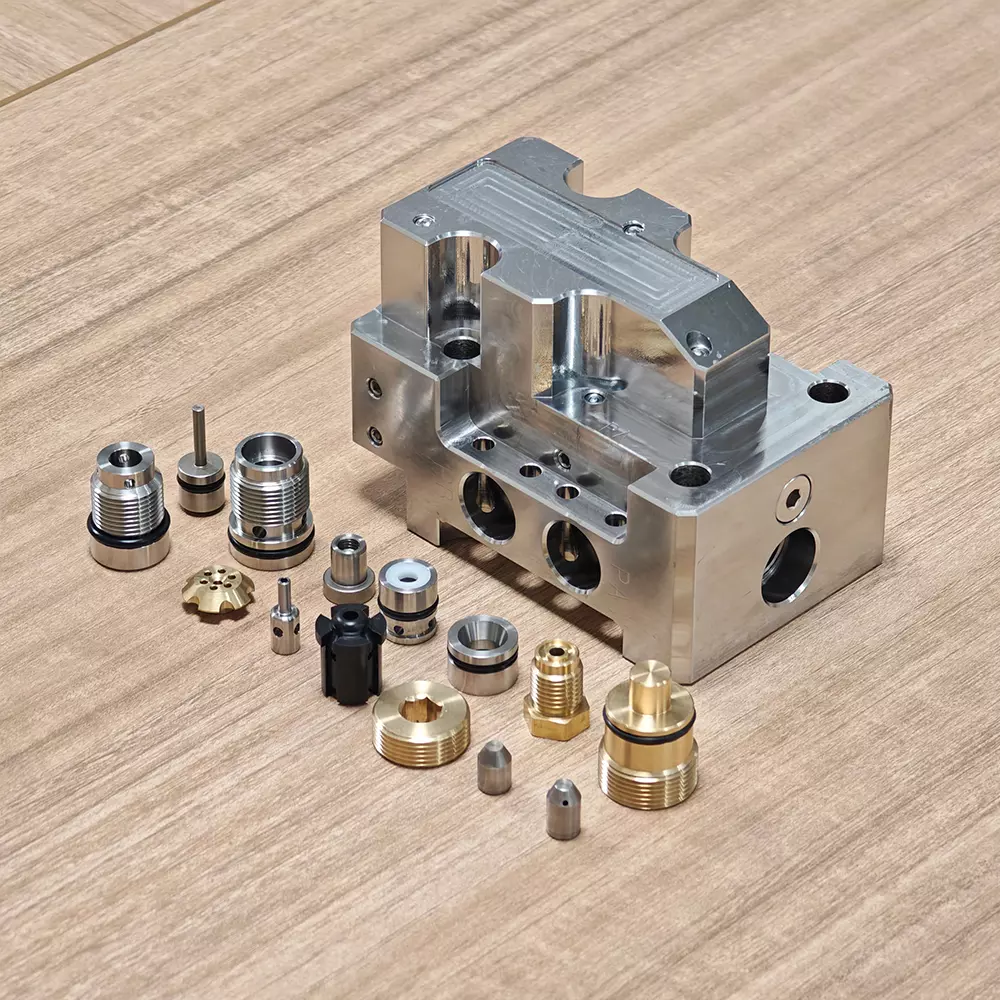
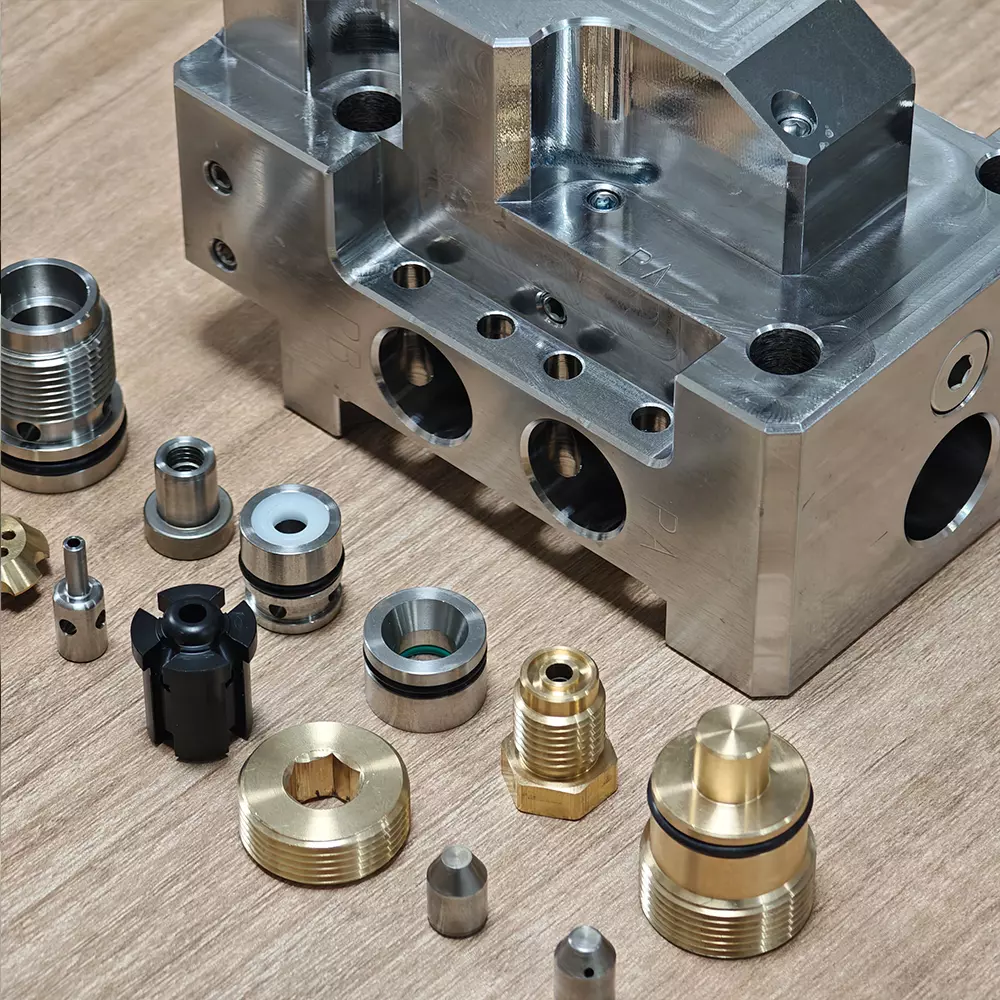

광업을 위한 고압 유압 밸브 다양한 블록을 가공하는 맞춤형 정밀 CNC
제품
품질은 엄격한 장인정신에서 비롯됩니다
유압 제어 밸브는 유압 시스템의 "심장"으로서 그 성능이 건설 기계, 산업 자동화 장비 및 기타 장치의 작동 정확도와 안정성을 직접적으로 결정합니다. 동관의 글로벌 정밀 기계 제조 클러스터 이점을 활용하고 최고의 국제 제조 표준에 따라 완벽한 프로세스와 높은 수준을 확립했습니다.-원자재 선택부터 제품 배송까지 정밀 생산 시스템을 통해 각 유압 제어 밸브가 극한 조건에서도 안정적이고 안정적으로 작동할 수 있도록 보장합니다.
원자재 조달 및 사전-치료: 품질을 위한 탄탄한 기반 구축
1. 엄격한 재료 선택 기준 유압 제어 밸브의 적용 시나리오 및 성능 요구 사항을 기반으로 원자재를 정확하게 일치시킵니다. 430F 스테인레스 스틸 또는 연성 철 재료를 선택하여 밸브 본체의 강도와 밀도가 높고 700bar 이상의 압력을 견딜 수 있도록 합니다.
