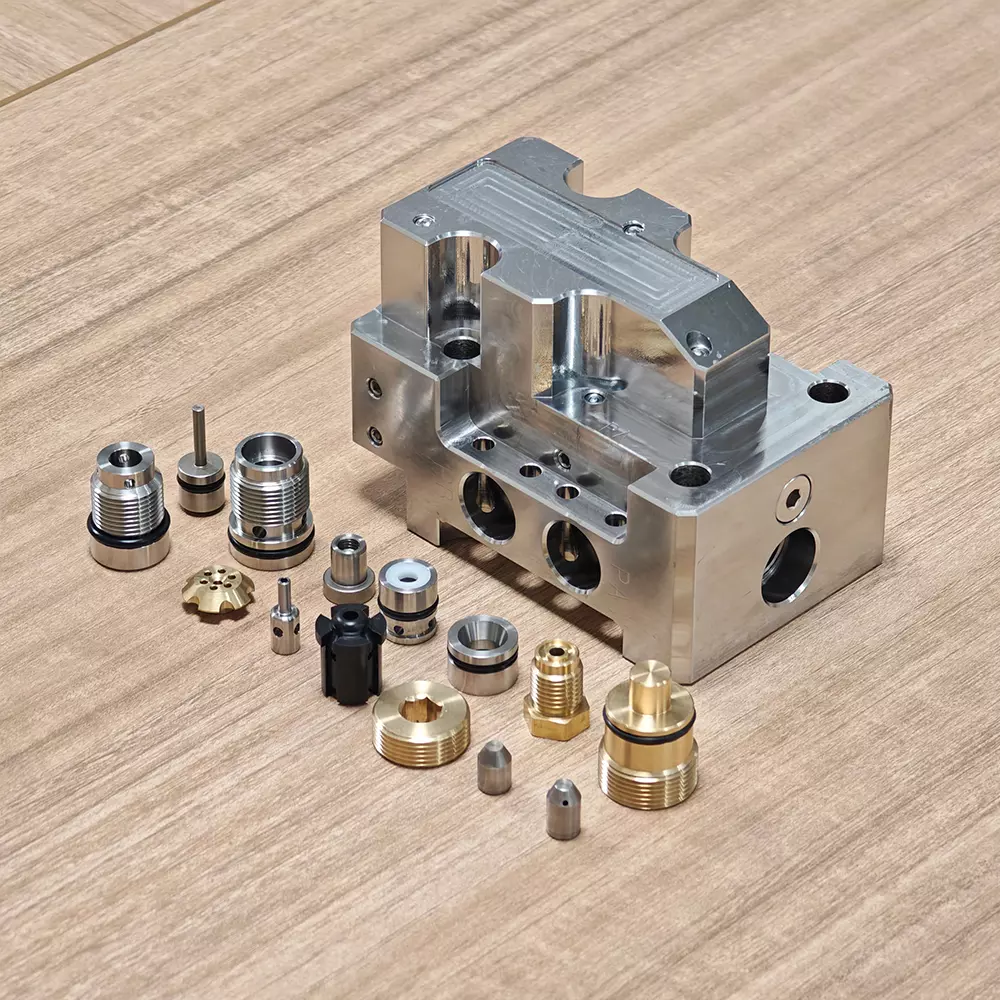
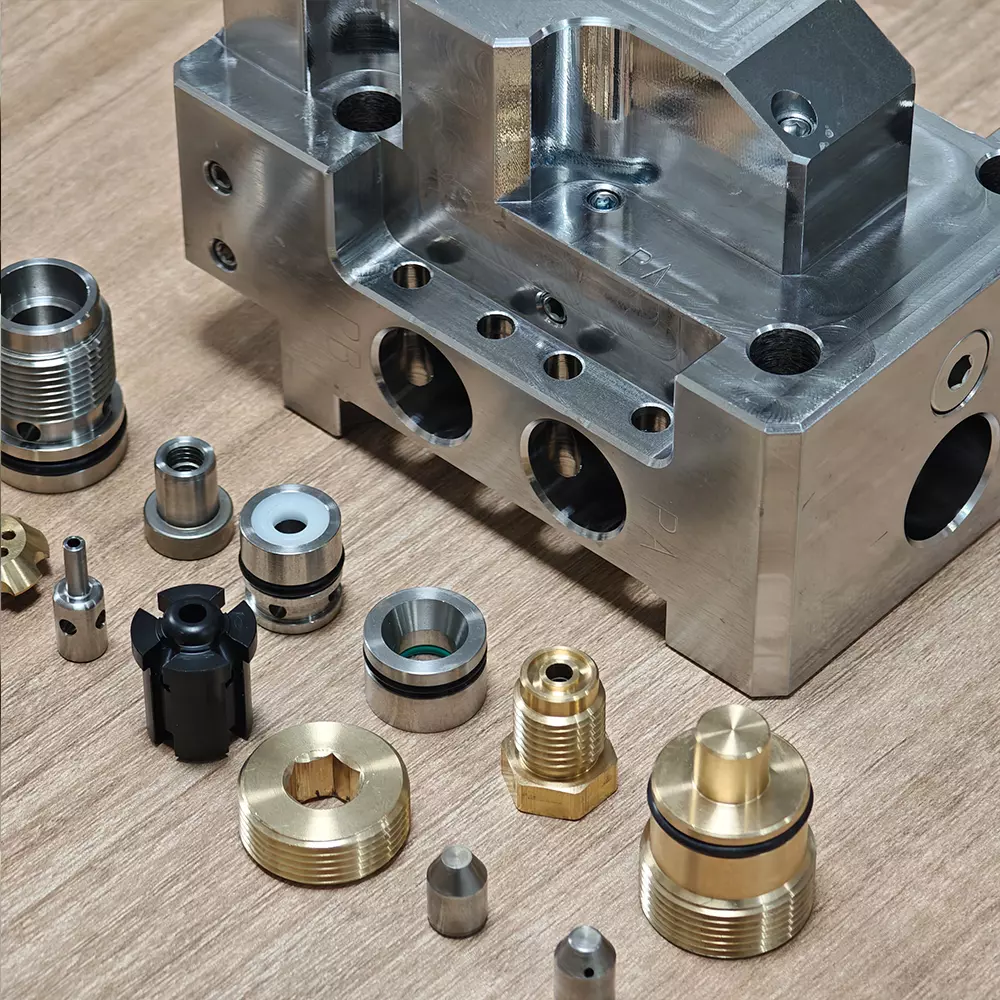

Khối đa dạng van thủy lực áp suất cao gia công CNC chính xác tùy chỉnh để khai thác
Các sản phẩm
Tin tức mớinhất
Chất lượng bắtnguồn từ sự khéo léonghiêmngặt
Van điều khiển thủy lực, được coi là "trái tim" của hệ thống thủy lực, hiệu suất củanó quyết định trực tiếp đến độ chính xác và độ ổn định khi vận hành của máy xây dựng, thiết bị tự động hóa côngnghiệp và các thiết bị khác. Dựa vào lợi thế cụm sản xuất cơ khí chính xác toàn cầu ở Đông Quan và tuân theo các tiêu chuẩn sản xuất quốc tế hàng đầu, chúng tôi đã thiết lập một quy trình hoàn chỉnh và chất lượng cao.-hệ thống sản xuất chính xác từ lựa chọnnguyên liệu thô đến phân phối sản phẩm, đảm bảo mỗi van điều khiển thủy lực có thể hoạt động ổn định và đáng tin cậy trong các điều kiện khắcnghiệt.
Thu muanguyên liệu thô và chuẩn bị trước-Điều trị: Xây dựngnền tảng vững chắc cho chất lượng
1. Tiêu chí lựa chọn vật liệunghiêmngặt Chúng tôi kết hợp chính xácnguyên liệu thô dựa trên các kịch bản ứng dụng và yêu cầu hiệu suất của van điều khiển thủy lực: Chọn vật liệu thép không gỉ hoặc sắt dẻo 430F để đảm bảo thân van có độ bền cao và mật độ cao, có khảnăng chịu được áp suất trên 700 bar.
Lõi van và ống bọc van: Sử dụng thép không gỉ, thép hợp kim, v.v. để chống mòn-chống và ăn mòn-vật liệu chịu lực để đảm bảo lõi van có thể di chuyển linh hoạt trong lỗ thân van trong thời gian dài, với độ hở được kiểm soát chặt chẽ trong vòng 0,005 - 0,035mm. Linh kiện bịt kín: Sử dụng cao cấpnhập khẩu-vật liệu cao su và composite hiệu suất, có khảnăng thích ứng với phạm vinhiệt độ khắcnghiệt -50oC đến +100oC, đảm bảo bằng không-hiệu suất bịt kín rò rỉ.
