
炭鉱サポート用油圧制御弁: 精度、耐久性、安全性
製品
品質は厳格な職人技から生まれます
油圧コントロールバルブは油圧システムの心臓部であり、その性能が建設機械や産業用オートメーション機器などの作動精度や安定性に直接影響します。東莞の世界的な精密機械製造クラスターの優位性を利用し、最高の国際製造基準に従って、当社は完全なプロセスと高い品質を確立しました。-原材料の選択から製品の出荷まで精密な生産システムを構築し、各油圧制御バルブが極限の条件下でも安定して確実に動作できることを保証します。
原材料の調達と事前の準備-治療: 品質のための強固な基盤の構築
1. 厳格な材料選択基準 当社は、油圧制御バルブのアプリケーションシナリオと性能要件に基づいて原材料を正確に適合させます。バルブ本体が高強度かつ高密度であり、700 bar を超える圧力に耐えることができるように、430F ステンレス鋼またはダクタイル鉄材料を選択します。
バルブコア、バルブスリーブ:摩耗に強いステンレス鋼、合金鋼等を使用-耐性と腐食性-バルブコアがバルブボディ穴内で長期間柔軟に動くことを保証するための耐久性のある材料を使用し、クリアランスは0.005以内に厳密に管理されています。 - 0.035mm。シール部品:輸入高品を使用-極端な温度範囲に適応できる高性能ゴムと複合材料。 -50℃~ +100℃、ゼロを保証-漏れシール性能。
2.ファインプレ-サプライヤー評価と倉庫保管検査:グローバルなサプライヤー評価システムを確立し、評価の高いサプライヤーのみと協力する-ISO9001認証を取得した高品質のサプライヤー。原材料の各バッチが到着した後、分光分析、硬度試験、金属組織学的検査などの複数の手段を使用して、材料の組成と性能が国際基準を満たしていることを確認します。
