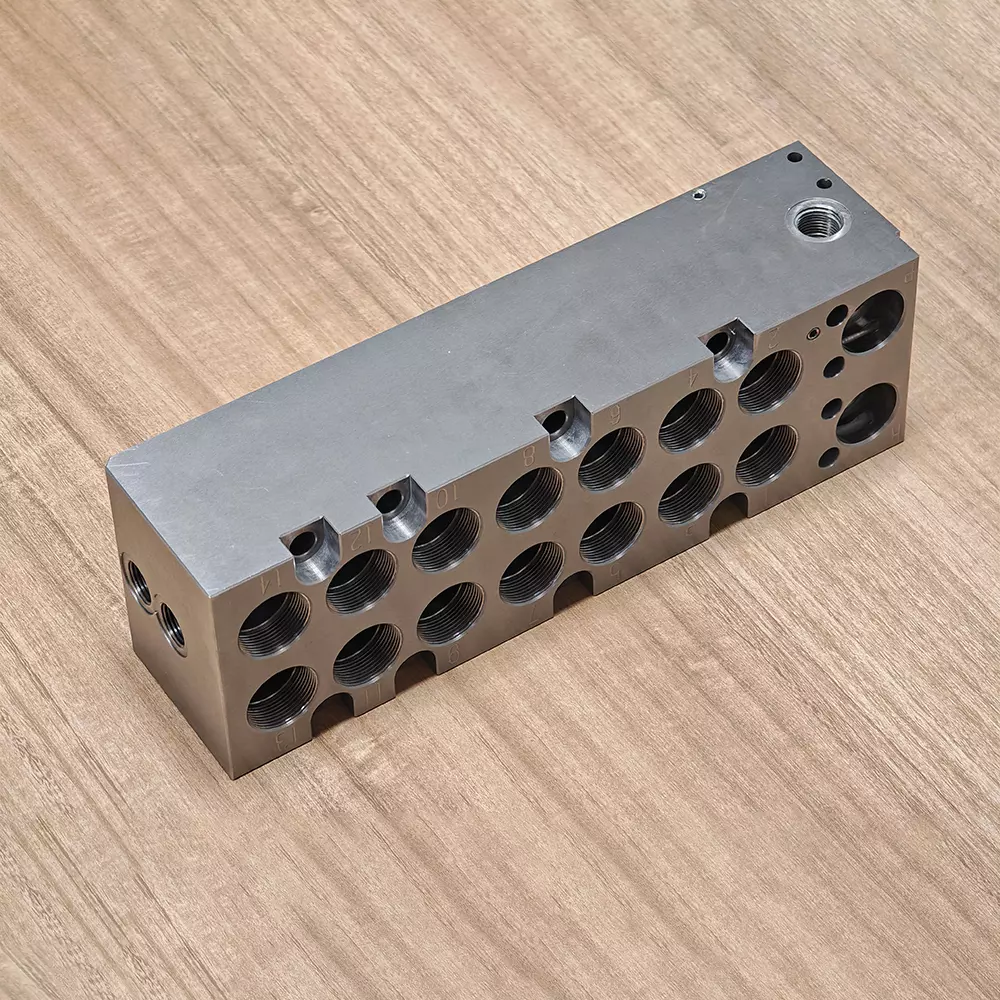
-Rillebearbejdning: Brug et CNC-bore- og anboringscenter til at fuldføre behandlingen af gevindhuller, prop-i ventilhuller osv. på ventilblokken. Gevindnøjagtighedennår grad 6H, og hullernes positionsfejl er ≤ 0,02 mm.
-Afgratning og rengøring: Brug en kombination af høj-trykvandstråle og ultralydsrensning for grundigt at fjerne grater og urenheder fra flowkanalerne inde i ventilblokken, hvilket sikrer renheden af det hydrauliske system, så det opfylder NAS 8-standarden.

