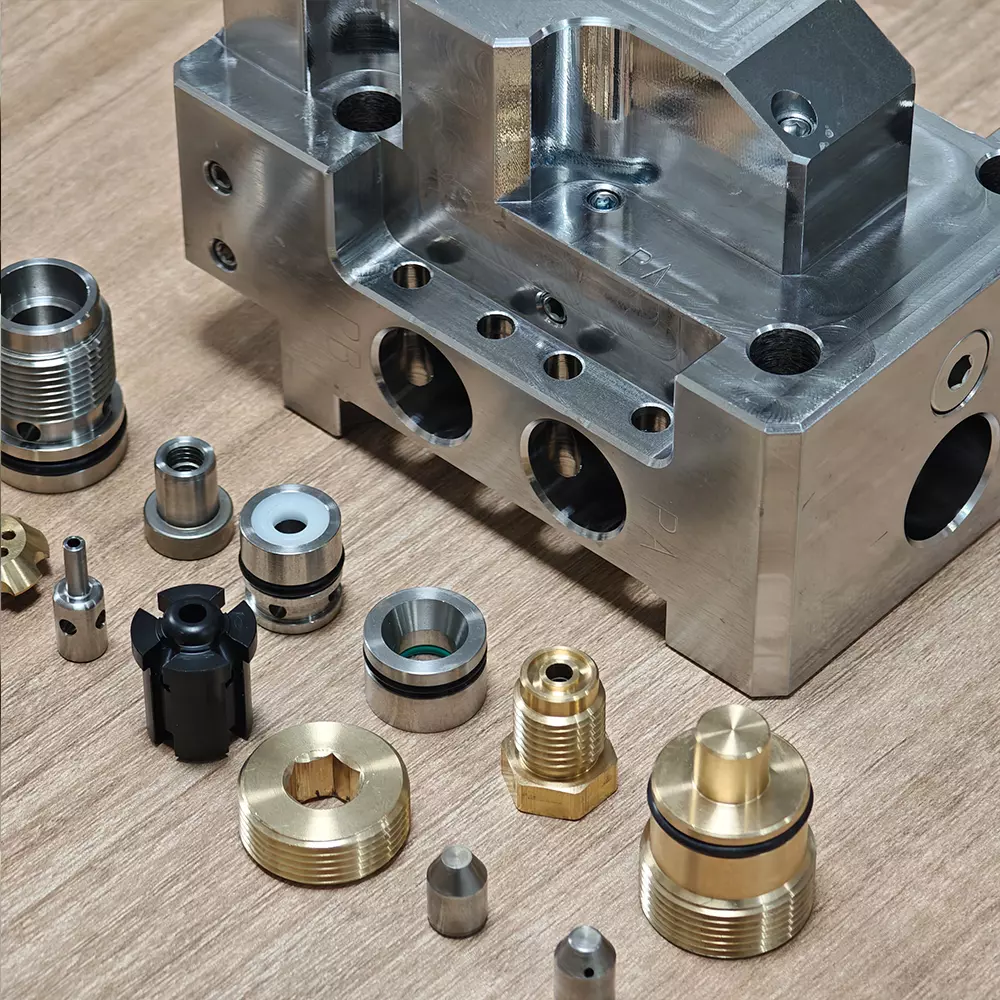

Egyedi precíziós CNC megmunkálásúnagynyomású hidraulikus szelep-elosztó blokkok bányászathoz
Termékek
Legfrissebb hírek
A minőség a precíz kivitelezésből fakad
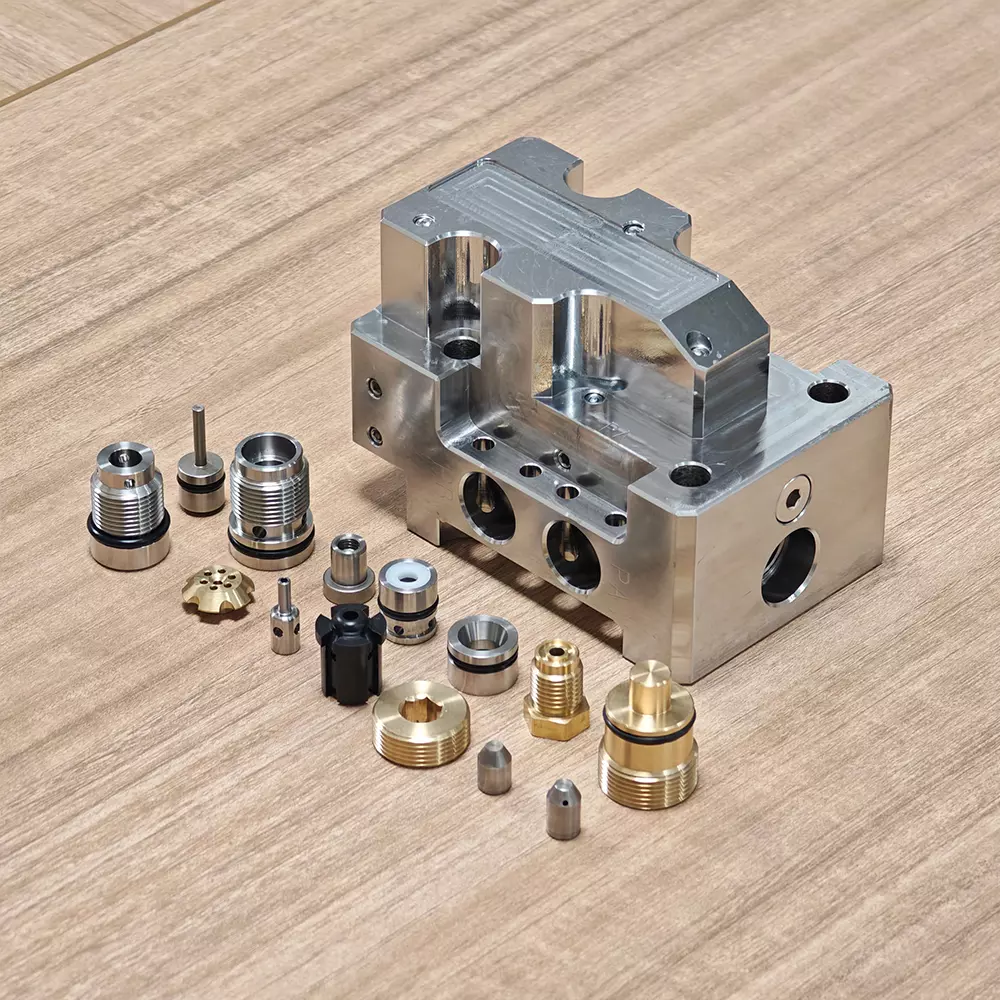
A hidraulikus vezérlőszelep, mint a hidraulikus rendszer "szíve", teljesítménye közvetlenül meghatározza az építőipari gépek, ipari automatizálási berendezések és egyéb berendezések működési pontosságát és stabilitását. A Dongguan-i precíziós mechanikai gyártási klaszter globális előnyére támaszkodva és a legmagasabbnemzetközi gyártási szabványokat követve teljes folyamatot hoztunk létre,-precíziós gyártási rendszer az alapanyag kiválasztásától a termékszállításig, biztosítva, hogy minden hidraulikus vezérlőszelep stabilan és megbízhatóan működjön extrém körülmények között is.
Nyersanyag beszerzés és elő-kezelés: A minőség szilárd alapja
1. Szigorú anyagválasztási kritériumok Pontosan illesztjük anyersanyagokat az alkalmazási forgatókönyvek és a hidraulikus vezérlőszelep teljesítménykövetelményei alapján: Válasszon 430F rozsdamentes acél vagy gömbgrafitos vas anyagokat annak érdekében, hogy a szeleptestnagy szilárdságú ésnagy sűrűségű legyen, és képes ellenállni a 700 bar felettinyomásnak.