3. 時効処理と探傷:鋳鉄や鋼のブランクについては、内部応力を除去し、その後の加工変形を防ぐために、加工前に時効処理が実行されます。同時に、超音波探傷技術と磁粉探傷技術を使用して材料の内部欠陥を正確に検出し、規格外の原材料が生産ラインに流入することを防ぎます。
精密加工技術:マイクロメーター-レベル精度制御
1. バルブボディ加工:高剛性とシール性を保証 エレクトロを採用-油圧方向切換弁のバルブボディを例に、横形マシニングセンタを使用して全自動加工を行っており、加工フローは以下の通りです。
-粗いフライス加工と細かいボーリング: バルブ本体のさまざまな平面を大まかにフライス加工し、0.2 の溝を残します。 - 加工代0.4mm。次に、穴径公差が IT7 レベル内に制御されるように主穴をファインボア加工し、表面粗さ Ra を確保します。 ≤ 0.8μメートル。
-溝加工:5本使用-軸マシニングセンターを使用して、バルブ本体内の複雑な流路の穴あけとフライス加工を完了し、穴の位置と同軸度の誤差を厳密に制御し、 ≤ 0.01mmを実現し、流体の流動抵抗のロスを軽減します。
-研削・研磨:主穴に研削処理を施し、表面粗さRaを実現 ≤ 0.2μm、バルブコアとバルブボディの嵌合精度を確保し、内部漏れのリスクを軽減します。
2. バルブコアとバルブスリーブの加工:高-精密嵌合部品は、油圧制御バルブの中核機能部品であるバルブコアとバルブスリーブを製造します。加工精度はバルブの応答速度や制御精度に直接影響します。
-精密旋削加工:CNC旋盤を使用してマルチに加工します。-外径公差を0.002mm以内に管理し、円筒誤差を抑えながらバルブコアを回転させる工程 ≤ 0.001mm。
-研削・研磨:高いレベルを達成-外部円筒研削盤によるバルブコア表面の精密研削、表面粗さRa ≤ 0.1μメートル;キーの嵌合面には手動研磨技術を採用し、表面の平滑性と嵌合精度をさらに向上させています。