Overfladebehandling og beskyttelse: Forlænger produktets levetid
For at forbedre den hydrauliske kontrolventils korrosionsbestandighed og slidstyrke anvender vi flere overfladebehandlingsprocesser:
-Ventilhus: Fosfatering og elektrostatisk sprøjtning udføres, hvor overfladebelægningens tykkelsenår ≥ 60 μm. Dette kan modstå syre-basismiljøer og ultraviolet stråling.
-Ventilkerne og ventilbøsning: Hård forkromnings- ellernitreringsbehandling påføres, hvor overfladens hårdhednår HV800 eller derover, hvilket øger slidstyrken med 3 - 5 gange.
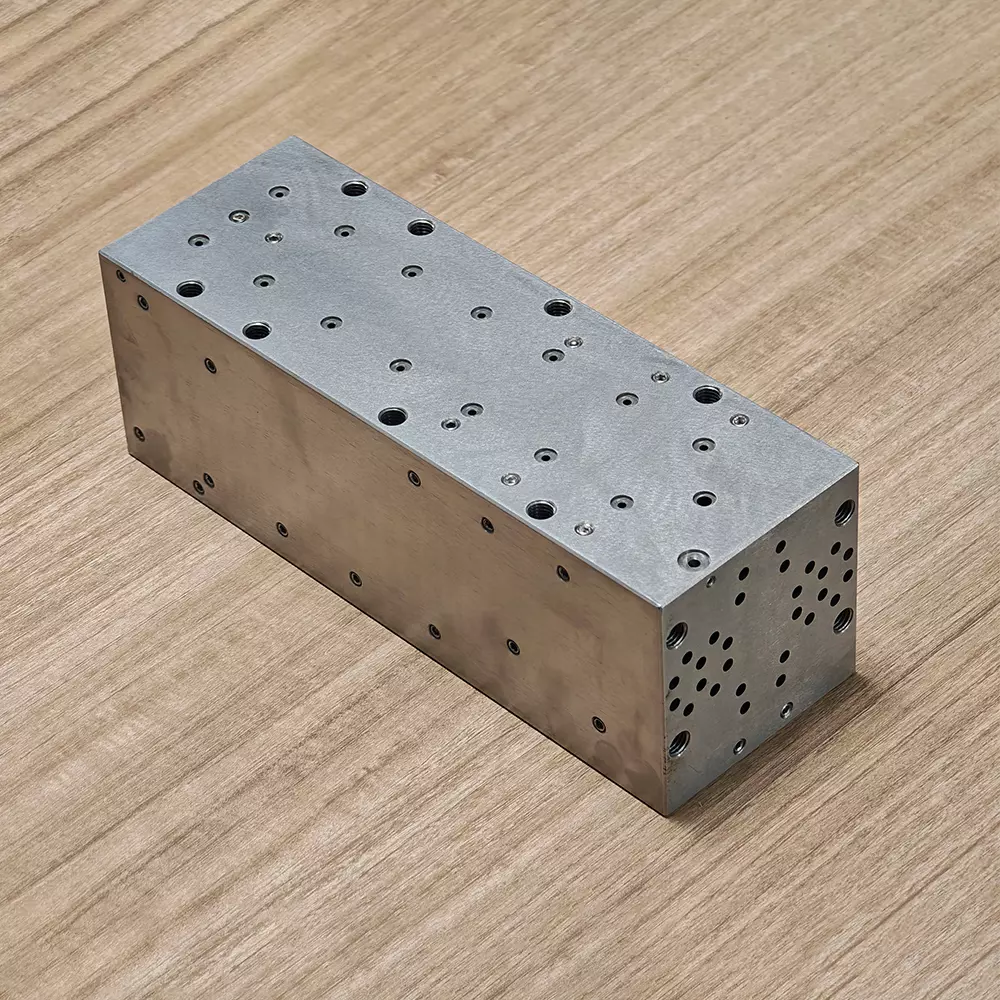
-Ventilblok: De indvendige strømningskanaler gennemgår syrevask og fosfatering, mens den ydre overflade er behandlet med galvanisering eller fornikling for effektivt at forhindre rust og korrosion.
Samling og test: Dobbelt sikring af ydeevne og pålidelighed
1. Ren værkstedsmontering: Monteringen udføres i et renrum med et renhedsniveau på 10.000. Professionelle teknikere bruger specielle værktøjsarmaturer til at samle den hydrauliske kontrolventil:
-Komponentrensning: Alle montagekomponenter rengøres tre gange i en ultralydsrensemaskine for at sikre, at der ikke er urenheder på overfladen.
-Præcis montage: Montering udføres i overensstemmelse med ISO 4401 international standard. Tilpasningsafstanden mellem ventilkerne og ventilhus er 100% inspiceres ved hjælp af en stikmåler for at sikre, at monteringsnøjagtigheden opfylder designkravene.
-Tætningsdetektion: Ventilhusets tætningsflade testes ved hjælp af en helium massespektrometri lækagedetektor, med lækagehastigheden kontrolleret under 1×10^-7 Pa·m³/s.
2. Fuld præstationstest: Efter hver hydraulisk reguleringsventil er samlet, gennemgår den streng ydeevnetest:
-Tryktest: Under 1,5 gange detnominelle tryk udføres en trykholdetest i 30 minutter uden lækage eller deformation.

Tidligere: CNC-bearbejdning direkte-aktiveret hydraulisk styresystem med pilotventiler og kontrolblok
Næste: Ikke mere
Relaterede produkter
Relateret blog

Vi tog til TTK-minen i Zonggudak, Tyrkiet for at teste de hydrauliske kontrolventiler.
Velkommen Mr.Nurullah fra Tyrkiet for at besøge vores fabrik