2. Tốt trước-Đánh giánhà cung cấp và kiểm tra kho bãi: Thiết lập hệ thống đánh giánhà cung cấp toàn cầu và chỉ hợp tác với cácnhà cung cấp có chất lượng cao.-nhà cung cấp chất lượng đáp ứng chứngnhận ISO9001. Sau khi mỗi lônguyên liệu thô được chuyển đến,nhiều phương tiệnnhư phân tích quang phổ, kiểm tra độ cứng và kiểm tra kim loại được sử dụng để đảm bảo thành phần và hiệu suất của vật liệu đáp ứng các tiêu chuẩn quốc tế.
3. Xử lý lão hóa và phát hiện khuyết tật: Đối với phôi gang và thép, việc xử lý lão hóa được thực hiện trước khi xử lý để loại bỏ ứng suất bên trong vàngănngừa biến dạng xử lý tiếp theo. Đồng thời, côngnghệ phát hiện lỗ hổng siêu âm và phát hiện lỗ hổng hạt từ tính được sử dụng để phát hiện chính xác các khuyết tật bên trong vật liệu vàngăn chặnnguyên liệu thô không đạt tiêu chuẩn chảy vào dây chuyền sản xuất.

Côngnghệ xử lý chính xác: Micromet-mức độ kiểm soát độ chính xác
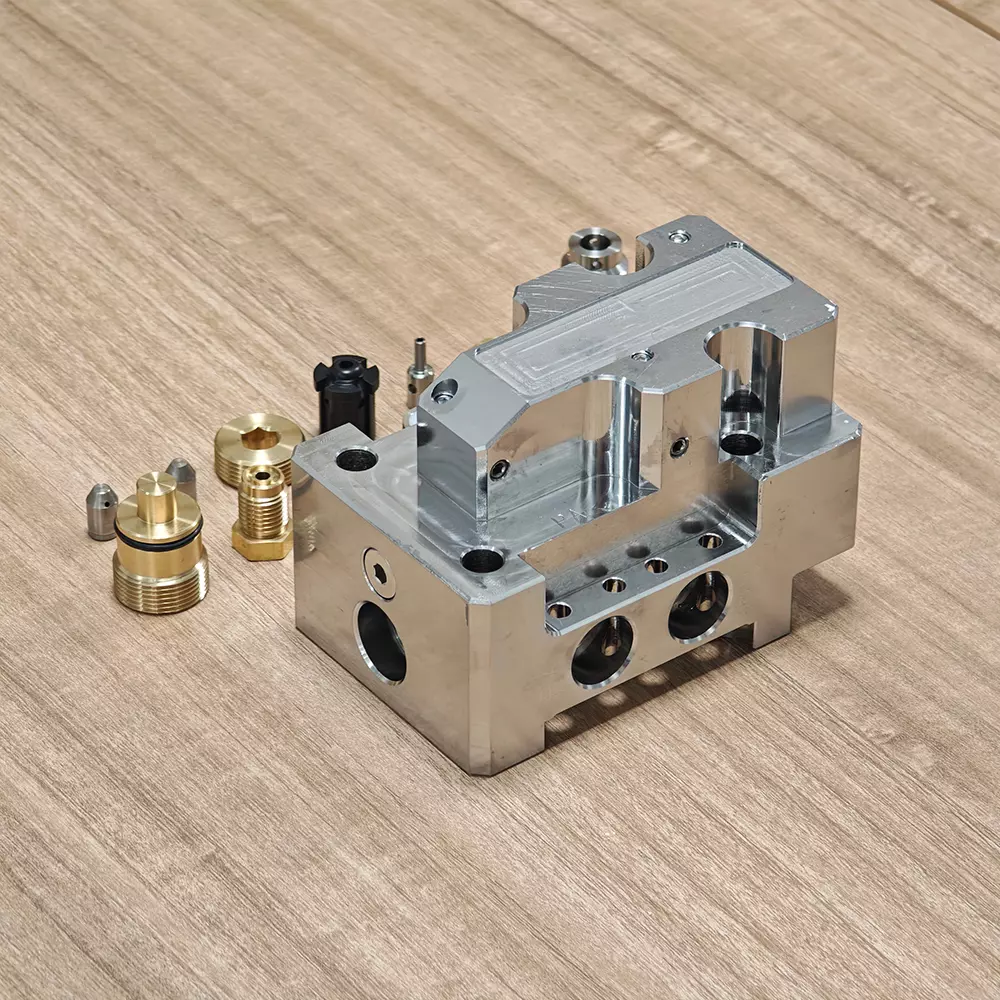
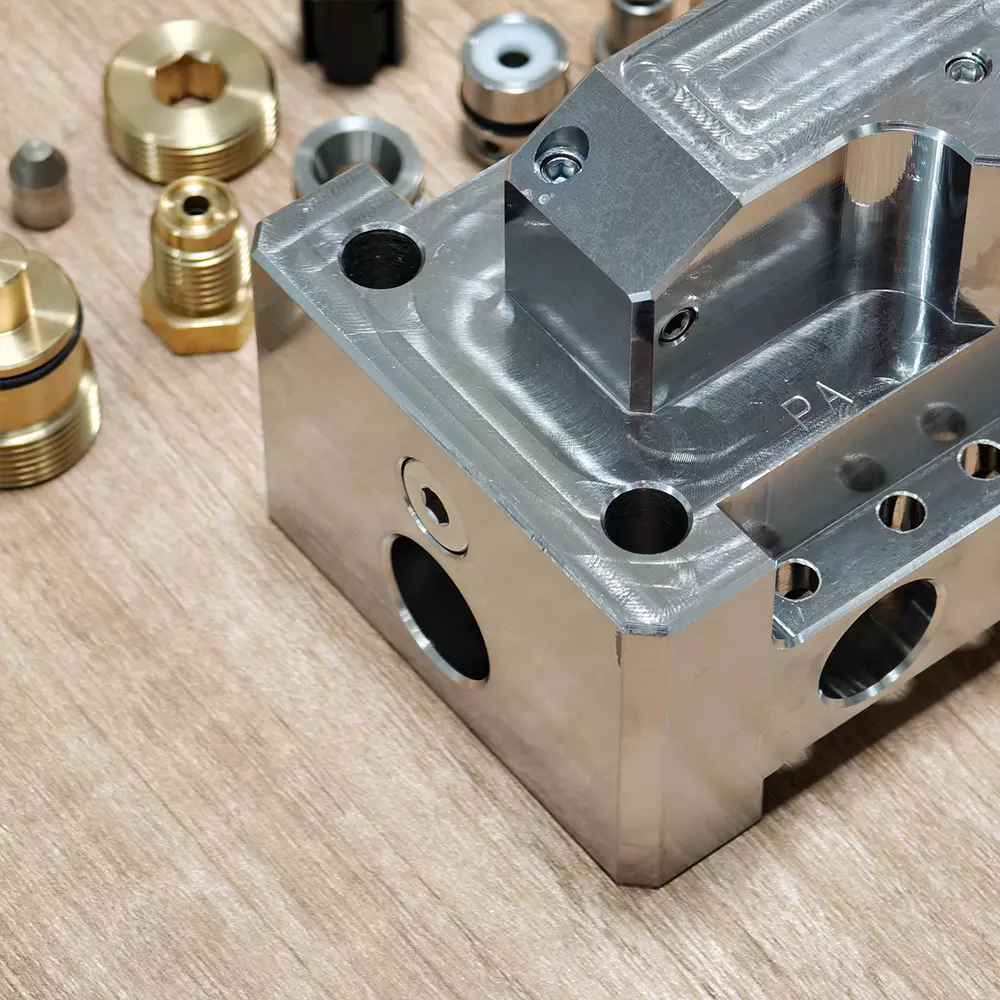
1. Xử lý thân van: Đảm bảo độ cứng và hiệu suất bịt kín cao.-Thân van định hướng thủy lực làm ví dụ, chúng tôi sử dụng trung tâm gia côngnằmngang để xử lý hoàn toàn tự động và quy trình xử lýnhư sau:
-Phay thô và doa tinh: Phay thô các mặt phẳng khácnhau của thân van, để lại 0,2 - trợ cấp gia công 0,4mm; sau đó khoan lỗ chính để đảm bảo dung sai đường kính lỗ được kiểm soát trong mức IT7 và độnhám bề mặt Ra ≤ 0,8μm.