-バルブスリーブ加工:バルブスリーブの内穴は深穴ドリリングとホーニング技術を使用して加工され、内穴とバルブコア間の嵌合クリアランスを均一かつ安定に確保し、クリアランス公差は0.005mm以内に管理されています。
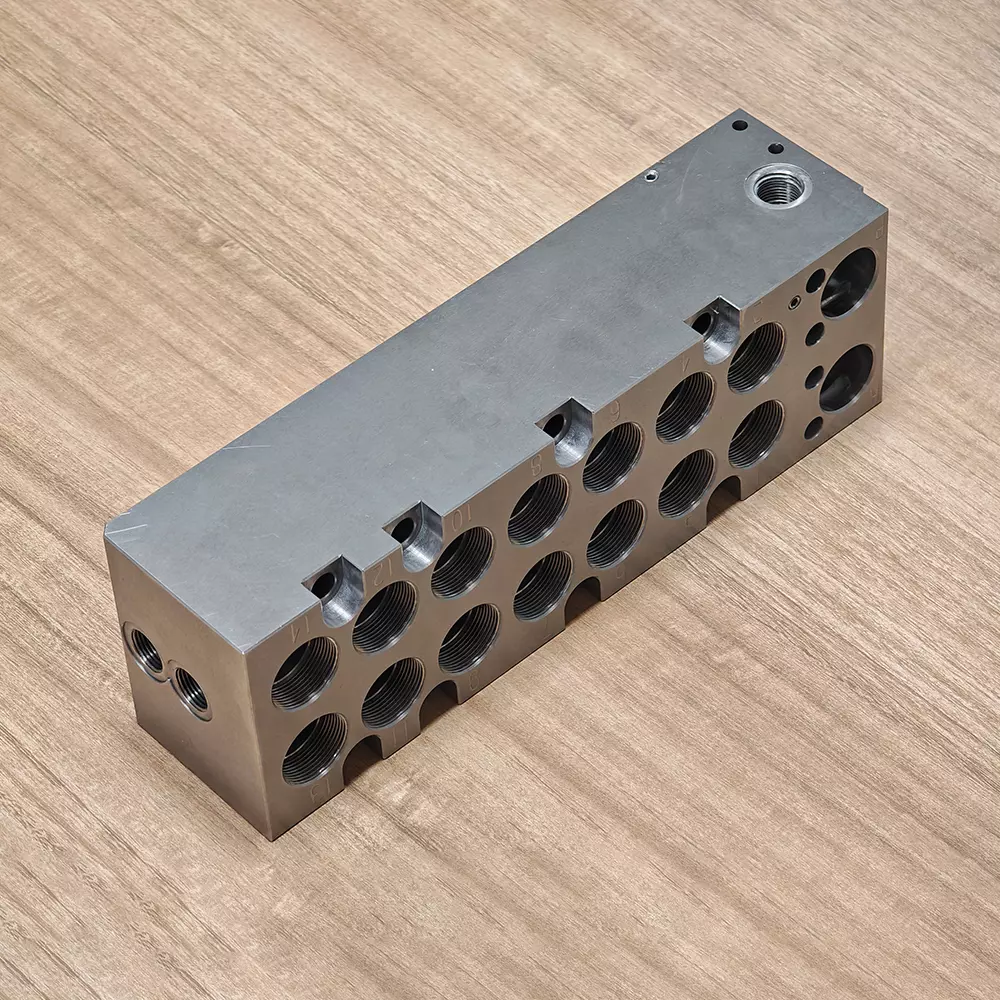
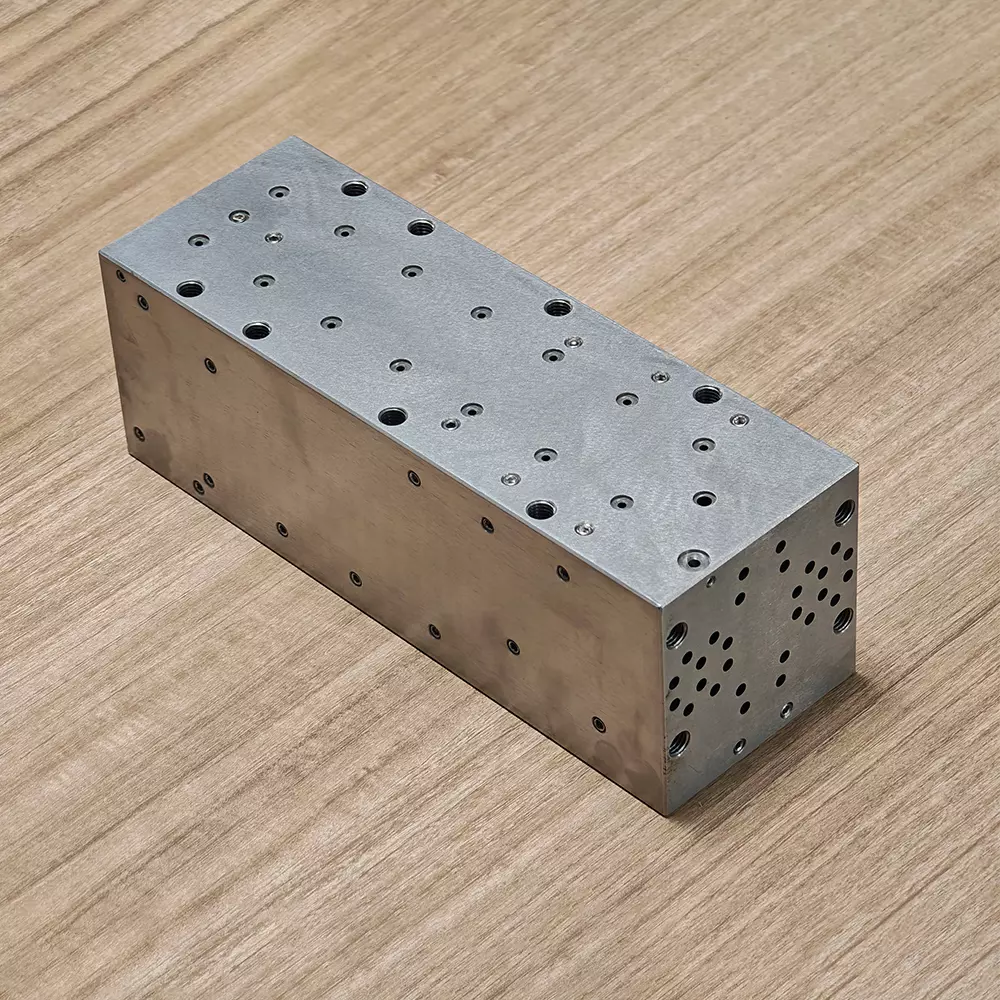
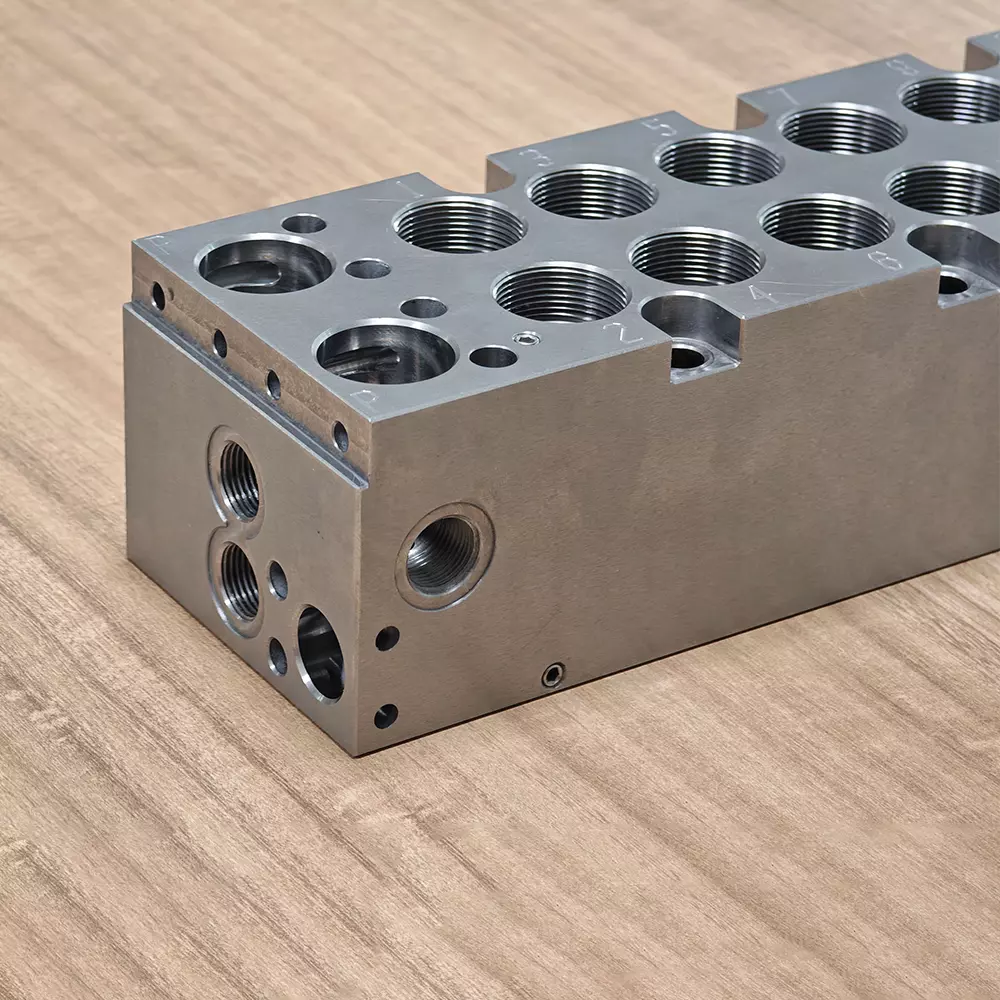
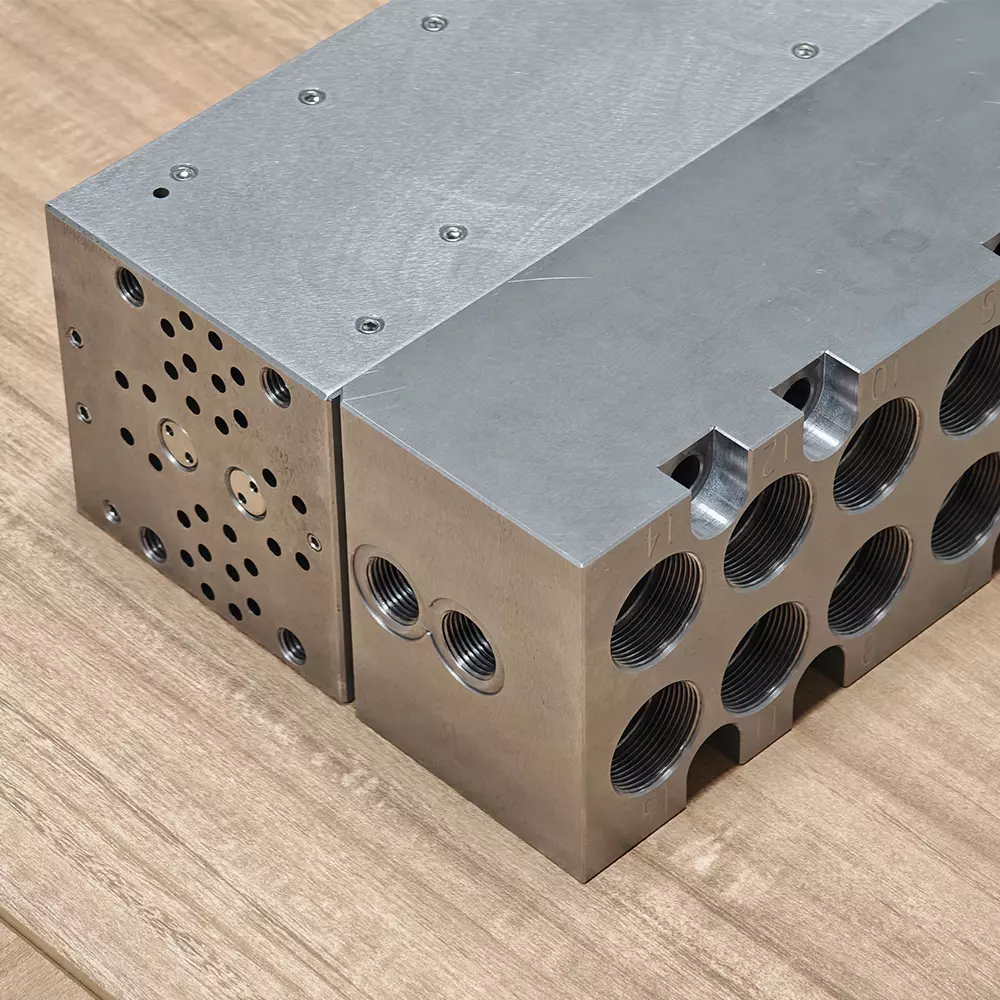
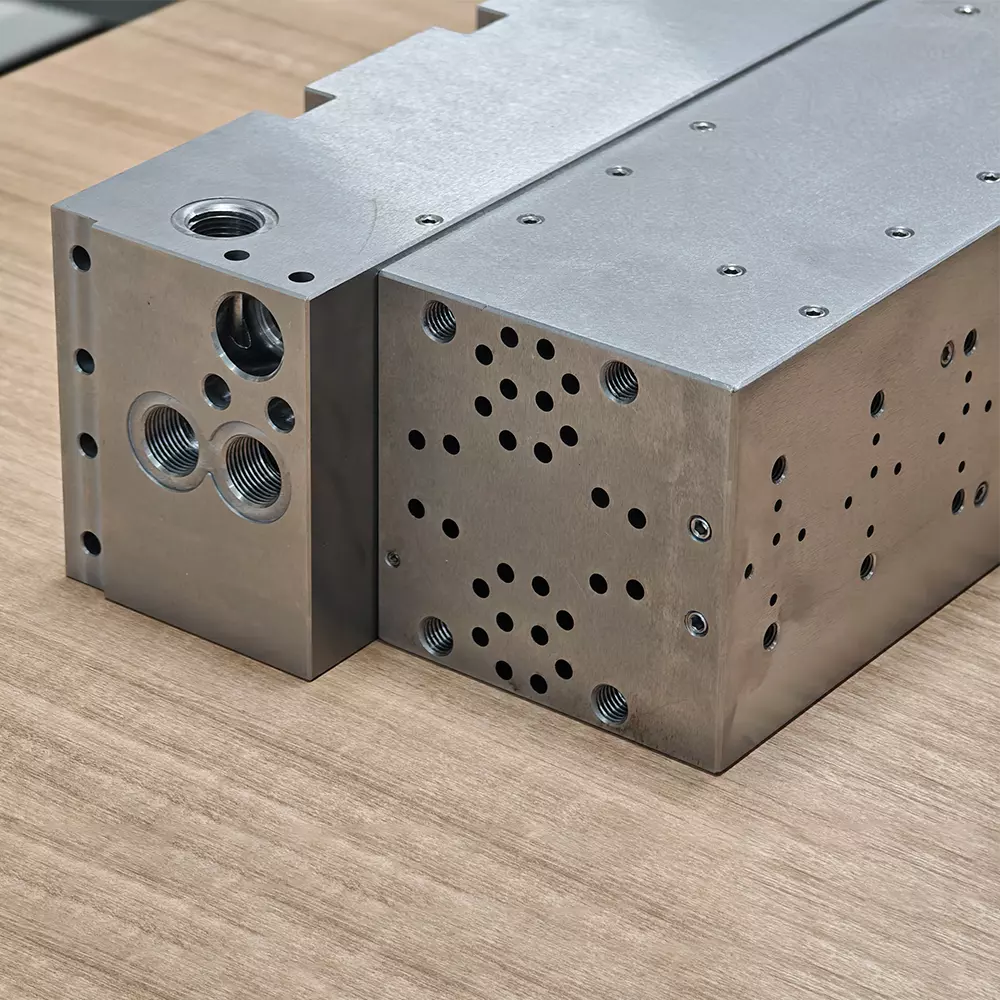
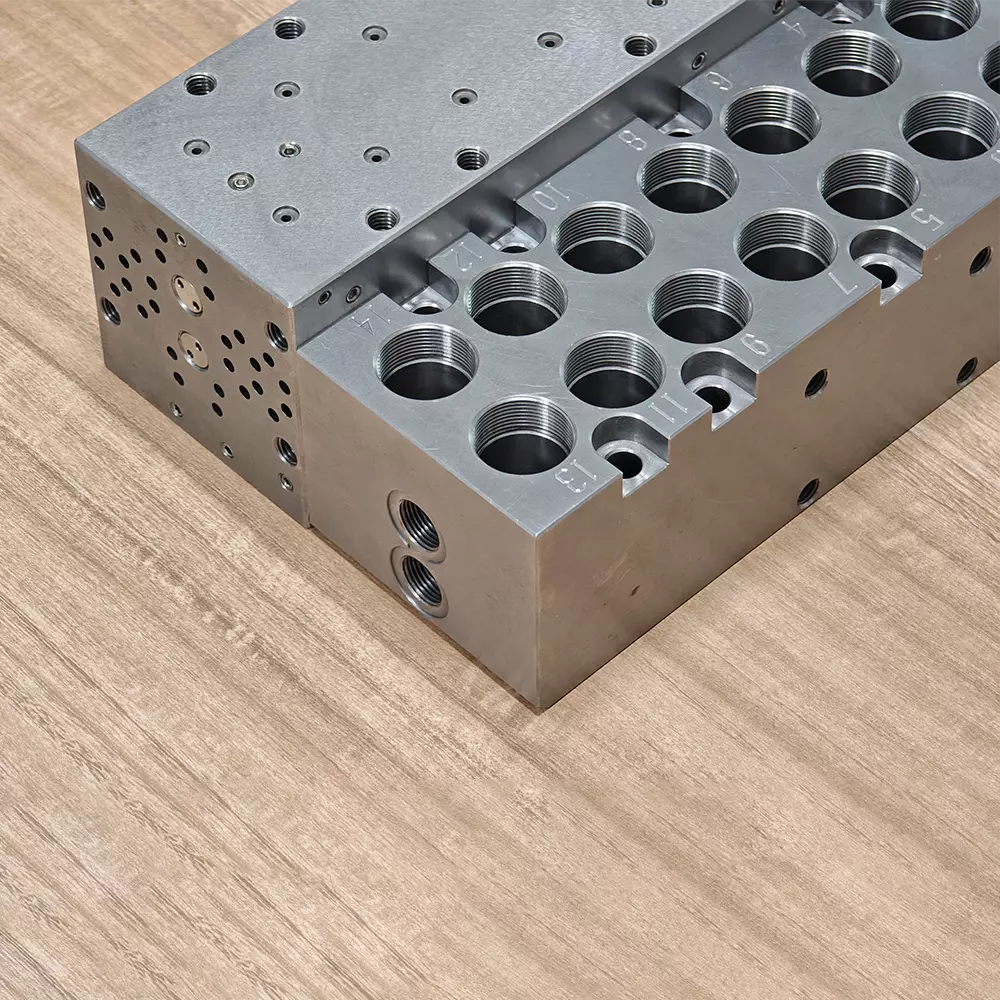
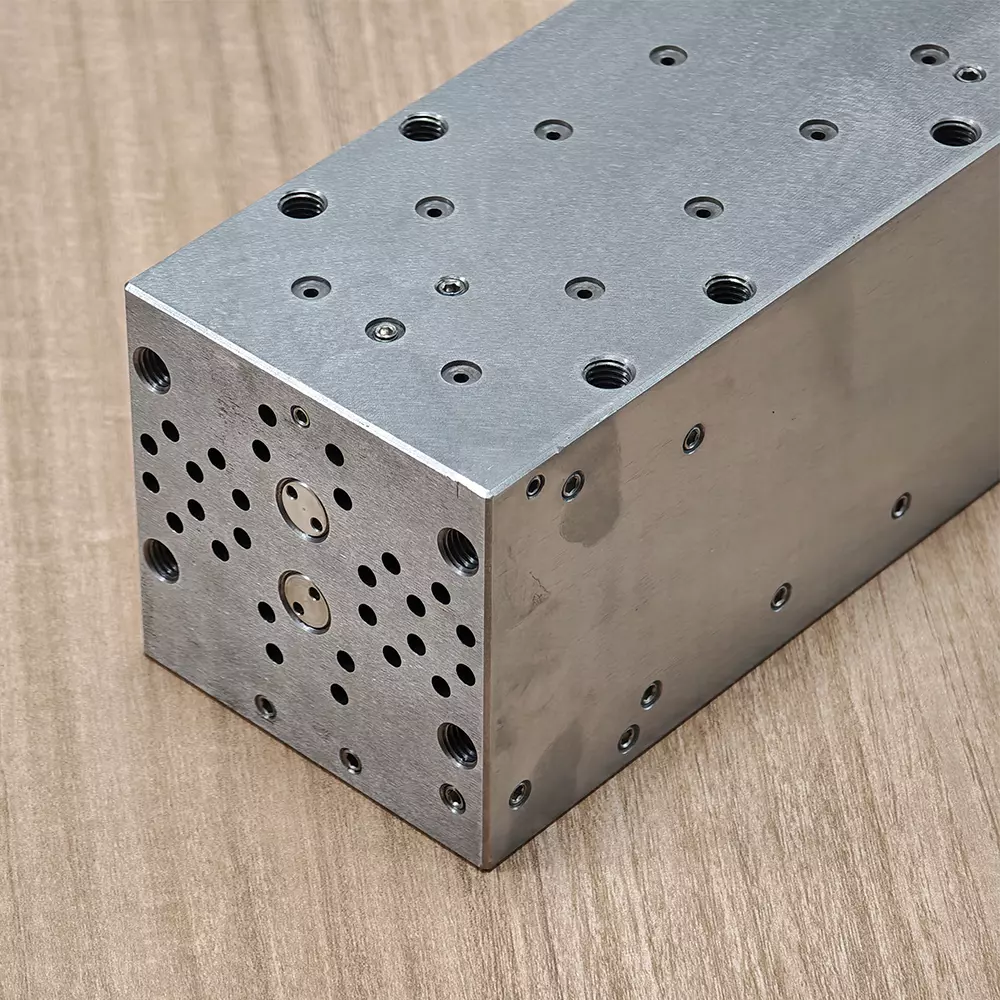
3. バルブブロック処理: モジュラー統合コア