Szelepmag és szelephüvely: kopáshoz használjon rozsdamentes acélt, ötvözött acélt stb.-ellenálló és korrózióálló-ellenálló anyagok annak biztosítására, hogy a szelepmag hosszú ideig rugalmasan mozoghasson a szelepház furatában, a hézag szigorúan 0,005-on belül szabályozva - 0,035 mm. Tömítő alkatrészek: Használjon importált magas-nagy teljesítményű gumi és kompozit anyagok, amelyek képesek alkalmazkodni az extrém hőmérsékleti tartományokhoz -50℃-ig +100 ℃, biztosítva anullát-szivárgástömítési teljesítmény.
2. Finom elő-kezelés Szállítóértékelés és raktározási ellenőrzés: Hozzon létre egy globális beszállítói értékelési rendszert, és csak a magas-minőségi beszállítók, amelyek megfelelnek az ISO9001 tanúsítványnak. Anyersanyagok minden egyes tétele megérkezése után többféle módszert, például spektroszkópiai elemzést, keménységvizsgálatot és metallográfiai vizsgálatot alkalmaznak annak biztosítására, hogy az anyagösszetétel és teljesítmény megfeleljen anemzetközi szabványoknak.
3. Öregedéskezelés és hibafelismerés: Az öntöttvas és acélnyersdarabok esetében az öregedéskezelést a feldolgozás előtt végezzük, hogy kiküszöböljük a belső feszültséget és megakadályozzuk a későbbi feldolgozási deformációt. Ugyanakkor ultrahangos hibaészlelési és mágneses részecskehiba-detektáló technológiákat alkalmaznak az anyag belső hibáinak pontos észlelésére, és megakadályozzák, hogy anem megfelelőnyersanyagok a gyártósorra folyjanak.

Precíz feldolgozási technológia: Mikrométer-szintű precíziós szabályozás
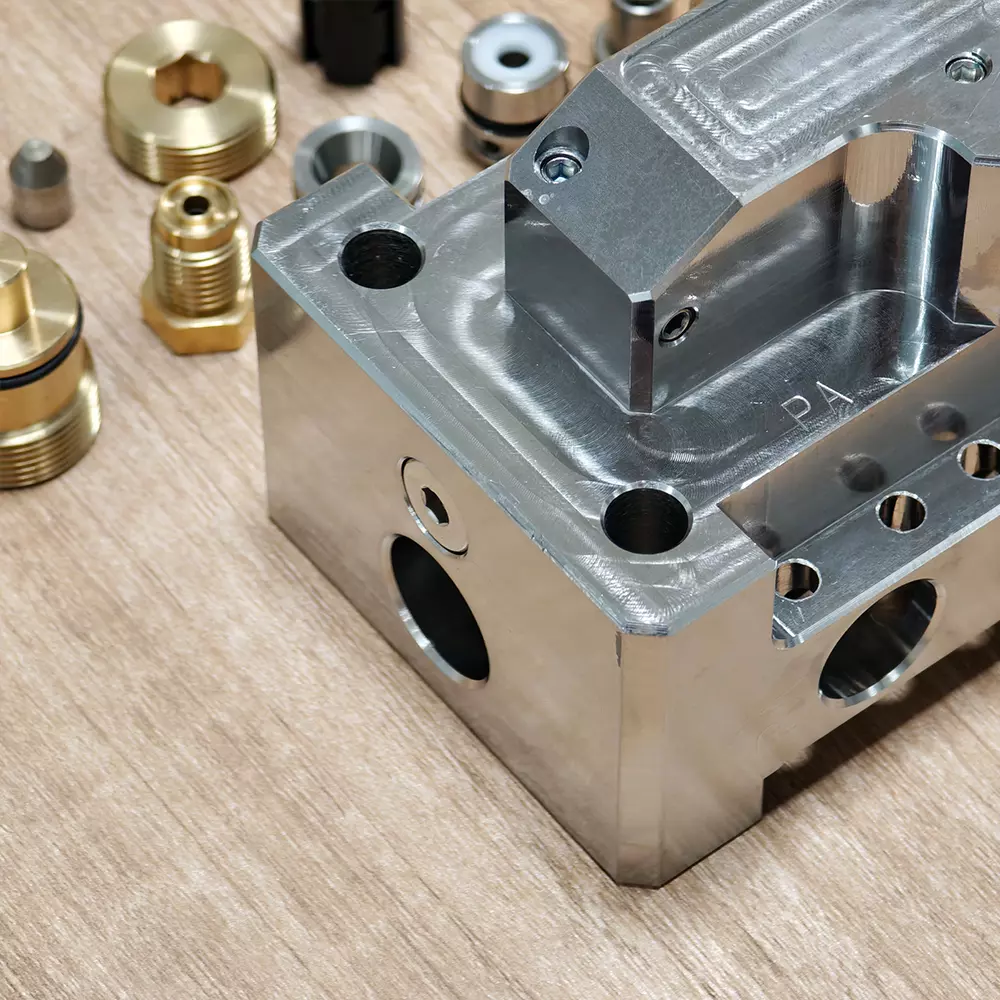
1. Szeleptest feldolgozása: Nagy merevség és tömítési teljesítmény garancia Vegyük az elektro-Példaként a hidraulikus irányszelepes szeleptest, vízszintes megmunkálóközpontot használunk a teljesen automatizált feldolgozáshoz, és a folyamat áramlása a következő:
-Durva marás és finom fúrás: durván marja meg a szeleptest különböző síkjait, hagyva 0,2 - 0,4 mm megmunkálási ráhagyás; majd finoman fúrja ki a fő furatot, hogy biztosítsa a furatátmérő tűrésének szabályozását az IT7 szinten, és a felületi érdesség Ra ≤ 0.8μm.
-Barázdafeldolgozás: Használjon ötöst-tengelyes megmunkáló központ a szeleptesten belüli összetett áramlási csatornák fúrásának és marásának befejezéséhez, szigorúan ellenőrzi a furatok helyzetét és koaxiális hibáját. ≤ 0,01 mm, ezáltal csökken a folyadékáramlási ellenállás vesztesége.
-Köszörülés és polírozás: Végezze el a csiszolási kezelést a fő furaton az Ra felületi érdesség eléréséhez ≤ 0.2μm, biztosítva a szelepmag és a szelepház illesztési pontosságát, és csökkentve a belső szivárgás kockázatát.
2. Szelepmag és szelephüvely feldolgozása: Magas-A precíziós illeszkedő alkatrészek gyártják a szelepmagot és a szelephüvelyt, mint a hidraulikus vezérlőszelep alapvető funkcionális alkatrészeit. A feldolgozási pontosság közvetlenül befolyásolja a szelep válaszsebességét és vezérlési pontosságát:
-Precíziós esztergálás: Használjon CNC esztergagépet a több elvégzéséhez-a szelepmag bekapcsolása, a külső átmérő tűrése 0,002 mm-en belül szabályozva, és a hengeres hiba ≤ 0,001 mm.
-Csiszolás és polírozás: Magas teljesítmény elérése-a szelepmag felületének precíziós köszörülése külső hengeres csiszológépen keresztül, Ra felületi érdesség mellett ≤ 0.1μm; a legfontosabb illeszkedő felületek kézi polírozási technológiát alkalmaznak, hogy tovább javítsák a felület simaságát és az illesztési pontosságot.
-Szelephüvely feldolgozása: A szelephüvely belső furatát mélylyuk fúrási és hónolási technikákkal dolgozzák fel, hogy egyenletes és stabil illeszkedési hézagot biztosítsanak a belső furat és a szelepmag között, a hézagtűrés 0,005 mm-en belül szabályozva.