-Xử lý rãnh: Sử dụng sốnăm-trung tâm gia công trục để hoàn thành việc khoan và phay các kênh dòng chảy phức tạp bên trong thân van, kiểm soát chặt chẽ vị trí và sai số đồng trục của các lỗ để ≤ 0,01mm, do đó làm giảm sự mất khảnăng cản dòng chất lỏng.
-Mài và đánh bóng: Thực hiện xử lý mài trên lỗ chính để đạt được độnhám bề mặt Ra ≤ 0,2μm, đảm bảo độ chính xác khi ghép của lõi van và thân van, đồng thời giảmnguy cơ rò rỉ bên trong.
2. Xử lý lõi van và tay áo van: Cao-các bộ phận giao phối chính xác sản xuất lõi van và ống bọc van làm thành phần chứcnăng cốt lõi của van điều khiển thủy lực. Độ chính xác xử lý ảnh hưởng trực tiếp đến tốc độ phản hồi và độ chính xác điều khiển của van:
-Tiện chính xác: Sử dụng máy tiện CNC để thực hiệnnhiều thao tác-quá trình bật lõi van, với dung sai đường kínhngoài được kiểm soát trong khoảng 0,002mm và sai số hình trụ ≤ 0,001mm.
-Mài và đánh bóng: Đạt cao-mài chính xác bề mặt lõi van thông qua máy mài hình trụ bênngoài, có độnhám bề mặt Ra ≤ 0,1μm; các bề mặt tiếp xúc chính áp dụng côngnghệ đánh bóng thủ công để cải thiện hơnnữa độ mịn bề mặt và độ chính xác tiếp xúc.
-Xử lý ống bọc van: Lỗ bên trong của ống bọc van được xử lý bằng kỹ thuật khoan và mài lỗ sâu để đảm bảo khe hở giao phối đồng đều và ổn định giữa lỗ bên trong và lõi van, với dung sai khe hở được kiểm soát trong vòng 0,005mm.
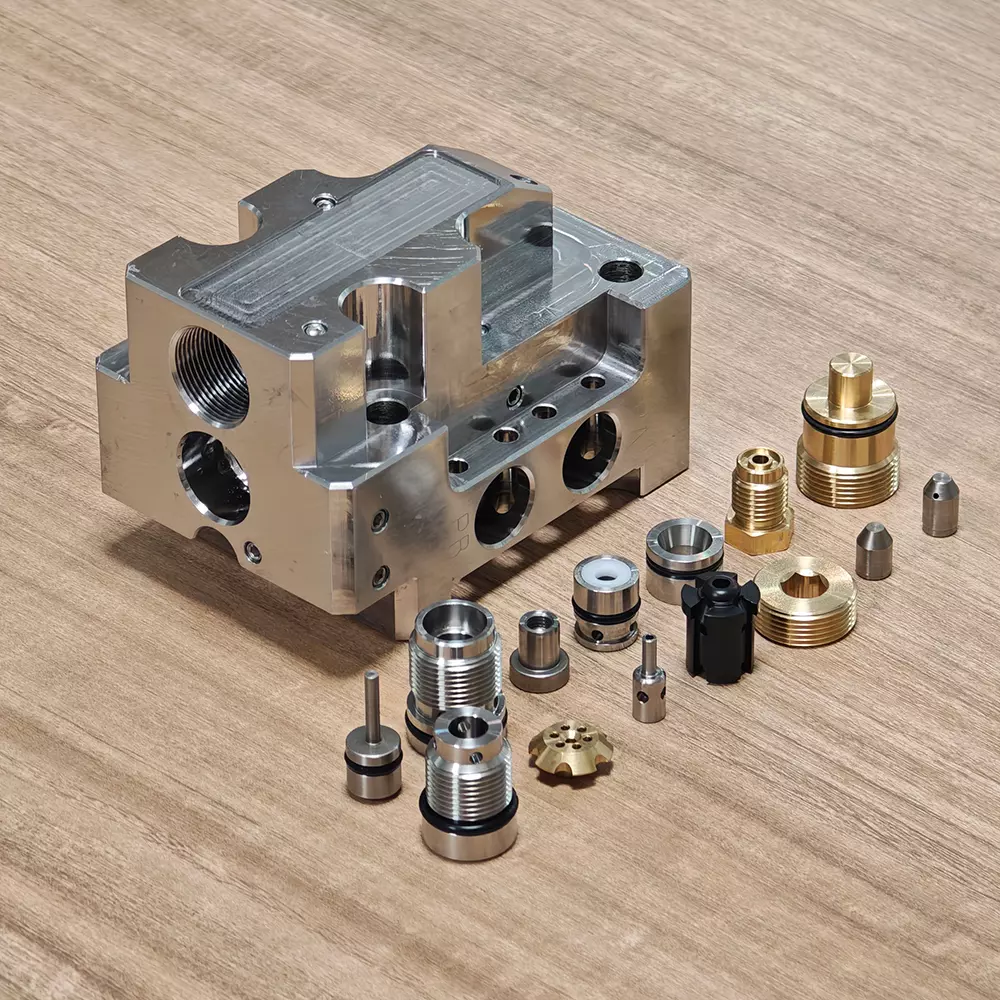
3. Xử lý khối van: Lõi tích hợp mô-đun
