
Hydrauliska reglerventiler för kolgruvor: Precision, hållbarhet och säkerhet
Produkter
Senastenyheter
Kvalitet härrör från rigoröst hantverk
Den hydrauliska styrventilen, som "hjärtat" i det hydrauliska systemet, bestämmer dess prestanda direkt driftnoggrannheten och stabiliteten hos byggmaskiner, industriell automationsutrustning och andra enheter. Vi litar på den globala fördelen med precisionsmekanisk tillverkningskluster i Dongguan och följer de bästa internationella tillverkningsstandarderna, har vi etablerat en komplett process och hög-precisionsproduktionssystem från val av råmaterial till produktleverans, vilket säkerställer att varje hydraulisk styrventil kan arbeta stabilt och tillförlitligt under extrema förhållanden.
Råvaruanskaffning och pre-behandling: Bygger en solid grund för kvalitet
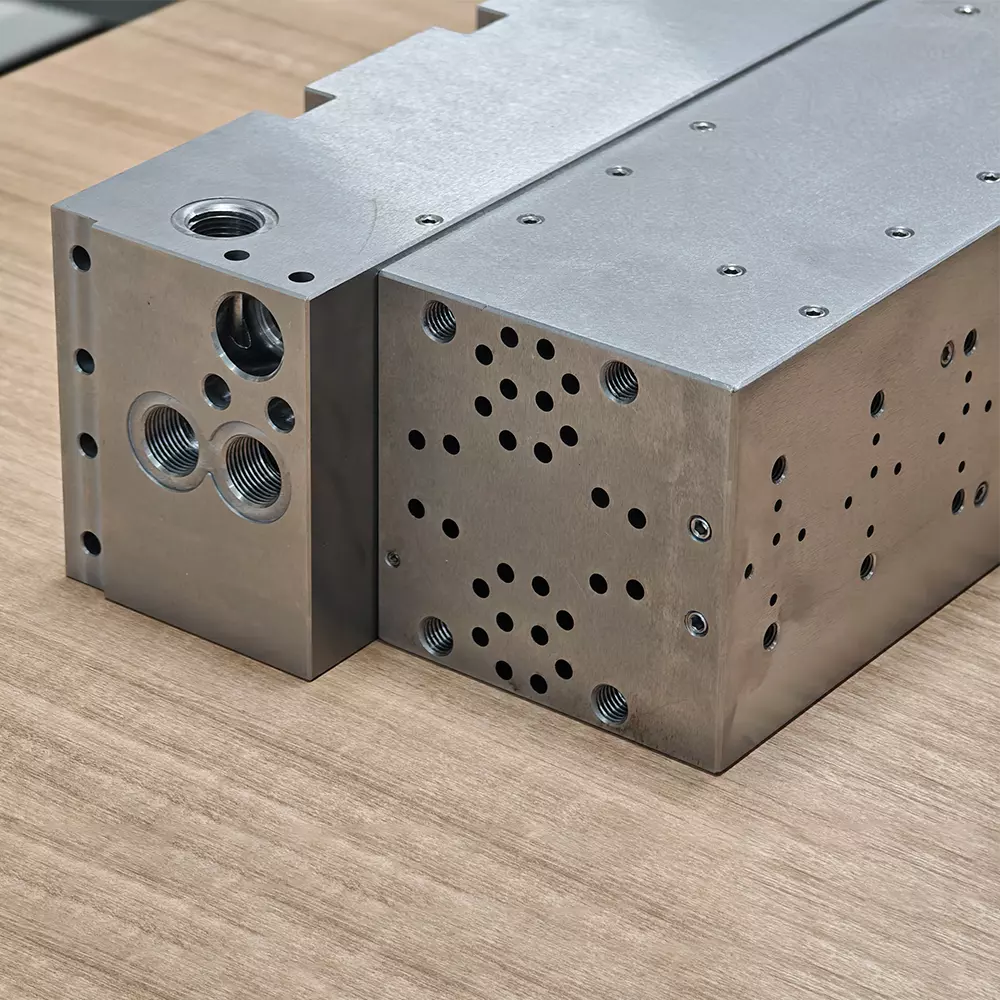
1. Strikta materialvalskriterier Vi matchar råmaterial exakt baserat på applikationsscenarierna och prestandakraven för den hydrauliska styrventilen: Välj 430F rostfritt stål eller segjärnsmaterial för att säkerställa att ventilkroppen har hög hållfasthet och hög densitet, som kan motstå tryck över 700 bar.