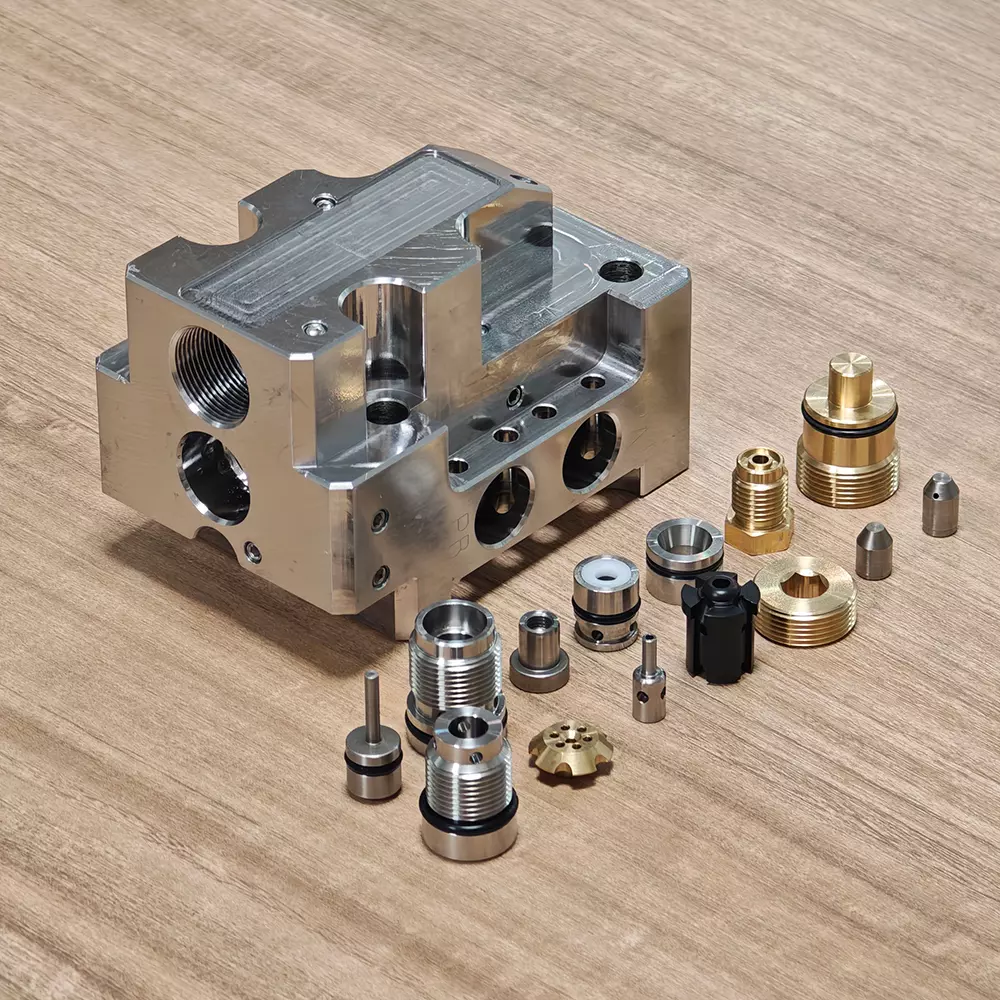
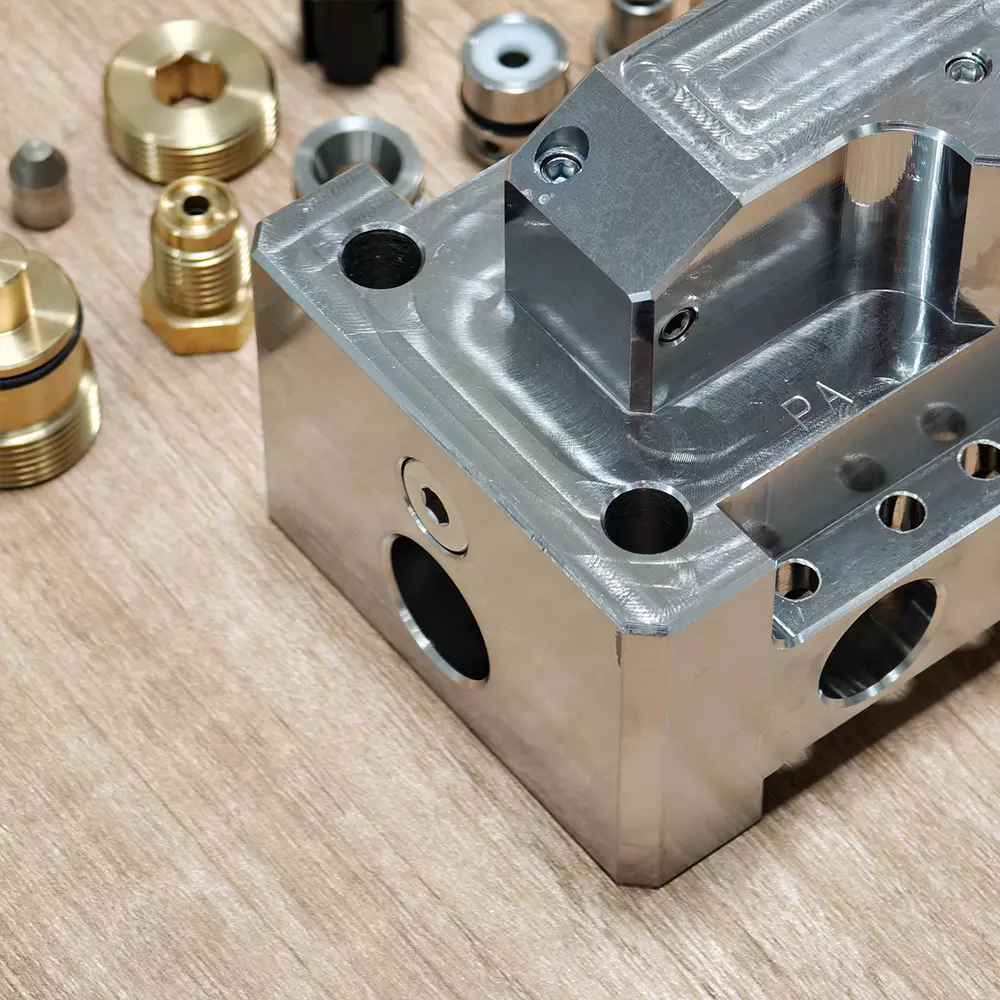
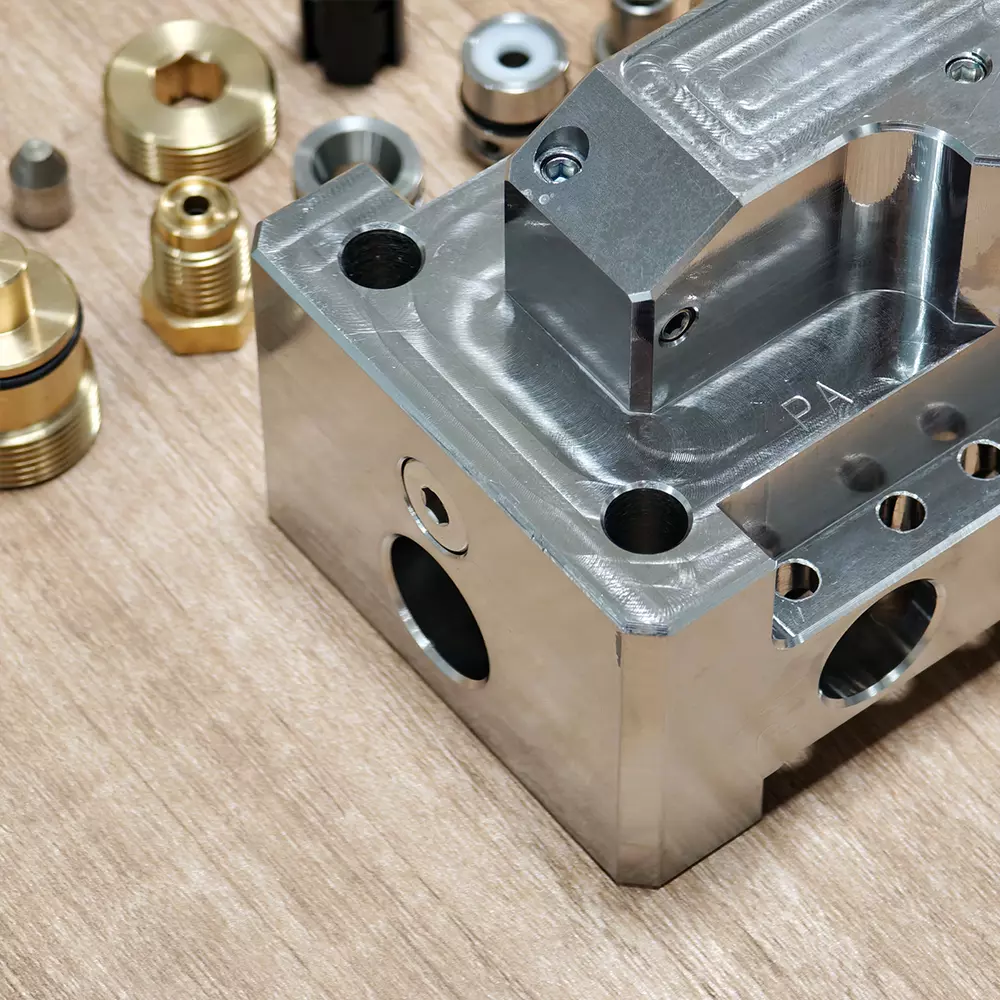
3. Szelepblokk feldolgozás: Moduláris integrációs mag
A moduláris hidraulikus vezérlőszelepcsoportokhoz szabványos szelepblokk-feldolgozási technikákat alkalmazunk:
-Hat-oldalirányú finomcsiszolás: CNC-csiszológéppel végezzen finomcsiszolást a szelepblokk hat felületén, hogy biztosítsa a szomszédos felületek párhuzamosságát ≤ 0,03 mm és a szomszédos felületek merőlegessége ≤ 0,05 mm.
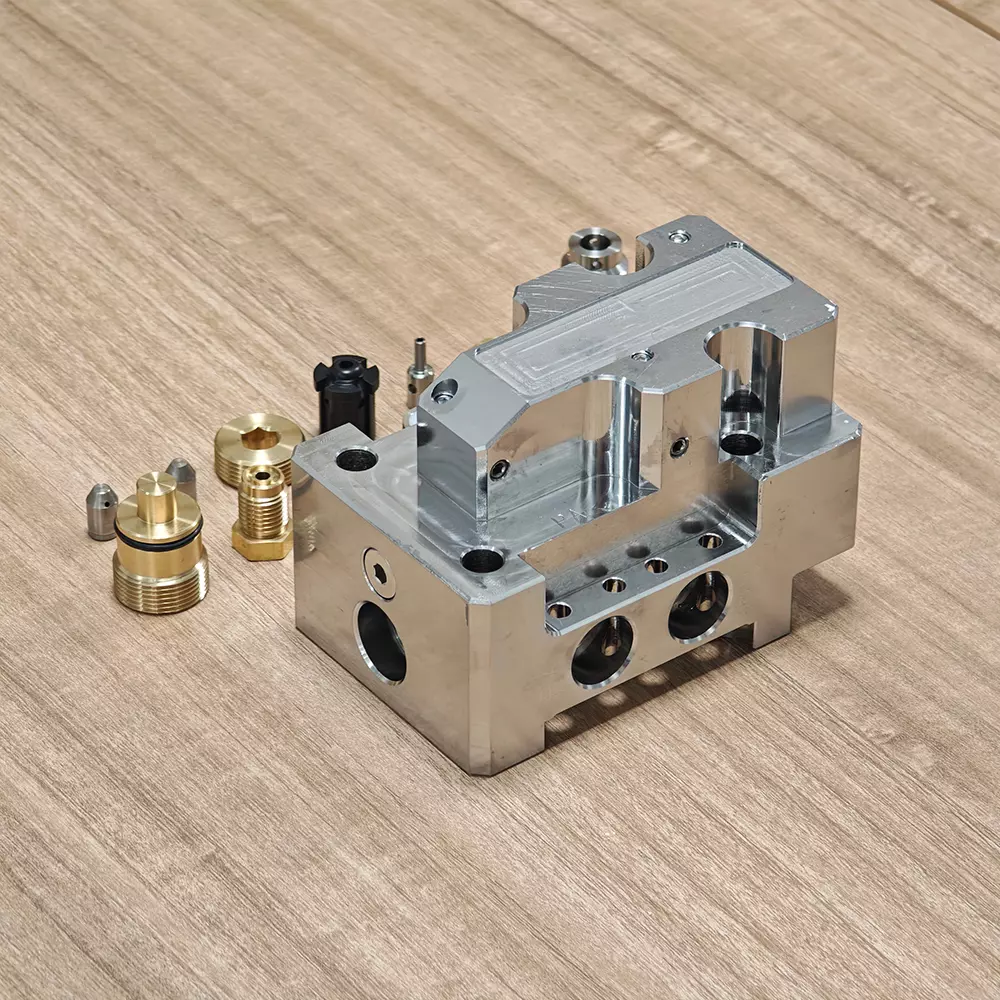
-Horonymegmunkálás: Használjon CNC fúró- és menetfúró központot a menetes furatok megmunkálásához, dugja be-szelepfuratokban stb. a szelepblokkon. A menet pontossága eléri a 6H fokozatot, a furatok helyzeti hibája pedig az ≤ 0,02 mm.