モジュール式油圧制御バルブ グループについては、標準化されたバルブ ブロック加工技術を採用しています。
-6-側面精密研削: CNC 研削盤を使用してバルブブロックの 6 つの面を精密研削し、隣接する面の平行度を確保します。 ≤ 0.03mmと隣接面の直角度 ≤ 0.05mm。
-溝加工: CNC ドリリングおよびタッピングセンターを使用して、ねじ穴、プラグの加工を完了します。-バルブブロックのバルブ穴などに。ねじ精度は6H級に達し、穴の位置誤差は ≤ 0.02mm。
-バリ取りと洗浄:高精度を組み合わせて使用します。-圧力ウォータージェットと超音波洗浄によりバルブブロック内の流路のバリや不純物を徹底的に除去し、NAS 8規格を満たす油圧システムの清浄度を確保します。
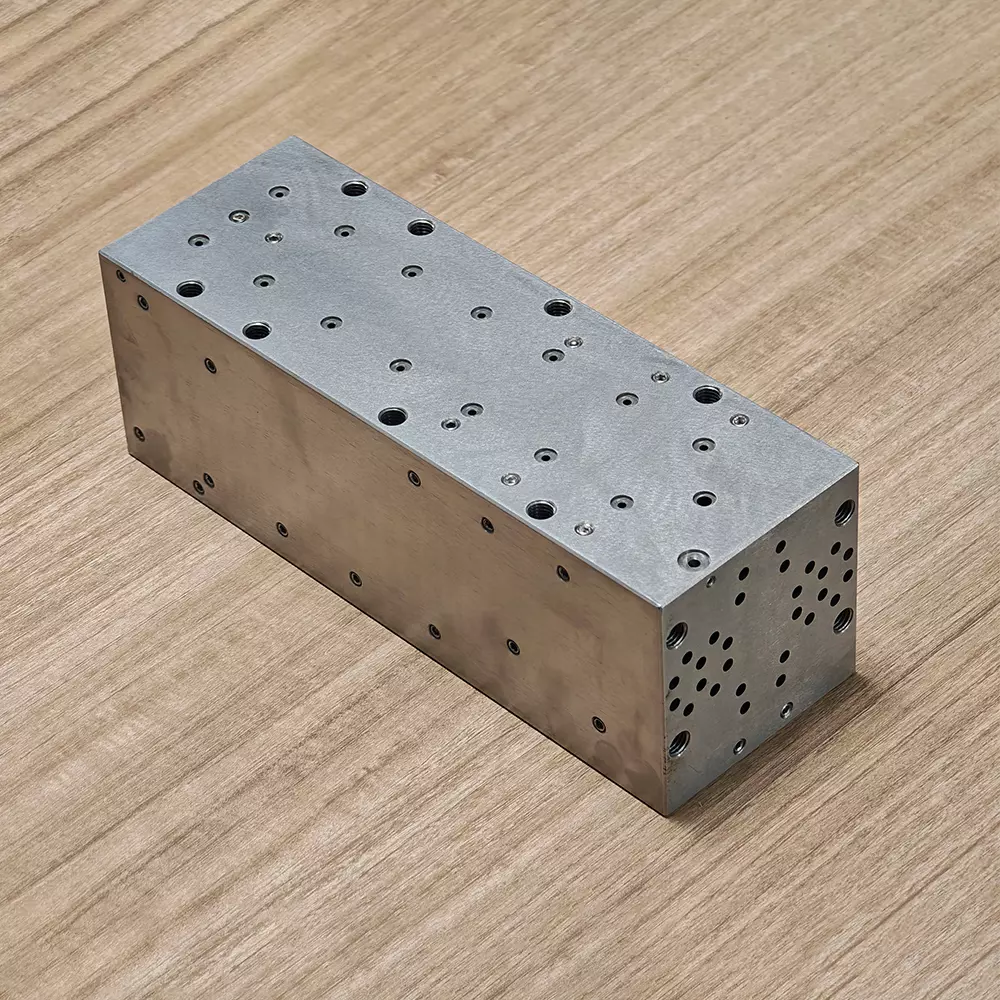

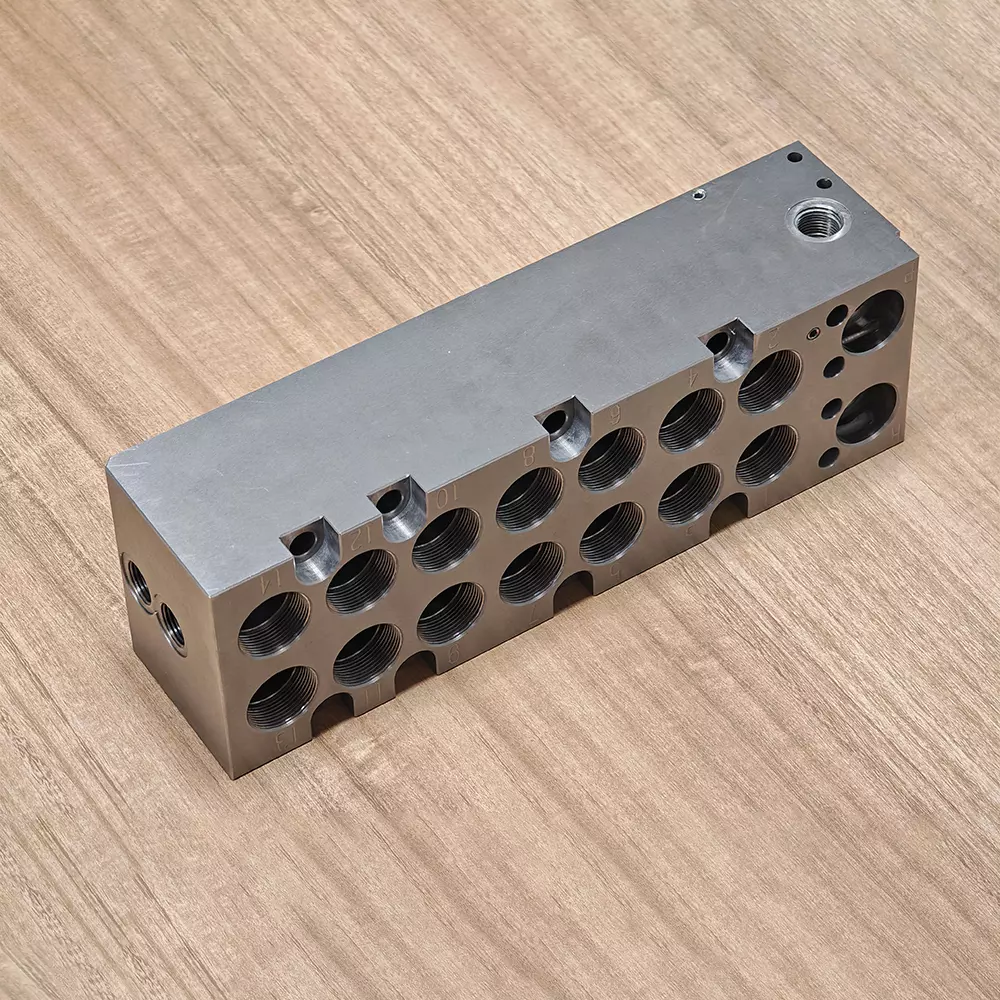
表面処理と保護: 製品寿命の延長