Ventilkärna och ventilhylsa: Använd rostfritt stål, legerat stål etc. för slitage-motståndskraftig och korrosion-resistenta material för att säkerställa att ventilkärnan kan röra sig flexibelt i ventilhusets hål under lång tid, med spelrummet strikt kontrollerat inom 0,005 - 0,035 mm. Tätningskomponenter: Använd importerad hög-prestanda gummi och kompositmaterial, som kan anpassas till extrema temperaturintervall av -50 ℃ till +100 ℃, vilket säkerställernoll-läckagetätningsprestanda.
2. Fina pre-behandling Leverantörsutvärdering och lagerinspektion: Etablera ett globalt leverantörsutvärderingssystem och samarbeta endast med hög-kvalitetsleverantörer som uppfyller ISO9001-certifieringen. Efter att varje sats av råmaterial anländer används flera metoder som spektroskopianalys, hårdhetstestning och metallografisk inspektion för att säkerställa att materialsammansättningen och prestanda uppfyller internationella standarder.
3. Åldringsbehandling och feldetektering: För gjutjärn och stålämnen utförs åldringsbehandling före bearbetning för att eliminera inre spänningar och förhindra efterföljande bearbetningsdeformation. Samtidigt används ultraljudsfeldetektering och magnetiska partikelfeldetekteringstekniker för attnoggrant upptäcka interna defekter i materialet och förhindra att undermåliga råmaterial flödar in i produktionslinjen.
Exakt bearbetningsteknik: Mikrometer-nivå precisionskontroll
1. Ventilkroppsbearbetning: Garanterat hög styvhet och tätningsprestanda-hydraulisk riktningsventil ventilkropp som ett exempel, vi använder ett horisontellt bearbetningscenter för helautomatisk bearbetning, och processflödet är som följer:
-Grovfräsning och finborrning: Grovfräs de olika planen på ventilkroppen, lämna en 0,2 - 0,4 mm bearbetningsmån; borra sedan huvudhålet fint för att säkerställa att toleransen för håldiametern kontrolleras inom IT7-nivån och ytjämnheten Ra ≤ 0,8μm.
-Spårbearbetning: Använd en femma-axelbearbetningscenter för att slutföra borrningen och fräsningen av de komplexa flödeskanalerna inuti ventilkroppen, strikt kontrollera positionen och koaxialiteten för hålen för att ≤ 0,01 mm, vilket minskar förlusten av vätskeflödesmotstånd.
-Slipning och polering: Utför slipbehandling på huvudhålet för att uppnå en ytjämnhet på Ra ≤ 0,2μm, vilket säkerställer matchningsnoggrannheten för ventilkärnan och ventilkroppen, och minskar risken för internt läckage.
2. Bearbetning av ventilkärna och ventilhylsa: Hög-precisionspassande delar tillverkar ventilkärnan och ventilhylsan som de centrala funktionella komponenterna i den hydrauliska styrventilen. Bearbetningsnoggrannheten påverkar direkt ventilens svarshastighet och kontrollnoggrannhet:
-Precisionssvarvning: Använd en CNC-svarv för att utföra multi-process att slå på ventilkärnan, med den yttre diametertoleransen kontrollerad inom 0,002 mm, och det cylindriska felet ≤ 0,001 mm.
-Slipning och polering: Uppnå högt-precisionsslipning av ventilkärnans yta genom en extern cylindrisk slipmaskin, med ytjämnhet Ra ≤ 0,1μm;nyckelytorna använder sig av manuell poleringsteknik för att ytterligare förbättra ytjämnheten och passningsnoggrannheten.
-Ventilhylsbehandling: Ventilhylsans inre hål bearbetas med djuphålsborrnings- och honingtekniker för att säkerställa enhetligt och stabilt matchningsspel mellan det inre hålet och ventilkärnan, med speltoleransen kontrollerad inom 0,005 mm.