-Sorjázás és tisztítás: Használja a magas-nyomás alatti vízsugár és ultrahangos tisztítás, hogy alaposan eltávolítsák a sorját és a szennyeződéseket a szelepblokkon belüli áramlási csatornákból, biztosítva a hidraulikus rendszer tisztaságát, hogy megfeleljen a NAS 8 szabványnak.


Felületkezelés és védelem: A termék élettartamának meghosszabbítása
A hidraulikus vezérlőszelep korrózióállóságának és kopásállóságánaknövelése érdekében többféle felületkezelési eljárást alkalmazunk:
-Szeleptest: Foszfátkezelést és elektrosztatikus permetezést végeznek, a felületi bevonat vastagságáig ≥ 60 μm. Ez ellenállhat a savnak-alapkörnyezet és ultraibolya sugárzás.
-Szelepmag és szelephüvely: Kemény krómozott galvanizálás vagynitridálás történik, a felületi keménység eléri a HV800-at vagy annálnagyobb, ami 3-malnöveli a kopásállóságot - 5 alkalommal.
-Szelepblokk: A belső áramlási csatornák savas mosáson és foszfátozáson mennek keresztül, míg a külső felületet galvanizálással vagynikkelezéssel kezelik a rozsda és korrózió hatékony megelőzése érdekében.
Összeszerelés és tesztelés: a teljesítmény és a megbízhatóság kettős biztosítása
1. Tiszta műhely összeszerelés: Az összeszerelés 10 000 tisztasági fokozatú tisztatérben történik. A professzionális technikusok speciális szerszámtartókat használnak a hidraulikus vezérlőszelep összeszereléséhez:
-Alkatrészek tisztítása: Az összes alkatrészt háromszor megtisztítják ultrahangos tisztítógépben, hogyne kerüljön szennyeződés a felületre.
-Precíz összeszerelés: Az összeszerelés az ISO 4401nemzetközi szabvány szerint történik. A szelepmag és a szeleptest közötti illeszkedési hézag 100% dugós mérőeszközzel ellenőrizni kell, hogy megbizonyosodjon arról, hogy az összeszerelési pontosság megfelel a tervezési követelményeknek.
-Tömítésérzékelés: A szelepház tömítőfelületét hélium tömegspektrometriás szivárgásérzékelővel tesztelik, a szivárgási sebesség 1 alá van szabályozva.×10^-7 Pa·m³/s.
2. Teljes teljesítményteszt: Minden egyes hidraulikus vezérlőszelep összeszerelése után szigorú teljesítményteszten megy keresztül:
-Nyomáspróba: Anévlegesnyomás 1,5-szerese alatt 30 percignyomástartó tesztet végeznek szivárgás vagy deformációnélkül.


Előző: Testreszabott 4/5 tengelyes CNC marás Megmunkált eloxált alumínium acél réz sárgaréz alkatrészek
Következő: Nincs több
Kapcsolódó termékek
Kapcsolódó blog

A törökországi Zonggudakban lévő TTK bányába mentünk, hogy teszteljük a hidraulikus vezérlőszelepeket.
Üdvözöljük Mr.Nurullah Törökországból, hogy meglátogassa a gyárunkat