밸브 코어 및 밸브 슬리브 : 마모에는 스테인레스 스틸, 합금강 등을 사용하십시오.-저항성과 부식-밸브 코어가 밸브 몸체 구멍 내에서 오랫동안 유연하게 움직일 수 있도록 보장하는 저항성 재료, 간극은 0.005 이내로 엄격하게 제어됩니다. - 0.035mm. 씰링 구성요소: 수입된 최고 수준 사용-극한의 온도 범위에 적응할 수 있는 고성능 고무 및 복합 재료 -50℃~ +100℃, 영점 보장-누출 밀봉 성능.
2. 파인 프리-처리 공급업체 평가 및 입고 검사: 글로벌 공급업체 평가 시스템을 구축하고 상위 업체에만 협력합니다.-ISO9001 인증을 충족하는 고품질 공급업체입니다. 각 원자재 배치가 도착한 후 분광학 분석, 경도 테스트, 금속 조직 검사 등 다양한 수단을 사용하여 재료 구성 및 성능이 국제 표준을 충족하는지 확인합니다.
3. 시효 처리 및 결함 탐지 : 주철 및 강철 블랭크의 경우 내부 응력을 제거하고 후속 가공 변형을 방지하기 위해 가공 전에 시효 처리를 수행합니다. 동시에 초음파 탐상 및 자분 탐상 기술을 사용하여 재료의 내부 결함을 정확하게 감지하고 불량 원료가 생산 라인으로 유입되는 것을 방지합니다.

정밀가공기술 : 마이크로미터-레벨 정밀 제어
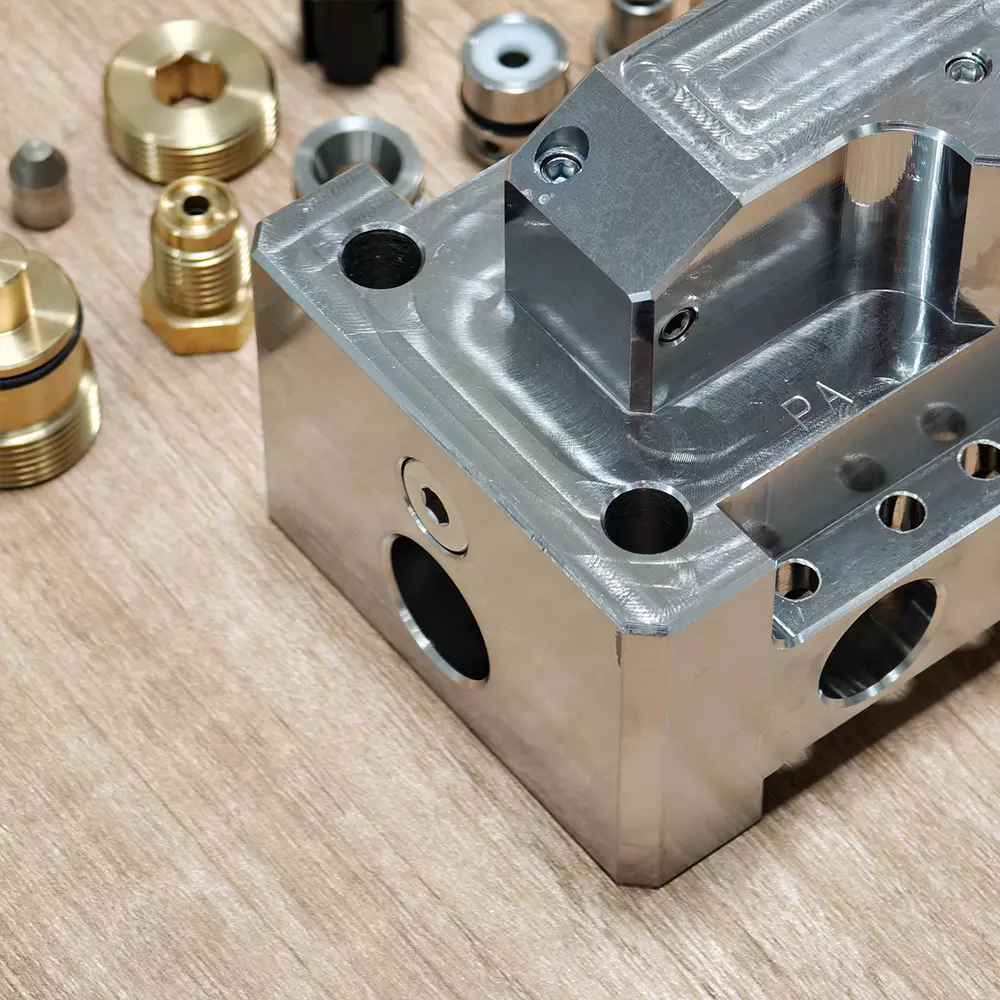
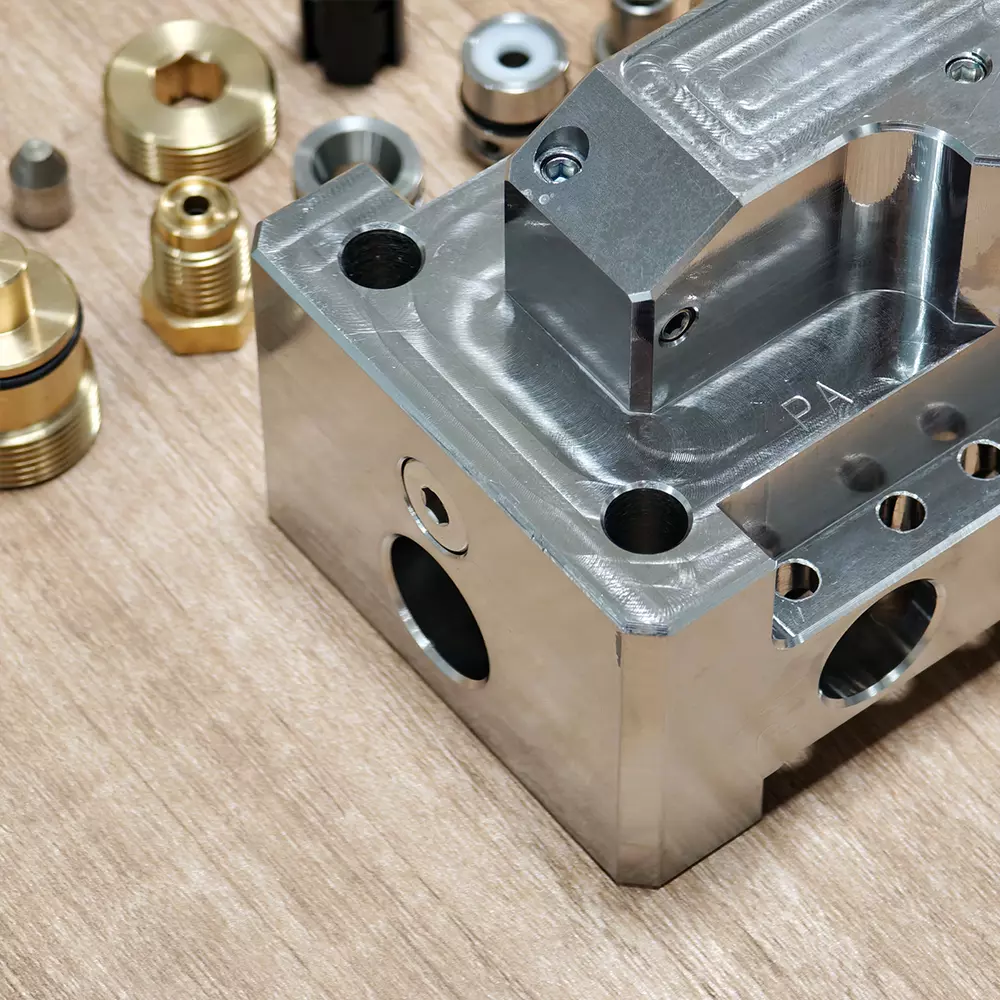
1. 밸브 몸체 가공 : 높은 강성 및 밀봉 성능 보장 전기를 가져 가라.-예를 들어 유압 방향 밸브 밸브 몸체의 경우 완전 자동화 처리를 위해 수평 머시닝 센터를 사용하며 프로세스 흐름은 다음과 같습니다.