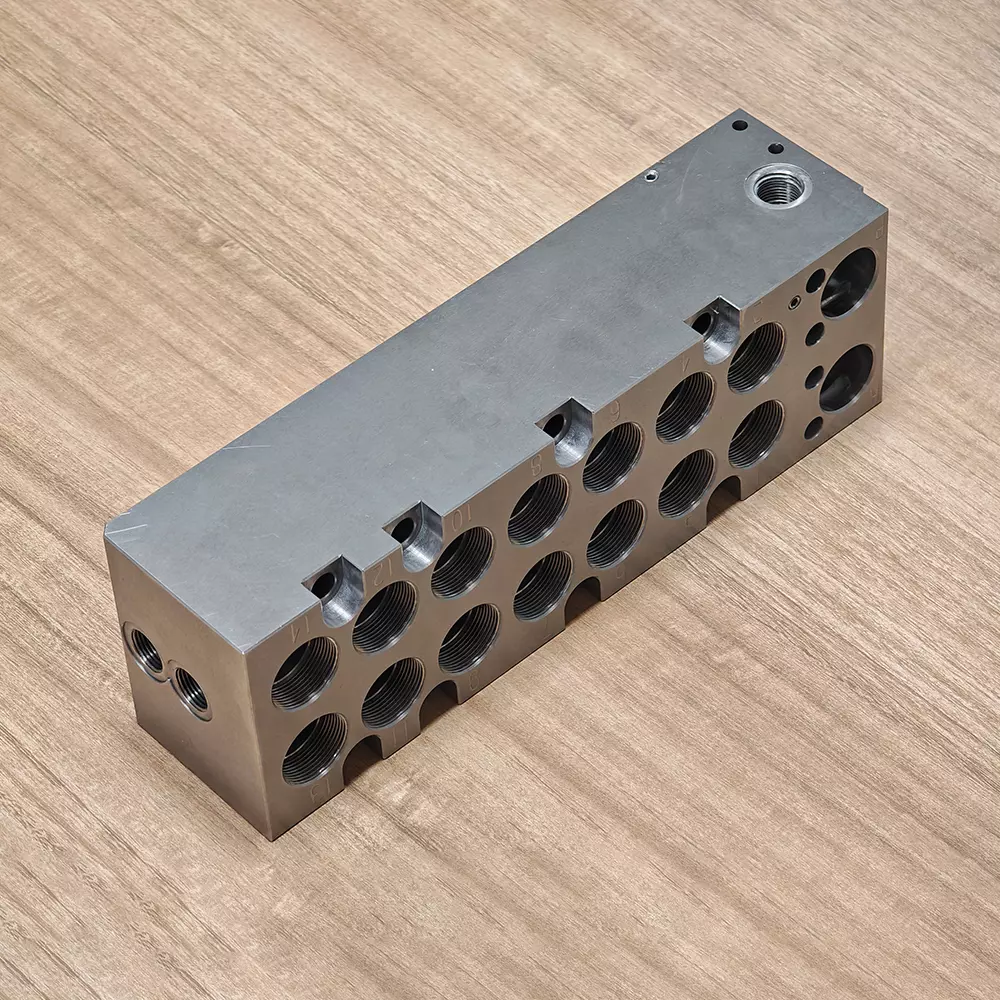
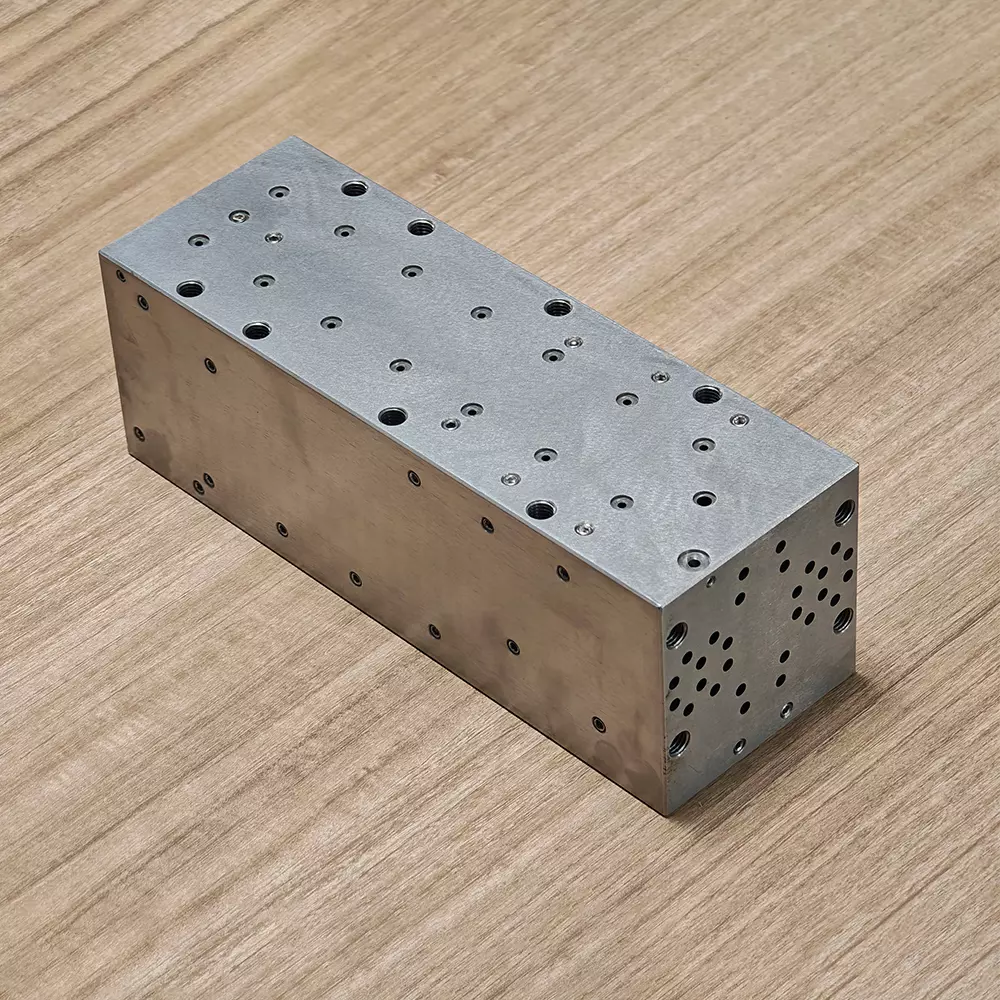
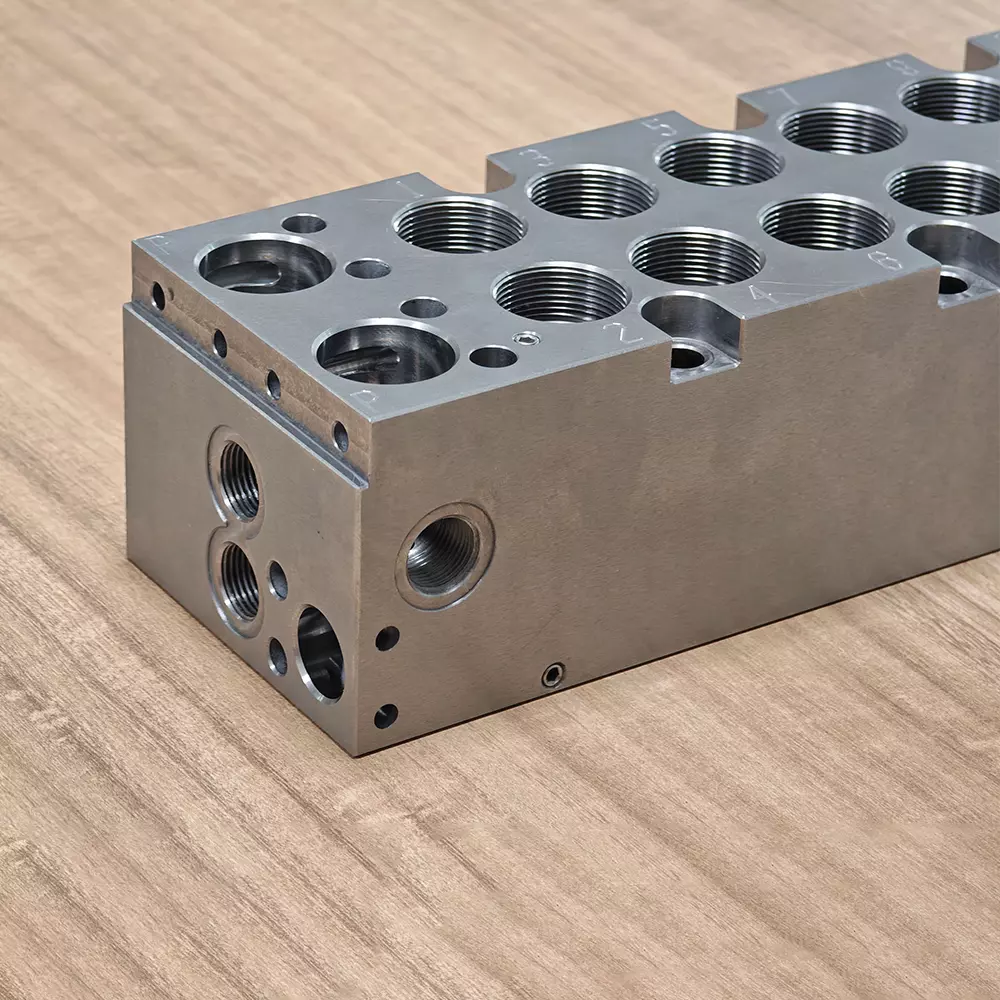
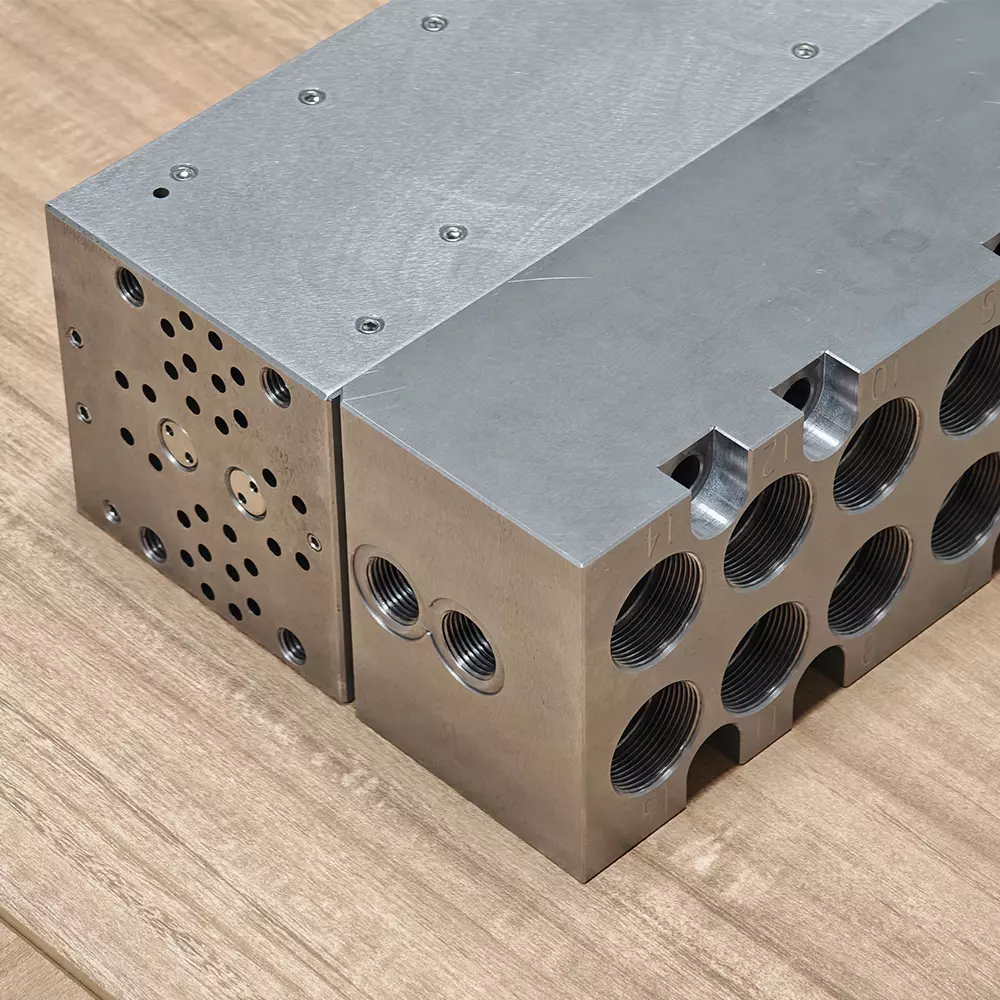