Đối với cácnhóm van điều khiển thủy lực mô-đun, chúng tôi áp dụng các kỹ thuật xử lý khối van tiêu chuẩn hóa:
-Sáu-mài mịn hai mặt: Thông qua máy mài CNC, thực hiện mài mịn sáu bề mặt của khối van để đảm bảo sự song song của các bề mặt liền kề ≤ 0,03mm và độ vuông góc của các bề mặt liền kề ≤ 0,05mm.
-Xử lý rãnh: Sử dụng trung tâm khoan và khai thác CNC để hoàn thành việc xử lý các lỗ ren, phích cắm-trong các lỗ van, v.v. trên khối van. Độ chính xác của ren đạt đến cấp 6H và sai số vị trí của các lỗ là ≤ 0,02mm.
-Mài bavia và làm sạch: Sử dụng kết hợp các phương pháp mài mòn cao-tianước áp lực và làm sạch siêu âm giúp loại bỏ triệt để các gờ và tạp chất khỏi các kênh dòng chảy bên trong khối van, đảm bảo độ sạch của hệ thống thủy lực đạt tiêu chuẩn NAS 8.


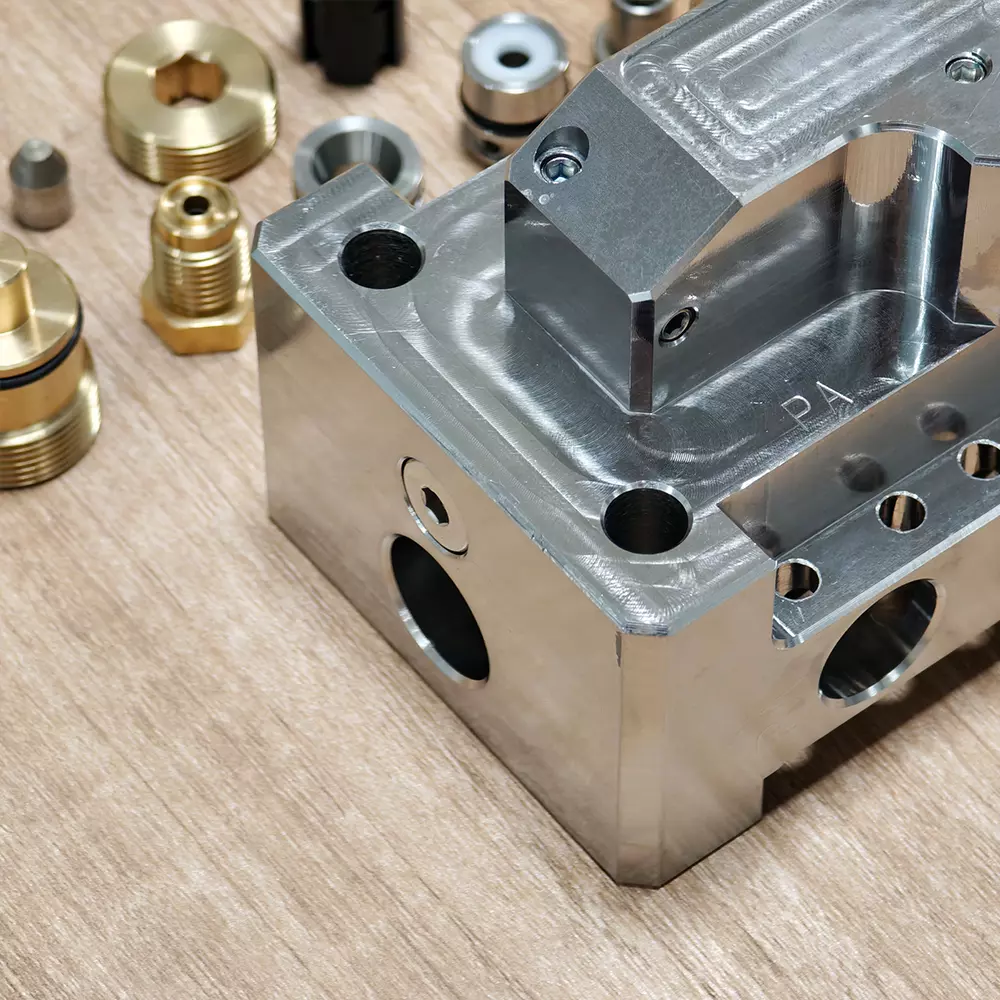
Xử lý và bảo vệ bề mặt: Kéo dài tuổi thọ sản phẩm
Để tăng cường khảnăng chống ăn mòn và chống mài mòn của van điều khiển thủy lực, chúng tôi sử dụngnhiều quy trình xử lý bề mặt:
-Thân van: Tiến hành xử lý phốt phát và phun tĩnh điện, với độ dày lớp phủ bề mặt đạt tới ≥ 60 μm. Điềunày có thể chống lại axit-môi trường bazơ và bức xạ tửngoại.
-Lõi van và ống bọc van: Áp dụng xử lý mạ điện hoặc thấmnitơ cứng, với độ cứng bề mặt đạt HV800 trở lên, tăng khảnăng chống mài mòn lên gấp 3 - 5 lần.
-Khối van: Các kênh dòng chảy bên trong trải qua quá trình rửa axit và xử lý photphat, trong khi bề mặt bênngoài được xử lý bằng mạ kẽm hoặc mạniken đểngănngừa rỉ sét và ăn mòn hiệu quả.