-거친 밀링 및 정밀 보링: 밸브 본체의 다양한 평면을 대략적으로 밀링하여 0.2를 남겨 둡니다. - 0.4mm 가공 여유; 그런 다음 구멍 직경 공차가 IT7 수준 내에서 제어되고 표면 거칠기 Ra가 보장되도록 주 구멍을 미세 보링합니다. ≤ 0.8μm.
-홈 가공: 5개 사용-밸브 본체 내부의 복잡한 흐름 채널의 드릴링 및 밀링을 완료하는 축 머시닝 센터로 구멍의 위치와 동축 오차를 엄격하게 제어합니다. ≤ 0.01mm로 유체 흐름 저항의 손실을 줄입니다.
-연삭 및 연마: 메인 홀에 연삭 처리를 수행하여 Ra의 표면 거칠기를 달성합니다. ≤ 0.2μm, 밸브 코어와 밸브 본체의 결합 정확도를 보장하고 내부 누출 위험을 줄입니다.
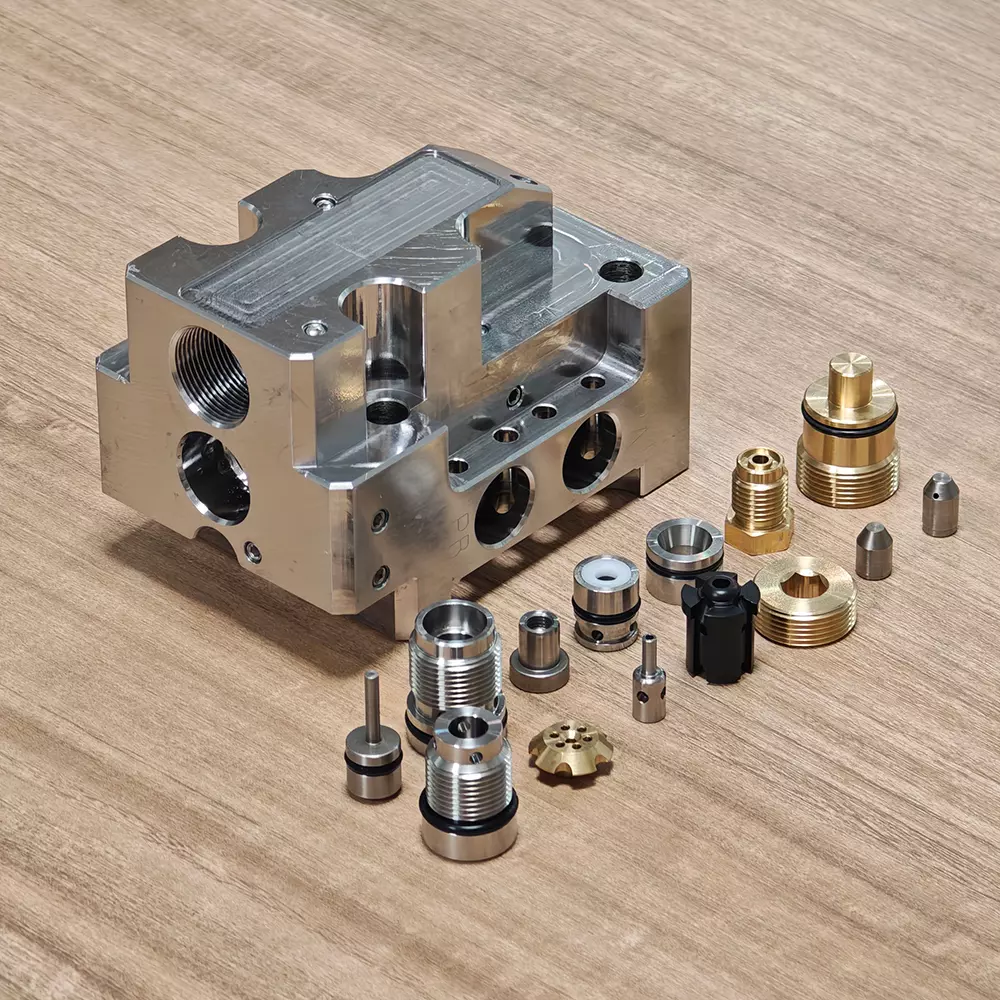
2. 밸브 코어 및 밸브 슬리브 가공 : 높음-정밀 결합 부품은 유압 제어 밸브의 핵심 기능 구성 요소인 밸브 코어와 밸브 슬리브를 제조합니다. 처리 정확도는 밸브의 응답 속도와 제어 정확도에 직접적인 영향을 미칩니다.