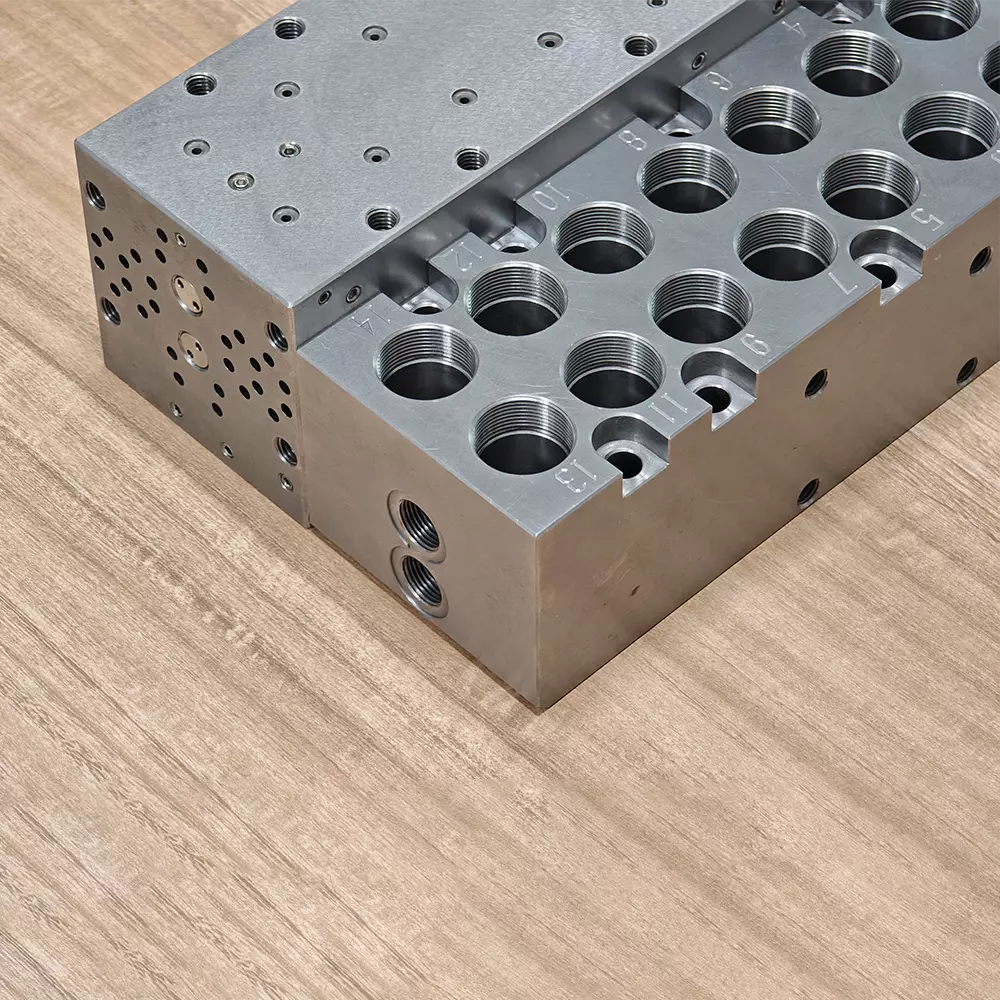
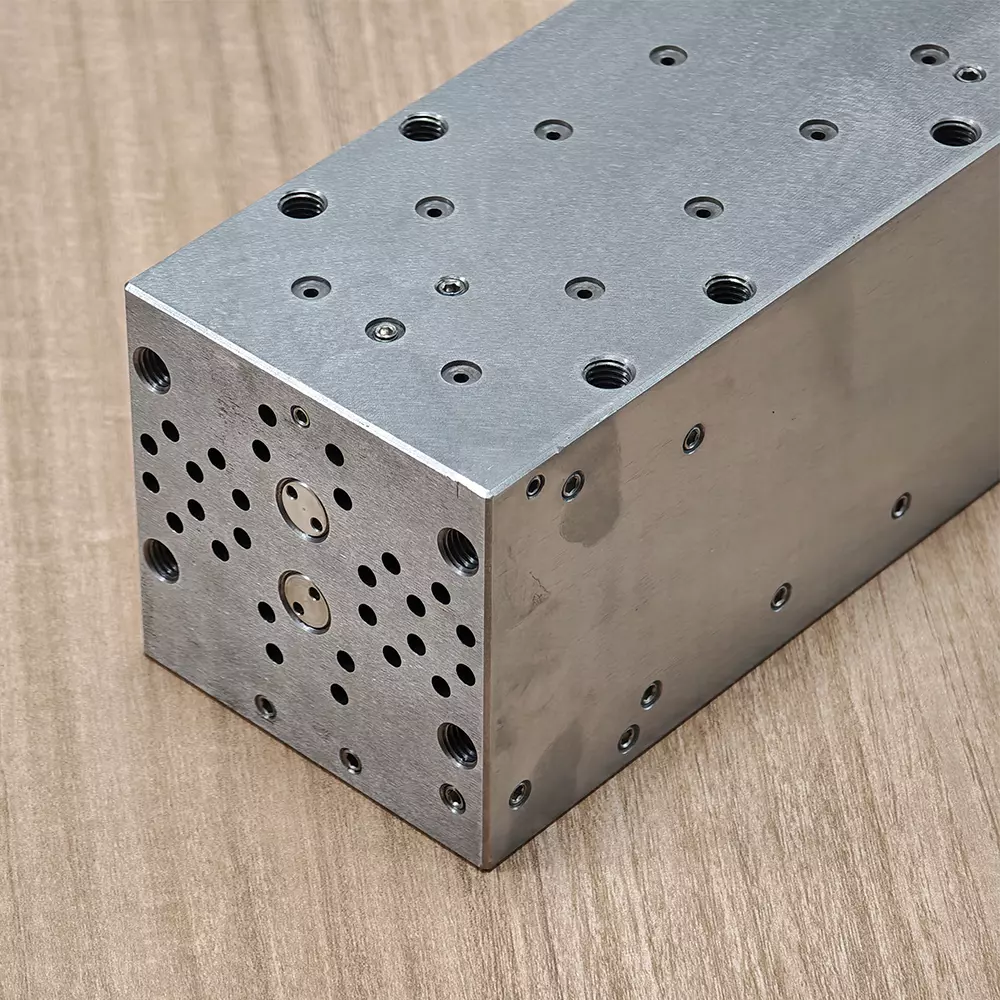
3. Ventilblocksbehandling: Modulär integrationskärna
För modulära hydrauliska styrventilgrupper använder vi standardiserade ventilblocksbehandlingstekniker:
-Sex-finslipning på sidor: Genom en CNC-slipmaskin, utför finslipning på ventilblockets sex ytor för att säkerställa parallelliteten hos intilliggande ytor ≤ 0,03 mm och vinkelrätheten hos intilliggande ytor ≤ 0,05 mm.