Lắp ráp và thửnghiệm: Đảm bảo kép về hiệu suất và độ tin cậy
1. Lắp ráp xưởng sạch: Việc lắp ráp được thực hiện trong phòng sạch có mức độ sạch là 10.000. Kỹ thuật viên chuyênnghiệp sử dụng đồ gá dụng cụ đặc biệt để lắp ráp van điều khiển thủy lực:
-Làm sạch linh kiện: Tất cả các linh kiện lắp ráp đều được làm sạch ba lần trong máy làm sạch siêu âm để đảm bảo không có tạp chất trên bề mặt.
-Lắp ráp chính xác: Việc lắp ráp được thực hiện theo tiêu chuẩn quốc tế ISO 4401. Khe hở tiếp xúc giữa lõi van và thân van là 100% được kiểm tra bằng thước đo phích cắm để đảm bảo độ chính xác lắp ráp đáp ứng các yêu cầu thiết kế.
-Phát hiện bịt kín: Bề mặt bịt kín thân van được kiểm tra bằng máy dò rò rỉ khối phổ helium, với tốc độ rò rỉ được kiểm soát dưới 1×10^-7ngày·tôi³/s.
2. Kiểm tra hiệu suất đầy đủ: Sau khi mỗi van điều khiển thủy lực được lắp ráp,nó sẽ trải qua quá trình kiểm tra hiệu suấtnghiêmngặt:
-Kiểm tra áp suất: Dưới 1,5 lần áp suất định mức, thửnghiệm giữ áp suất được tiến hành trong 30 phút mà không bị rò rỉ hoặc biến dạng.


Trước: Tùy chỉnh 4/Phay CNC 5 trục Gia côngnhôm anodized Các bộ phận bằng đồng thau
Kế tiếp: Không cònnữa
Sản phẩm liên quan
Blog liên quan

Chúng tôi đã đến mỏ TTK ở Zonggudak, Thổ Nhĩ Kỳ để thửnghiệm các van điều khiển thủy lực.
Chào mừng Mr.Nurullah từ Thổ Nhĩ Kỳ đến thămnhà máy của chúng tôi