-정밀 터닝: CNC 선반을 사용하여 다중 작업 수행-밸브 코어를 켜는 공정, 외경 공차는 0.002mm 이내로 제어되고 원통형 오차 ≤ 0.001mm.
-연삭 및 연마: 높은 달성-표면 거칠기 Ra를 갖는 외부 원통형 연삭기를 통해 밸브 코어 표면을 정밀 연삭합니다. ≤ 0.1μ엠; 주요 결합 표면은 수동 연마 기술을 채택하여 표면 매끄러움과 결합 정확도를 더욱 향상시킵니다.
-밸브 슬리브 가공: 밸브 슬리브의 내부 구멍은 깊은 구멍 드릴링 및 호닝 기술을 사용하여 가공되어 내부 구멍과 밸브 코어 사이의 균일하고 안정적인 결합 간격을 보장하며 간격 공차는 0.005mm 이내로 제어됩니다.
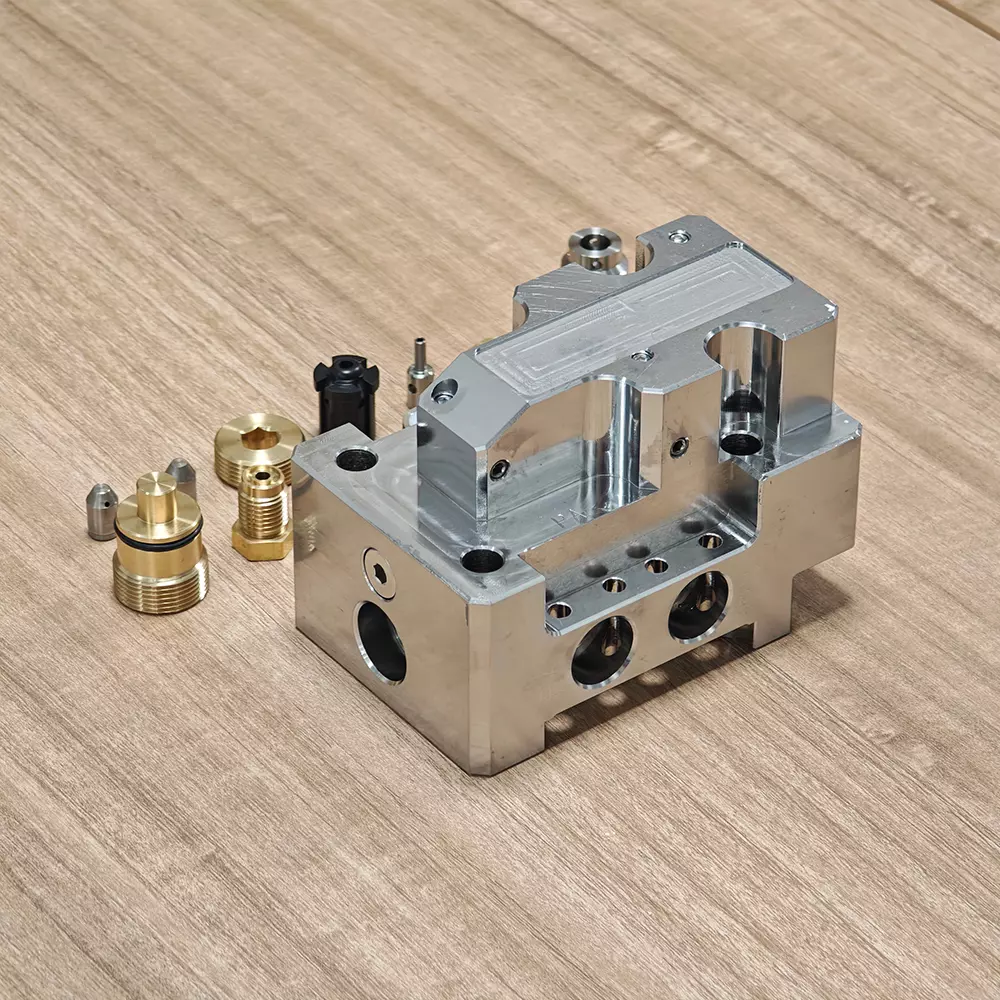
3. 밸브 블록 처리: 모듈형 통합 코어
모듈식 유압 제어 밸브 그룹의 경우 표준화된 밸브 블록 처리 기술을 채택합니다.
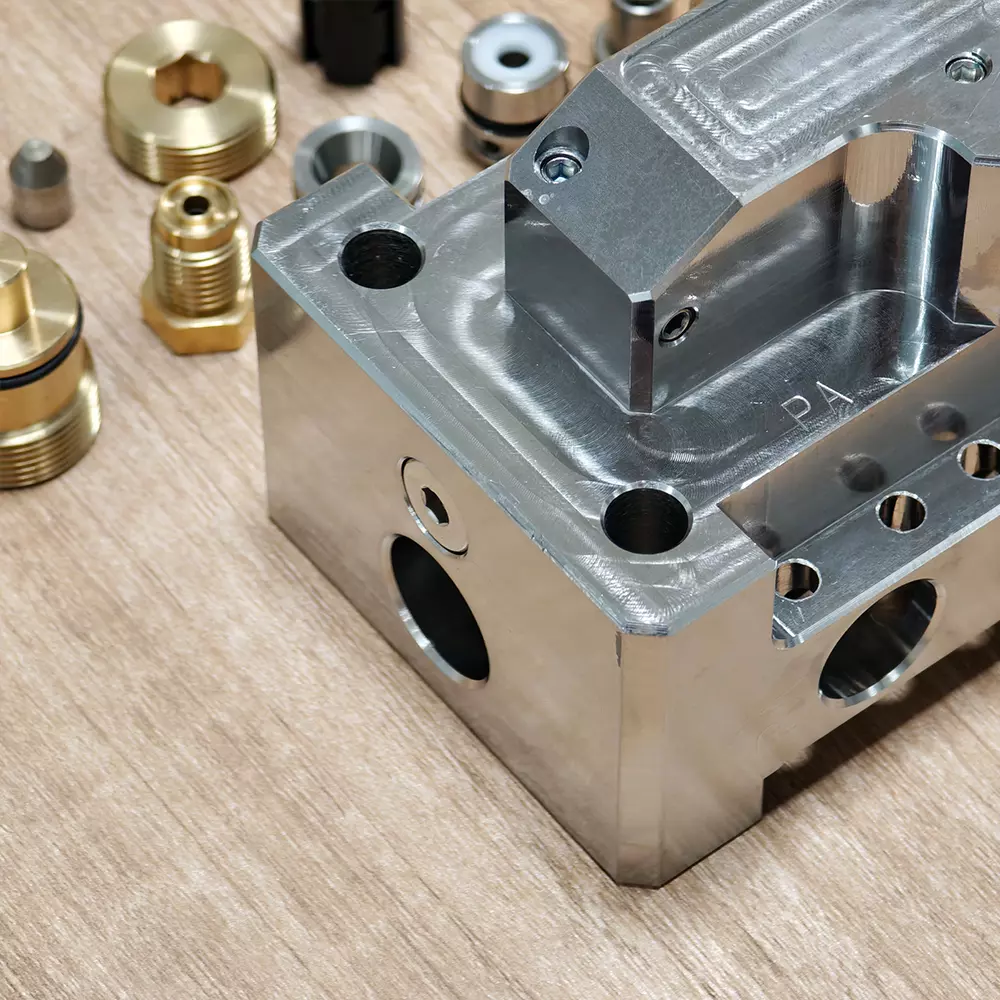
-여섯-측면 미세 연삭: CNC 연삭기를 통해 밸브 블록의 6개 표면을 미세 연삭하여 인접한 표면의 평행성을 보장합니다. ≤ 0.03mm 및 인접한 표면의 직각도 ≤ 0.05mm.