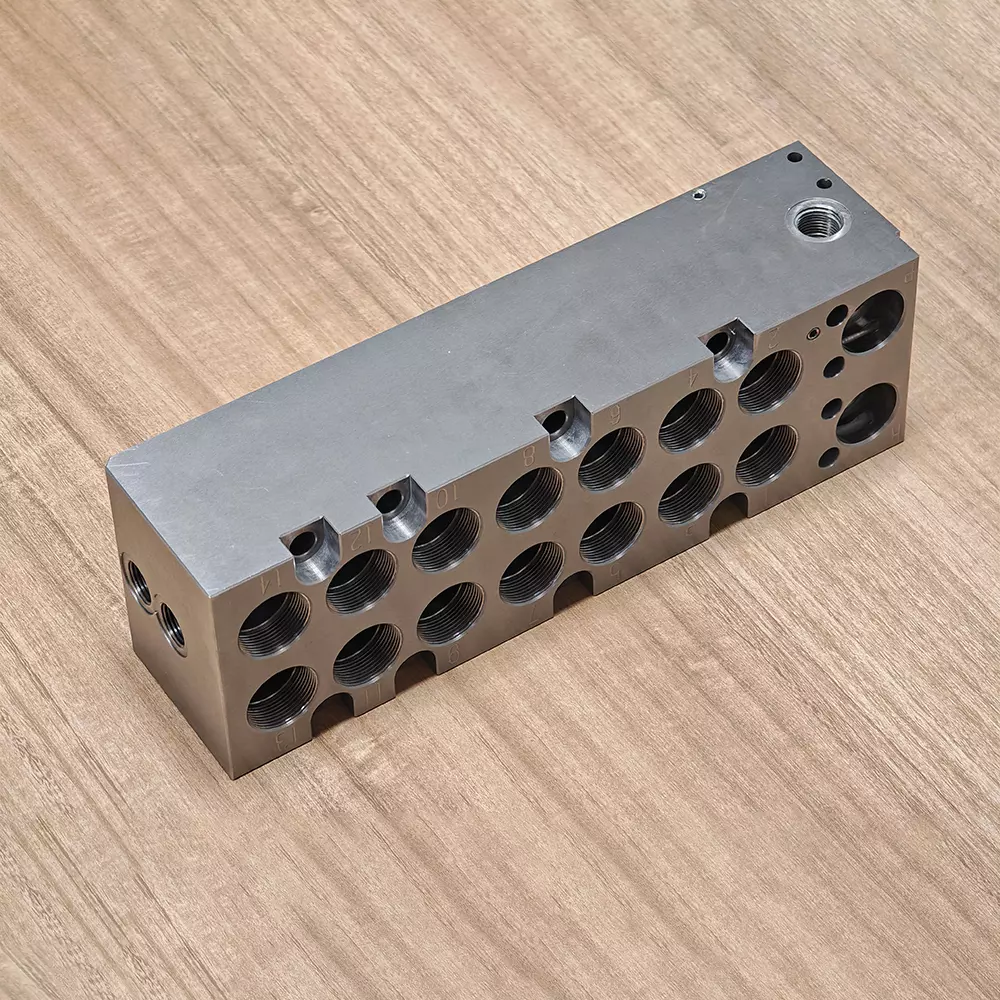
-Spårbearbetning: Använd ett CNC-borr- och gängcenter för att slutföra bearbetningen av gängade hål, plugg-i ventilhål etc. på ventilblocket. Gängnoggrannhetennår grad 6H, och positionsfelet för hålen är ≤ 0,02 mm.
-Gradning och rengöring: Använd en kombination av hög-tryckvattenstråle och ultraljudsrengöring för attnoggrant ta bort grader och föroreningar från flödeskanalerna inuti ventilblocket, vilket säkerställer att det hydrauliska systemet är rent för att uppfylla NAS 8-standarden.