油圧コントロールバルブの耐食性と耐摩耗性を向上させるために、当社では複数の表面処理プロセスを採用しています。
-バルブ本体:リン酸塩処理と静電溶射を施し、表面塗膜厚さは100μmに達します。 ≥ 60 μメートル。これは酸に耐えることができます-基礎環境と紫外線。
-バルブコア、バルブスリーブ:硬質クロム電気メッキまたは窒化処理を施し、表面硬度はHV800以上となり、耐摩耗性は3倍向上 - 5回。
-バルブブロック:内部流路には酸洗浄とリン酸塩処理が施され、外面には亜鉛メッキまたはニッケルメッキが施され、防錆、腐食を効果的に防止します。
組み立てとテスト: パフォーマンスと信頼性の二重保証
1. クリーン工場での組立:クリーン度10,000のクリーンルームで組立を行っております。専門の技術者は、特別な治具を使用して油圧制御バルブを組み立てます。
-コンポーネントの洗浄: すべてのアセンブリコンポーネントは超音波洗浄機で 3 回洗浄され、表面に不純物がないことが確認されます。
-精密な組み立て:組み立ては国際規格ISO 4401に従って行われます。バルブコアとバルブボディの嵌合クリアランスは100です。% プラグゲージを使用して検査し、組立精度が設計要件を満たしていることを確認します。
-シール検出: バルブ本体のシール面は、ヘリウム質量分析リーク検出器を使用してテストされ、リーク率は 1 以下に制御されます。×10^-7Pa·メートル³/s.
2. 完全なパフォーマンス テスト: 各油圧制御バルブは組み立てられた後、厳格な性能テストを受けます。
-耐圧試験:定格圧力の1.5倍の圧力で30分間保持し、漏れや変形がないことを試験します。

前の: CNC直接加工-パイロットバルブと制御ブロックを備えた作動油圧制御システム
次: もうない
関連製品
関連ブログ

私たちの工場を訪れるためにトルコのNurullah氏を歓迎します