-홈 처리: CNC 드릴링 및 태핑 센터를 사용하여 나사산 구멍, 플러그 처리를 완료합니다.-밸브 블록의 밸브 구멍 등에. 나사산 정확도는 6H 등급에 도달하고 구멍의 위치 오류는 다음과 같습니다. ≤ 0.02mm.
-디버링 및 청소: 높은 수준의 조합 사용-압력 워터 제트 및 초음파 세척을 통해 밸브 블록 내부 유로의 버(Burr) 및 불순물을 철저하게 제거하여 NAS 8 표준을 충족하는 유압 시스템의 청결도를 보장합니다.


표면 처리 및 보호: 제품 수명 연장
유압 제어 밸브의 내식성과 내마모성을 향상시키기 위해 당사는 여러 표면 처리 공정을 사용합니다.
-밸브 본체 : 인산염 처리 및 정전 분사가 이루어지며 표면 코팅 두께는 ≥ 60 μm. 이것은 산에 저항할 수 있습니다-기본 환경 및 자외선.
-밸브 코어 및 밸브 슬리브 : 경질 크롬 전기 도금 또는 질화 처리를 적용하여 표면 경도가 HV800 이상에 도달하여 내마모성이 3 증가합니다. - 5번.
-밸브 블록 : 내부 유로는 산 세척 및 인산염 처리를하고 외부 표면은 아연 도금 또는 니켈 도금 처리하여 녹과 부식을 효과적으로 방지합니다.
조립 및 테스트: 성능과 신뢰성의 이중 보장
1. 클린 작업장 조립: 조립은 청정도 10,000의 클린룸에서 수행됩니다. 전문 기술자는 특수 공구 고정 장치를 사용하여 유압 제어 밸브를 조립합니다.
-부품 세척: 모든 조립 부품은 초음파 세척 기계로 3회 세척되어 표면에 불순물이 없는지 확인합니다.
-정밀한 조립: ISO 4401 국제 표준에 따라 조립이 수행됩니다. 밸브 코어와 밸브 본체 사이의 결합 간극은 100입니다.% 조립 정확도가 설계 요구 사항을 충족하는지 확인하기 위해 플러그 게이지를 사용하여 검사합니다.
-씰 감지: 밸브 본체 씰링 표면은 헬륨 질량 분석 누출 감지기를 사용하여 테스트되었으며 누출률은 1 미만으로 제어됩니다.×10^-7파·엠³/s.
2. 전체 성능 테스트: 각 유압 제어 밸브를 조립한 후 엄격한 성능 테스트를 거칩니다.
-내압시험 : 정격압력의 1.5배에서 30분간 압력유지시험을 실시하며, 누수나 변형이 없습니다.


이전의: 맞춤형 4/5 축 CNC 밀링 가공 양극 처리된 알루미늄 강철 구리 황동 부품
다음: 더 이상
관련 제품
관련 블로그

터키에서 온 Nurullah 씨를 환영하여 공장을 방문하십시오