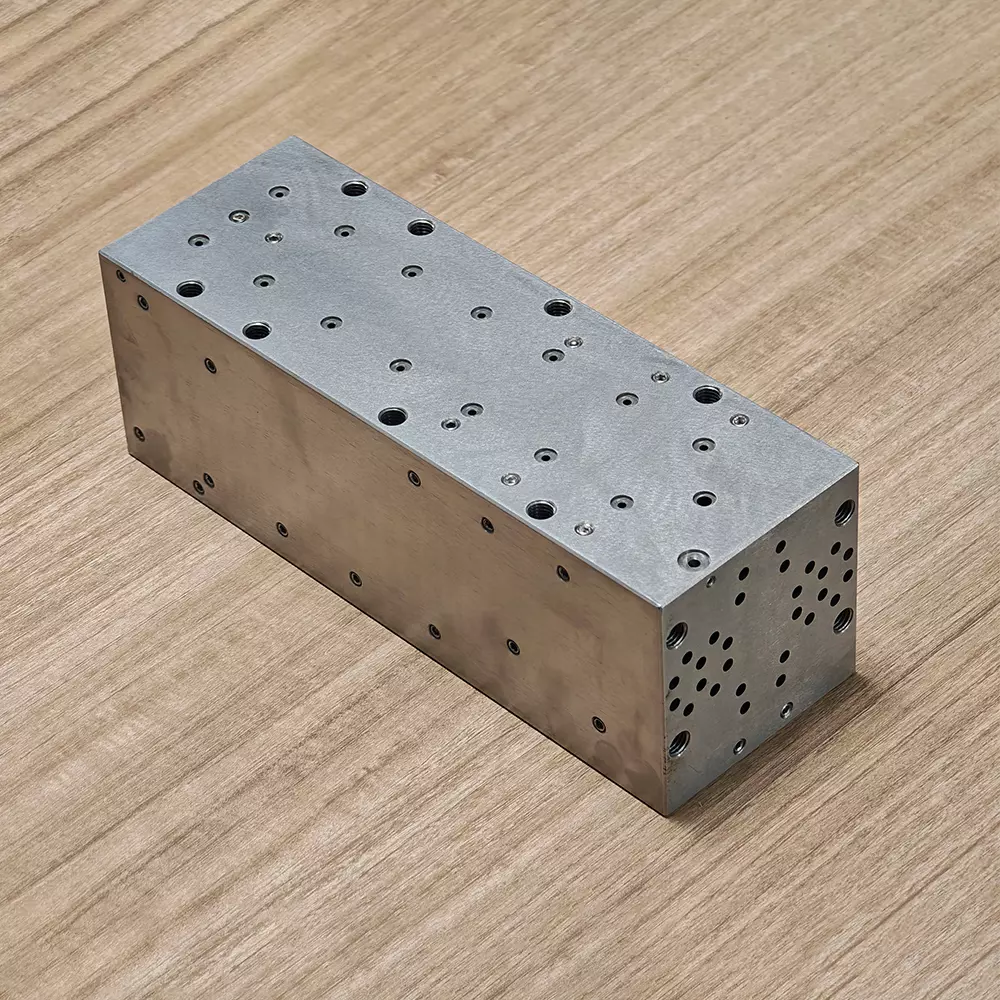

Ytbehandling och skydd: Förlänger produktens livslängd
För att förbättra korrosionsbeständigheten och slitstyrkan hos den hydrauliska styrventilen använder vi flera ytbehandlingsprocesser:
-Ventilhus: Fosfatbehandling och elektrostatisk sprutning utförs, varvid ytbeläggningens tjockleknår ≥ 60 μm. Detta kan motstå syra-basmiljöer och ultraviolett strålning.
-Ventilkärna och ventilhylsa: Hård kromgalvanisering ellernitreringsbehandling tillämpas, med ythårdheten somnår HV800 eller högre, vilket ökar slitstyrkan med 3 - 5 gånger.
-Ventilblock: De interna flödeskanalerna genomgår syratvätt och fosfatering, medan den yttre ytan är behandlad med galvanisering ellernickelplätering för att effektivt förhindra rost och korrosion.
Montering och testning: Dubbel försäkran om prestanda och tillförlitlighet
1. Ren verkstadsmontering: Monteringen utförs i ett renrum med en renhetsnivå på 10 000. Professionella tekniker använder speciella verktygsfixturer för att montera den hydrauliska styrventilen:
-Komponentrengöring: Alla monteringskomponenter rengörs tre gånger i en ultraljudsrengöringsmaskin för att säkerställa att inga föroreningar finns på ytan.
-Exakt montering: Monteringen utförs i enlighet med den internationella standarden ISO 4401. Matchningsspelet mellan ventilkärnan och ventilhuset är 100% inspekteras med en pluggmätare för att säkerställa att monteringsnoggrannheten uppfyller designkraven.
-Tätningsdetektering: Ventilhusets tätningsyta testas med en heliummasspektrometriläckagedetektor, med läckagehastigheten kontrollerad under 1×10^-7 Pa·m³/s.
2. Fullständig prestandatestning: Efter att varje hydraulisk styrventil har monterats genomgår den strikt prestandatestning:
-Trycktest: Under 1,5 gånger detnominella trycket utförs ett tryckhållningstest i 30 minuter utan läckage eller deformation.

Tidigare: CNC-bearbetning direkt-aktiverat hydrauliskt styrsystem med pilotventiler och styrblock
Nästa: Inte mer
Relaterade produkter
Besläktad blogg

Vi åkte till TTK-gruvan i Zonggudak, Turkiet för att testa de hydrauliska styrventilerna.
Välkommen Mr.Nurullah från Turkiet för att besöka vår fabrik